гч
4, за время перемещения детали соответствует искомой разности между минимальным и максимальным размерами детали. Формирователь 2 формирует
на своем выходе сигнал при выходе контролируемого параметра за заданный допуск. Узел 3 выводит результаты на индикацию. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля разности между максимальным и минимальным значениями линейного размера детали | 1974 |
|
SU519596A1 |
| Адаптивная система для активного контроля размеров деталей | 1981 |
|
SU998091A1 |
| Устройство для автоматизированного контроля радиостанций | 1990 |
|
SU1714814A2 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАПРЯЖЕНИЯ | 1991 |
|
RU2026559C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗНОСТИ МЕЖДУ МАКСИМАЛЬНЫМ И МИНИМАЛЬНЫМ ЗНАЧЕНИЯМИ ЛИНЕЙНОГО РАЗМЕРА ДЕТАЛИ | 1971 |
|
SU426131A1 |
| СПОСОБ КОНТРОЛЯ КОНТАКТИРОВАНИЯ КМОП-БИС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009518C1 |
| Устройство для защиты сборных шин электростанции и подстанции | 1981 |
|
SU945937A1 |
| Автоматизированный стенд контроля круговых потенциометров | 2019 |
|
RU2725887C1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2579343C1 |
| Цифровое устройство управления весовым дозированием | 1983 |
|
SU1177680A1 |
Изобретение относится к измерительной технике и может быть использовано для контроля линейных размеров деталей, в частности для контроля отклонений от правильной геометрической формы валов, имеющих прерывистую поверхность. Целью изобретения является расширение функциональных возможностей устройства. После установки контролируемой детали на измерительную позицию включают реле времени. С определенной задержкой через контакт 8 реле к суммирующему узлу 4 через логический элемент ИЛИ 7 подключаются либо аналого-цифровой преобразователь 5, либо преобразователь 6 узла 1 определения минимального и максимального размеров детали. Если преобразователь размера детали, .подключенный к узлу 1, попадает в разрыв на поверхности контролируемой детали, ,то на выходе компаратора 11 будет присутствовать сигнал логического нуля. Сигнал с выхода ждущего мультивибратора 9, вырабатываемый на предыдущей стадии измерения, по длительности гораздо меньше, чем время прохождения преобразователя размера над разрывом поверхности. В связи с этим на выходе логического элемента И 10 . будет иметь место нулевой сигнал, рри этом обеспечивается блокировка записи ложной информации в суммирующий узел 4. Число, записанное в узле сл 4 1чЭ СЛ 4 1ЧЭ 00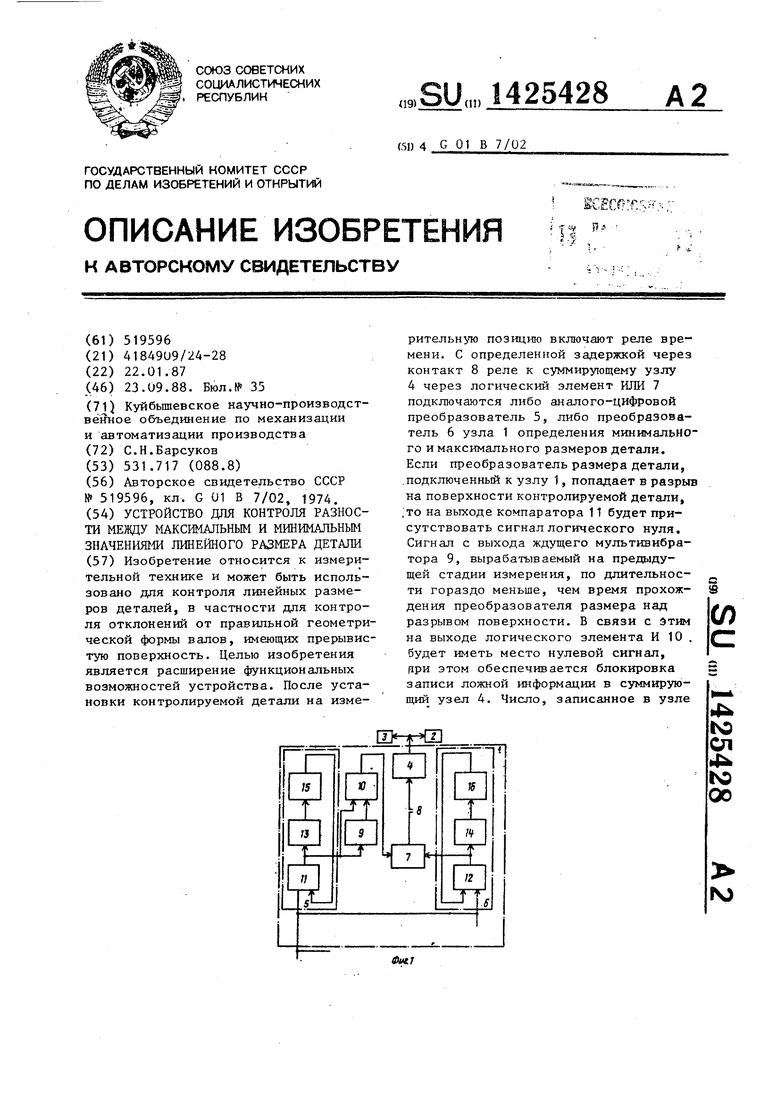
1
