ю
CAD
00
I Изобретение относится к способам изготовления теплоизоляционных футе- PCBDK химического оборудования и может быть использовано в нефтеперера- i батывающей и других отраслях промьш- ленности.
i Цель изобретения - повышение сро- к службы и снижение теплопотерь.
I Согласно предлагаемому способу Q между теплоизоляционным и огнеупор- ньм слоями перед скреплением их шпиль- кс й помещают теплоизоляционный слой из волокнистого огнеупорного материала , полиэтиленовую пленку и армирую- 15 шцй элемент из металлической сетки, ncicne чего футеровку подвергают сушке и обжигу в процессе эксплуатации при 8СЮ-1300 С.
Приме р.Вначале наносят слой 20 теплоизоляционного материала (бетон вышеуказанного состава) с помощью Показатели -цемент-пушки. Затем на теплоизоля- цкюнный слой бетона наносят слой из волокнистого огнеупорного материала 25 (1 ;аолиновая вата, рулонированный волокнистый материал или муллитокремне- з« мистый материал, например, марки Mi;PB-l30 или МКРВ-200) , который об- лгдает хорошими теплоизолирующими 30 снойствами (коэффициент теплопроводности 0,08-0, 1 1 ккал/м.град.ч),
I Далее слой из волокнистого огне- уг| орного материала покрывают полиэти- льновой пленкой. После вьшолнения 35 эфой операции устанавливают армирую- щ1 элемент, представляюдай собой ме- т ллическую сетку, и затем методом торкретирования наносят основной огнеПри сушке и обжиге в период пуска агрегата полиэтиленовая пленка выгорает, при этом частично уменьшается сжатие волокон, в результате чего слой из волокнистого огнеупорного ма териала плотно прилегает к огнеупорному слою.
Армирующий элемент из металлической сетки вьтолняет роль элемента, усиливающего сцепление между волокнистым материалом и огнеупорным слое
Теплопотери в окружающую среду пр изготовлении предлагаемой футеровки значительно снижается. Толщина футеровки составляет при этом 200-250 мм
В таблице приведены сравнительные характеристики футеровки, изготовля- .емой по предлагаемому и известному способам.
футеровка изготовленная по. способу
предлагаемому
извест ному
Срок службы, год
Теплолотери, % от общего теплового потока
Коэффициент теплопроводности , ккал/м ч.град
Толщина футеровки, мм
0,23-0,25 0,35
200-250
200-250
Как видно из данных таблицы, изго
УЙорный-СЛОЙ из глиноземистого цемен-40 товленной по предлагаемому способу.
Показатели
При сушке и обжиге в период пуска агрегата полиэтиленовая пленка выгорает, при этом частично уменьшается сжатие волокон, в результате чего слой из волокнистого огнеупорного материала плотно прилегает к огнеупорному слою.
Армирующий элемент из металлической сетки вьтолняет роль элемента, усиливающего сцепление между волокнистым материалом и огнеупорным слоем
Теплопотери в окружающую среду при изготовлении предлагаемой футеровки значительно снижается. Толщина футеровки составляет при этом 200-250 мм.
В таблице приведены сравнительные характеристики футеровки, изготовля- .емой по предлагаемому и известному способам.
футеровка изготовленная по. способу
предлагаемому
известному
0,23-0,25 0,35
200-250
200-250
Как видно из данных таблицы, изго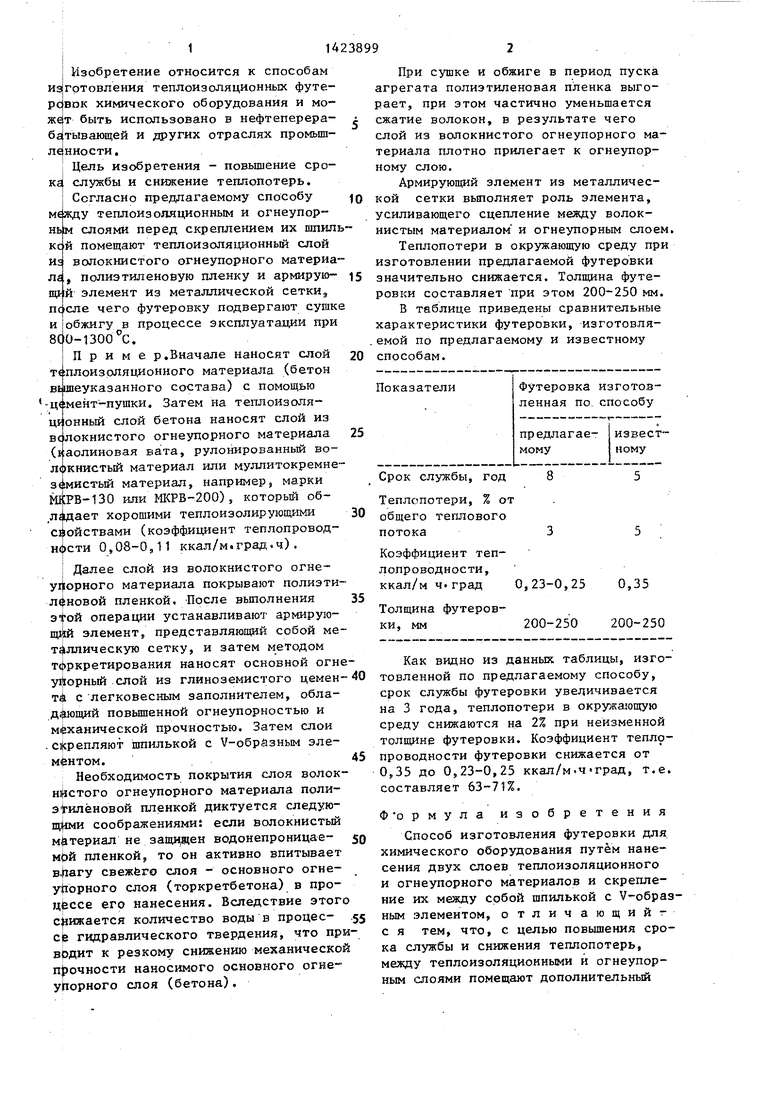
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления огнеупорного тигля индукционной печи | 1975 |
