Изобретение относится к машиностроению к механической обработке металлов и может быть использовано при шлифовании и полировании поверхностей деталей при их безразмерной окончательной обработке лепестковыми кругами.
Известен способ алмазно-абразивной обработки с локальным контактом, реализуемый сборным инструментом, выполненным в виде пары кругов, закрепленных под углом друг к другу на общем валу с осевым зазором [1].
Недостатками известного способа и инструмента являются ограниченность технологических возможностей при декоративной отделке и чистовой обработке фасонных поверхностей, а также трудности в достижении широкого диапазона качества обработанных поверхностей, при этом, обладая минимальной осевой жесткостью и работая только одной стороной периферийной абразивной поверхности, невозможно добиться высокой производительности.
Известен способ абразивной обработки, реализуемый сборным инструментом, выполненным в виде пары абразивных кругов, закрепленных под углом друг к другу на общем валу с осевым зазором, причем инструмент снабжен пружиной растяжения, размещенной между смежными торцами абразивных кругов, которые установлены с возможностью углового поворота [2].
Недостатками известного способа и инструмента являются:
минимальная осевая жесткость;
работа только одной стороной периферийной абразивной поверхности;
ограниченность технологических возможностей при декоративной отделке и чистовой обработке фасонных поверхностей;
трудности в достижении широкого диапазона качества обработанных поверхностей.
Все это снижает производительность обработки и ведет к увеличенному расходу дорогостоящего абразивного материала инструмента.
Задачей изобретения является расширение технологических возможностей способа за счет локализации контакта, который является осциллирующим и бегущим благодаря установке инструмента под углом к оси вращения, позволяющей вести обработку двумя торцами лепестков, из которых состоит инструмент, за счет увеличения осевой жесткости благодаря использованию абразивных лепестков в форме круга с радиальными волнами, позволяющей повышать режимы резания, а также экономное расходование абразивного материала и удешевление процесса и изготовления инструмента.
Поставленная задача решается с помощью предлагаемого способа алмазно-абразивной обработки, включающего сообщение вращательного движения заготовке и вращательного движения и движения подачи вдоль обрабатываемой поверхности инструменту в виде лепесткового круга с локальным контактом, причем используют лепестковый круг, установленный с помощью расположенных с торцов косых шайб под острым углом к плоскости, перпендикулярной оси его вращения, и состоящий из зажатого с помощью двух фланцев с образованием радиальных волн пакета лепестков, которые выполнены с волнистой внутренней поверхностью и получены путем склеивания в торец полос двусторонней алмазно-абразивной шлифовальной шкурки шириной менее радиуса, но более половины радиуса лепесткового круга, и длиной, равной длине его окружности, с образованием обечаек и разворачивания внутрь одного из торцов каждой обечайки с образованием радиальных волн, при этом по мере износа лепестков выполняют их выдвижение в радиальном направлении при помощи фланцев для восстановления наружного диаметра лепесткового круга.
Особенности способа поясняется чертежами.
На фиг.1 изображены схема предлагаемого способа и лепестковый круг с локальным контактом для его реализации, частичный продольный разрез; на фиг.2 - вид А на фиг.1; на фиг.3 - полоса из двусторонней шлифовальной шкурки, заготовка для изготовления лепестка; на фиг.4 - обечайка, изготовленная из полосы (фиг.3), полуфабрикат лепестка; на фиг.5 - новый, неизношенный лепесток с симметричным расположением радиальных внутренних волн относительно плоскости лепестка; на фиг.6 - вид Б на фиг.5; на фиг.7 - элемент В на фиг.1; на фиг.8 - элемент В через пол-оборота инструмента относительно фиг.7; на фиг.9 - максимально изношенный лепесток; на фиг.10 - вид Б' на фиг.9.
Предлагаемый способ алмазно-абразивной обработки, при котором заготовке и инструменту в виде лепесткового круга 1 с локальным контактом, собранного из лепестков из шлифовальной шкурки и установленного под острым углом к плоскости, перпендикулярной оси вращения, сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности.
Лепестковый круг 1, реализующий способ, имеет периферийную алмазно-абразивную рабочую режущую часть с аксиальным смещением благодаря установке круга под углом α к плоскости, перпендикулярной продольной оси, на шпинделе 2 с помощью косых шайб 3, расположенных с торцов, и закрепленного гайкой 4.
