Язобрегение относится к измери- тепьной технике и может быть исполь- гюпако ц:1я бесконтактного измерения дипметра и конусности внешних кони- чрсл;их п(1перхностей деталей.
Ц(-ль изобретения - гювьпление ин- (.прмлтинностн при измерении путем обеспечения измерения также и конусности ,
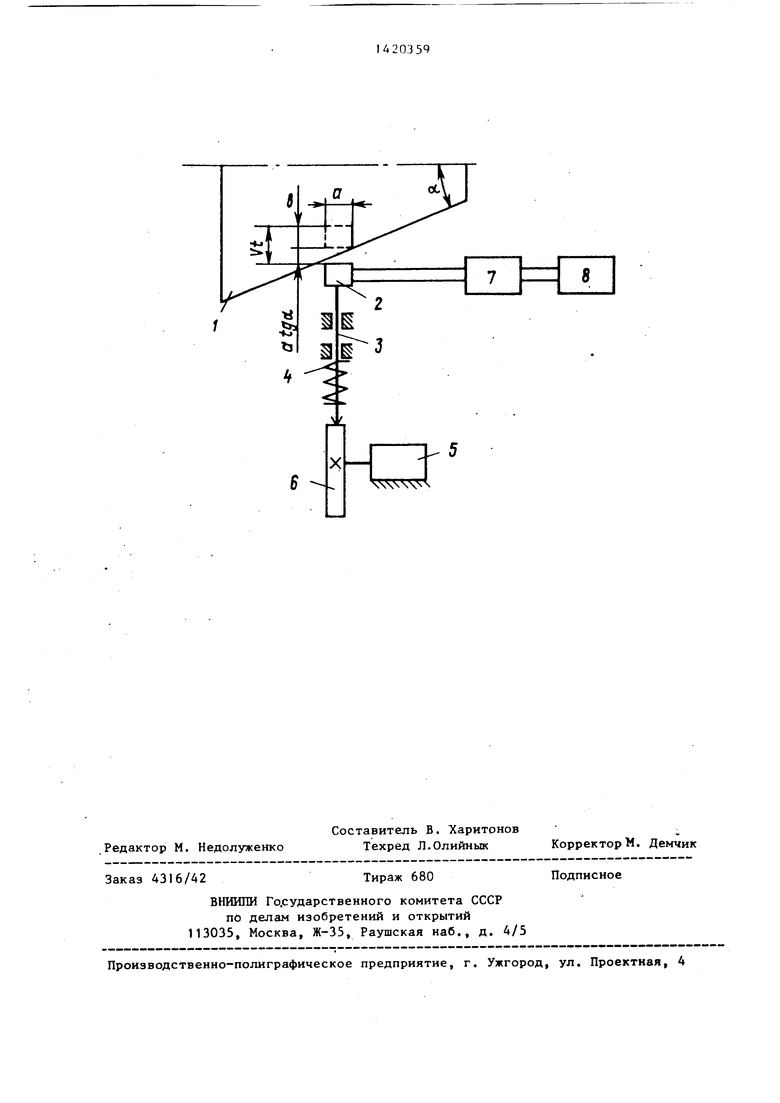
Ма чертеже показана схема устройства длл осуществления измерения диаметра и конусности детали.
Схема устройства йля осуществления способа содержит контролируемую деталь 1, освещаемую с одной стороны параллельньп-1 световым потоком, фото- приемник 2 с фоточу зствительным слоем прямоугольной формы с размера- MI ;i и Ь, laKpenjieHHbu ii на подпружиненном штоке 3, злкрсп.ченный нч налу привода 5 кулачок 5, лрофилиро занный но спирали Ap cisMc:::- и контактирующий со штоком 3, дифференциругощи фотоусилитель 7 и отсчетно-регистрирующий блок
8.