|
SU621952A1 |
| ВАННА ДЛЯ ХРАНЕНИЯ И РАФИНИРОВАНИЯ РАСПЛАВА АЛЮМИНИЯ | 1990 |
|
RU2074907C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ ДЛЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ | 2012 |
|
RU2487102C1 |
| ТЕПЛОВАЯ ИЗОЛЯЦИЯ ПОДОВЫХ ТРУБ | 2007 |
|
RU2345302C1 |
| КОМПОЗИЦИЯ ДЛЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ ОБЪЕМНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2473515C1 |
| ФУТЕРОВКА ТЕПЛОВОГО АГРЕГАТА | 2004 |
|
RU2256860C1 |
| КОНСТРУКЦИЯ ТЕПЛОИЗОЛЯЦИИ МЕТАЛЛИЧЕСКИХ ТРУБ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2269715C1 |
| ФУТЕРОВКА ШАХТНОЙ ПЕЧИ | 1997 |
|
RU2112185C1 |
| Футеровка печи | 1984 |
|
SU1314217A1 |
| Футеровка вращающейся печи | 1978 |
|
SU771445A1 |
Изобретение относится к способам изготовления теплоизоляционньк футеровок химического оборудования и может быть использовано в нефтеперерабатывающей и других отраслях промьш- ленности. Цель - повышение срока службы и снижение теплопотерь. Способ изготовления футеровки предусматривает между теплоизоляционным и огнеупорным слоями перед скреплекием их шпилькой помещение теплоизоляционного слоя из волокнистого огнеупорного материала, полиэтиленовой пленки и армирующего элемента из металлический сетки, после чего футеровку подвергают сушке и обжигу в процессе эксплуатации при температуре 800- 1300°С. Теплопотери через данную футеровку снижают на 2%, срок службы увеличивается на 3 года. 1 табл. а О)
тЛ с легковесным заполнителем, обла- дфющий повышенной огнеупорностью и м(ханической прочностью. Затем слои . с)|срепляют шпилькой с V-обрйзным эле- .45
Необходимость покрытия слоя волокнистого огнеупорного материала полиэтиленовой пленкой диктуется спедую- соображениями: если волокнистый М1 1териап не защ11щен водонепроницае- 50 мЬй пленкой, то он активно впитывает B.|iary свежего слоя - основного огне- ytiopHoro слоя (торкретбетона) в про- его нанесения. Вследствие этого снижается количество воды в процес- 55 с|е гидравлического твердения, что при- врдит к резкому снижению механической прочности наносимого основного огнеупорного слоя (бетона),
срок службы футеровки увеличивается на 3 года, теплопотери в окружающую среду снижаются на 2% при неизменной толщине футеровки. Коэффициент теплопроводности футеровки снижается от Ор35 до 0,23-0,25 ккал/м.ч«град, т.е. составляет 63-71%.
Ф ормула изобретения
Способ изготовления футеровки для. химического оборудования путём нанесения двух слоев теплоизоляционного и огнеупорного материалов и скрепление их между собой шпилькой с У образ ным элементом, отличающий- с я тем, что, с целью повышения срока службы и снижения теплопотерь, между теплоизоляционными и огнеупорным слоями помещают дополнительный
3 1423899
теплоизоляционный слой из волокнисто- металлической сетки, после сборки го огнеупорного материала, полиэтиле- футеровку подвергают сушке и обжигу новую пленку и армирующий элемент из при 800-1300°С.
| Патент Англии № 1596702, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Вакк Э.Г., Семенов В.П | |||
| Конверсия углеводородных газов | |||
| М.: Химия, 1978, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