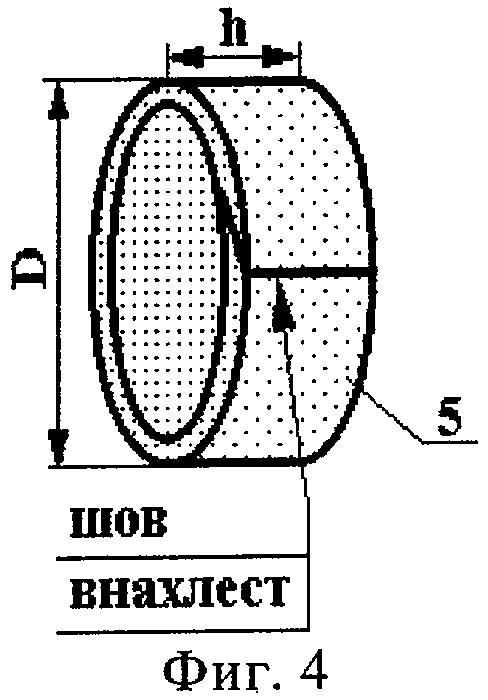
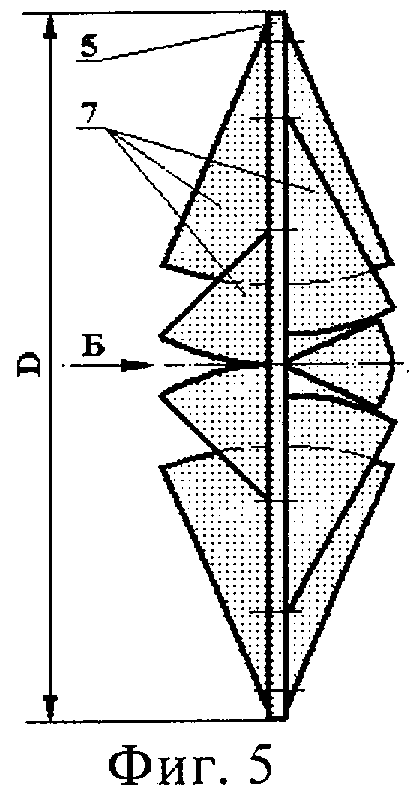
Алмазно-абразивный круг 1 выполнен в виде сборного лепесткового круга и состоит из лепестков 5. Лепестки 5 изготавливают из полос двусторонней шлифовальной шкурки (фиг.3) шириной h менее радиуса, но более половины радиуса R круга, т.е. R>h>R/2 и длиной πD, равной длине его окружности. Из полос склеивают обечайки (фиг.4), предварительно подготовив полосы к склеиванию внахлест путем разделки меньших торцов с удалением шлифматериала с обоих концов ленты на участке под шов. Затем один из торцов обечайки разворачивают во внутрь с образованием радиальных волн. На фиг.5 и 6 показан новый, неизношенный лепесток с симметричным расположением радиальных внутренних волн относительно плоскости лепестка. Разворот обечаек вовнутрь легко сделать, если использовать специальные фланцы 6, которые позволяют формировать пакет лепестков с образованием двусторонних радиальных волн 7 и которые используем в предлагаемом инструменте для крепления пакета лепестков.
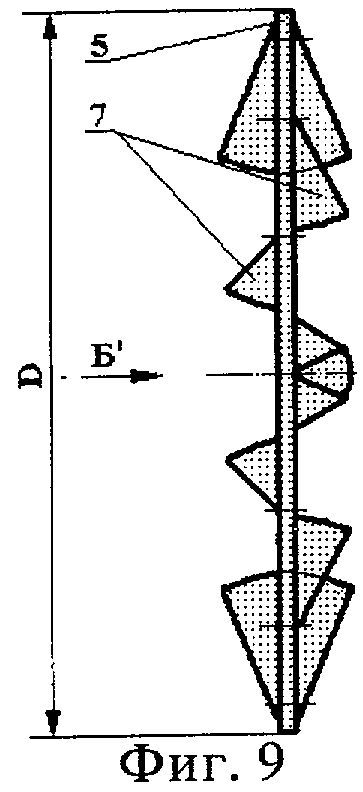
По мере износа лепестков их выдвигают в радиальном направлении, восстанавливая наружный диаметр D. Такая конструкция лепестков позволяет постоянно восстанавливать наружный диаметр быстро изнашиваемого лепесткового алмазно-абразивного инструмента и полностью использовать дорогостоящий алмазно-абразивный материал (см. фиг.9-10).