Способ осуществляют следующим образом ,
Освещают деталь с одной стороны паралл /льным световым потоком прямо- угг.-льной формы, направленньп пернен- д 1кулярно к оси измеряемой детали 1 , и измеряют освещенность с противоположной стороны детали, по которой судят о диаметре. осуществляют относительное перемещение светового потока и фотонриемника 2 с постоянной скоростью в направлении, перпендикулярном оси детали 1, например, путем перемещения фотоприемника 2 за счет вращения кулачка 6. При этом сигнал с выхода фотоусилителя 7 изменяется пропорционально площади засветки фотослои на (|ютонриемнике 2 до момента полного перекрытия светового потока деталью . Отсчетно-регисгрирую- ций, 8 фиксирует нремя изменения
сигнала, по которому определяют половину угла об конуса контролируемой детали 1 с помощью формулы
tgoC
Vt - Ъ а
0
5
0
5
0
5
где а и b - размеры фоточувствительного слоя,
t - время изменения сигнала с выхода фотоусилителя,
V - скорость перемещения фотоприемника .
Формула изобретения
Фотометрический способ измерения диаметра детали, заключающийся в том, что освещают деталь с одной стороны параллельным световым потоком прямоугольной формы и измеряют освещен- ) ность с противоположной стороны детали, по которой судят о величине диаметра, отличающийся тем, что, с целью повыщения информативности при измерении- путем обеспечения измерения также и конусности, световой поток перемещают с постоянной скоростью в направлении, перпендикулярном к оси детали, и измеряют время изменения освещенности до полного перекрытия световсьго потока деталью, а величину конусности определяют по формуле
V. t - Ъ
tgoi.
а
0
5
где oL а и Ъ
t V половина угла конусаi размеры прямоугольно сформированного светового потока соответственно параллельно и перпендикулярно к оси контролируемой детали; время изменения освещенности с противоположной стороны детали до полного перекрытия светового потока деталью; скорость, перемещения светового потока.
i
i
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ И ПОПЕРЕЧНОГО РАЗМЕРА ДЕТАЛИ | 1990 |
|
RU2047090C1 |
| Фотометрический способ измерения размеров | 1986 |
|
SU1379624A1 |
| Измерительное устройство | 1990 |
|
SU1730534A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| Устройство для контроля диаметров изделий | 1981 |
|
SU1002831A1 |
| Устройство для контроля диаметров изделий | 1981 |
|
SU1010462A1 |
| Прибор для контроля параметров фаски отверстий деталей | 1980 |
|
SU937980A1 |
| Фотометрический способ измерения линейных размеров | 1987 |
|
SU1442826A1 |
| Способ измерения среднего квадратического отклонения высот неровностей анизотропной поверхности изделия и устройство для его осуществления | 1989 |
|
SU1700359A1 |
| Устройство для контроля диаметров изделий | 1990 |
|
SU1744447A2 |
Изобретение относится к измерительной технике и может быть исполь- зовано для бесконтактного измерения диаметра и конусности внешних конических поверхностей деталей. Целью изобретения является повышение информативности при измерении путем обеспечения измерения также и конусности за счет сканирования конической по- (Верхности прямоугольно сформированным /световым потоком.При, осуществлении способа освещают деталь с одной стороны .параллельным световым потоком прямоугольной формы в направлении, перпендикулярном оси измеряемой детали, и измеряют освещенность с противоположной стороны детали, по которой судят о диаметре. Затем сканируют световым потоком в направлении, перпендикулярном оси детали, и измеряют время изменения освещенности с противоположной стороны детали за счет диафрагмирования светового потока ее конической поверхностью. Половину угла конуса контролируемой детали определяют по формуле tg об (Vt - Ъ)/2 /а , где оЬ - половина угла конуса, V - скорость сканирования, t - время изменения освещенности, а и Ъ - размеры прямоугольно сформированного светового потока соответственно параллельно оси контролируемой детали и перпендикулярно к ней. 1 ил. S (Л
.Редактор M. Недолуженко
Составитель В. Харитонов Техред Л.Олийнык
Заказ 4316/42
ВНИИПИ Го.сударственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
NXNNNXN
КорректорМ. Демчик
Тираж 680
Подписное