При восстановлении наружного диаметра D лепестков 5 надо иметь в виду, чтобы d5 внутренний диаметр лепестков не оказался больше наружного диаметра d6 зажимных фланцев 6, в противном случае лепестки не будут зажаты.
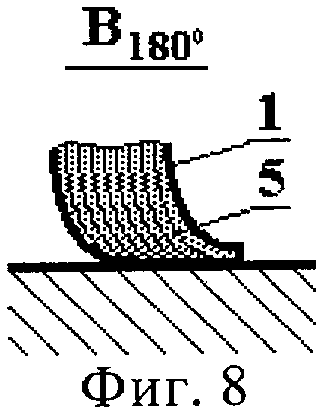
Благодаря волнистой форме внутренней поверхности лепестков алмазно-абразивного круга жесткость его выше, чем у традиционных лепестковых кругов, тем основное силовое воздействие на обрабатываемую поверхность можно осуществлять больше и интенсивнее вести обработку благодаря прогибам периферийных частей лепестков (см. фиг.7-8). Прогибы влево (см. фиг.7) и вправо (см. фиг.8) провоцируются установкой круга под углом к плоскости, перпендикулярной оси вращения.
Таким образом, локальный бегущий контакт, использованный в предлагаемом способе, способствует более интенсивной обработке и снижению теплонапряженности процесса.
В связи со сказанным в процессе полирования удается снимать большие припуски (например, до 0,3 мм) при применении крупнозернистых абразивных шкурок (зернистостью 16-80) и высоких скоростях резания (65-70 м/с). Этот процесс фактически является разновидностью шлифования и эффективен для подготовки поверхностей к чистовому полированию и перед металлопокрытием.
Чистовое полирование предлагаемым способом, реализуемым лепестковым кругом с локальным контактом, предназначено для снижения параметра шероховатости поверхности (до Ra=0,1...0,8 мкм). Наибольший эффект применения осциллирующего полирования достигается при декоративной отделке и чистовой обработке фасонных поверхностей, например полирование цилиндрических и конических поверхностей, обработка пресс-форм, штампов и др., полирование криволинейных поверхностей автомобильных кузовов, холодильников и др. под окраску.
Полирование предлагаемым способом выполняется в основном по одной схеме резания, которая основана на применении высоких скоростей резания (35...40 м/с), приближающихся к высокоскоростному шлифованию.
Наиболее применимы для предлагаемого способа инструменты из лепестков из шкурки из электрокорунда и карбида кремния на тканиевой и бумажной основе зернистостью 8-М40, а также алмазные и эльборовые шкурки зернистостью 12-М3 на эластичной связке, при этом последние отличаются большой стойкостью.
Для инструмента из водостойких алмазно-абразивных шкурок при обработке деталей из стали и чугуна в качестве охлаждающей жидкости применяют эмульсию; из неводостойких шкурок - минеральные масла.
Предлагаемое техническое решение позволяет повысить эффективность использования полировального инструмента, имеющего возможность восстанавливать наружный диаметр и позволяющего вести обработку с использованием всей периферийной рабочей части инструмента с сохранением преимуществ процесса прерывистого шлифования.
Пример. На модернизированном станке мод. 16К20Т1 полировали заготовку в виде вала диаметром 20 мм из стали 45 в нормализованном состоянии. Модернизация заключалась в установлении на поперечный суппорт устройства с инструментом наружным диаметром 250 мм и индивидуальным приводом.
Лепестки изготовляли из водостойкой двусторонней тканевой эльборной (эльборовый шлифпорошок ЛО 50/40, ОСТ 2 МТ79-2-88) шлифовальной шкурки зернистостью 50/40, изготовленной по ТУ 2-036-0224450-014-89 электростатическим способом в виде шлифовальной бобины шириной 100 мм и длиной до 100 пог. м., связка - смола СФЖ-3039, основа ткань - шифон. Ленту резали на полосы в размер 100×805 мм и склеивали внахлест в обечайки, предварительно разделав меньшие торцы с удалением шлифматериала с обоих концов ленты на участке под шов шириной 10 мм. Лепестковый круг составлен из 15 лепестков.
Индивидуальный электропривод вращает лепестковый круг с окружной скоростью 32,5 м/с (2500 мин-1). Линейная скорость вращения заготовки 0,05 м/с (50 мин-1). В зону обработки подавали СОЖ в виде 5% раствора эмульсии. Угол наклона лепесткового круга составлял α=1°12I.
Заданная шероховатость Ra 0,32 мкм. Способ и реализующий его инструмент позволили повысить производительность процесса в 2,1 раза и сократить расход абразива на 32%.
Способ расширяет технологические возможности обработки благодаря более жесткой конструкции инструмента и установке алмазно-абразивных лепестков под углом к оси вращения, что позволяет увеличить режимы резания, а это повышает в 2...2,5 раза производительность обработки, улучшает качество и шероховатость обрабатываемой поверхности.
Предлагаемый способ позволяет восстанавливать наружный диаметр инструмента и вести обработку с использованием всей периферийной рабочей части его с сохранением преимуществ процесса прерывистого шлифования. Способ прост в применении, а инструмент не сложен по конструкции и надежен в эксплуатации, при этом расход абразивного инструмента снижается на 30...35%.
Источники информации
1. А.с. 689823 ССС, МКИ В 24 D 5/00. Сборный абразивный инструмент. 1977.
2. А.с. 1692824 СССР, МКИ В 24 D 13/00. Сборный абразивный инструмент. А.В.Чемерский и В.Н.Чешев. №4700372/08, заявл. 18.04.89, опубл. 23.11.91. Бюл. №43 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СПОСОБ ПОЛИРОВАНИЯ АБРАЗИВНО-АЛМАЗНЫМИ ЛЕПЕСТКОВЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2247642C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239542C1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ | 2003 |
|
RU2239541C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2245777C1 |





Изобретение относится к области машиностроения и может быть использовано при шлифовании и полировании поверхностей деталей. Способ включает сообщение вращательного движения заготовке и вращательного движения и движения подачи вдоль обрабатываемой поверхности инструменту в виде лепесткового круга с локальным контактом. Используют лепестковый круг, установленный с помощью расположенных с торцов косых шайб под острым углом к плоскости, перпендикулярной оси его вращения. Лепестковый круг состоит из зажатого с помощью двух фланцев с образованием радиальных волн пакета лепестков, которые выполнены с волнистой внутренней поверхностью. Лепестки изготовлены путем склеивания в торец полос двусторонней алмазно-абразивной шлифовальной шкурки с образованием обечаек и разворачивания внутрь одного из торцов каждой обечайки с образованием радиальных волн. Полосы берут шириной менее радиуса, но более половины радиуса лепесткового круга и длиной, равной длине его окружности. По мере износа лепестков выполняют их выдвижение в радиальном направлении при помощи фланцев для восстановления наружного диаметра лепесткового круга. В результате расширяются технологические возможности и снижается расход абразивного материала. 10 ил.
Способ алмазно-абразивной обработки, включающий сообщение вращательного движения заготовке и вращательного движения и движения подачи вдоль обрабатываемой поверхности инструменту в виде лепесткового круга с локальным контактом, отличающийся тем, что используют лепестковый круг, установленный с помощью расположенных с торцов косых шайб под острым углом к плоскости, перпендикулярной оси его вращения, и состоящий из зажатого с помощью двух фланцев с образованием радиальных волн пакета лепестков, которые выполнены с волнистой внутренней поверхностью и получены путем склеивания в торец полос двусторонней алмазно-абразивной шлифовальной шкурки шириной менее радиуса, но более половины радиуса лепесткового круга, и длиной, равной длине его окружности, с образованием обечаек и разворачивания внутрь одного из торцов каждой обечайки с образованием радиальных волн, при этом по мере износа лепестков выполняют их выдвижение в радиальном направлении при помощи фланцев для восстановления наружного диаметра лепесткового круга.
| Сборный абразивный инструмент | 1989 |
|
SU1692824A1 |
| Способ изготовления абразивного блока лепесткового круга | 1991 |
|
SU1815200A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1991 |
|
RU2049658C1 |
| Способ изготовления лепесткового полировального круга | 1977 |
|
SU645832A1 |
| US 3410034 A1, 12.11.1968. | |||