Изобретение относится к измерительной технике и может быть использовано для контроля линейных размеров деталей, в частности для контроля отклонений от правильной геометрической формы валов, имеющих прерывистую поверхность, и является усовершенствованием изобретения по авт.св. № 519596.
Цель изобретения - расширение I функциональных возможностей устрой- 1 ства за счет обеспечения измерений I деталей с прерывистой поверхностью.
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - диаграмма, I поясняющая его работу. I Устройство (фиг. 1) содержит узел I 1 определения минимального и максимального размеров детали и разности ; между ними, формирователь 2 сигнала i о выходе контролируемой разности :значений размера детали за пределы допуска, узел 3 вывода результатов (реле времени с органом его включения, например кнопкой не показаны). Узел 1 содержит С5гм1 1ирующий узел 4, два накопительных аналого-цифровых преобразователя 5 и 6, двухвходо- вый логический элемент ИЛИ 7, исполнительный орган 8 реле времени, например замыкающий контакт, ждущий мультивибратор 9, логический элемент И 10. Входы преобразователей 5 и 6 объединены и образуют объединенный вход узла 1. Один из аналого-цифровых преобразователей, например-преобразователь 5, служит для преобразования отрицательного сигнала, другой, например, преобразователь 6 - для преобразования положительного сигнала. Вход узла 1 служит для подключения к нему выхода преобразователя размера детали и входа, соединенного с последним, узла автоматической установки на нуль выходного сигнала Этого преобразователя (не показаны).
Аналого-цифровые преобразователи 5 и 6 содержат соответственно компараторы 1 1 и 12, счетчики 13 и 14 и цифро- аналоговые преобразователи 15 и 16. 5 Вход ждущего мультивибратора 9 соединен с выходом компаратора 11, выход - с одним из входов логического элемента И 10. Другой вход логического элемента И 10 соединен с выходом
0 компаратора 11, а выход - с- одним из входов логического элемента ИЛИ 7.
Устройство работает следующим образом.
Устанавливают на измерительную .
5 позицию контролируемую деталь. При этом выходной сигнал преобразователя размера детали приводится к нулю с помощью узла автоматической установки на нуль (не показаны). Включают
0 реле времени, например, с помощью кнопки. При этом через контакт 8 с определенной задержкой к суммирующему узлу 4 через логический элемент ИЛИ 7 подключаются либо преобразователь 5, либо преобразователь 6. Перемещают контролируемую деталь. Импульсы, генерируемые компараторами 11 или 12, участвующими в преобразовании входного сшиала, поданного на
0 вход узла 1, поступают через элемент ИЛИ 7 в суммирующий узел 4. При этом импульсы с компаратора 11 аналого- цифрового преобразователя 5 для отрицательного сигнала проходят через
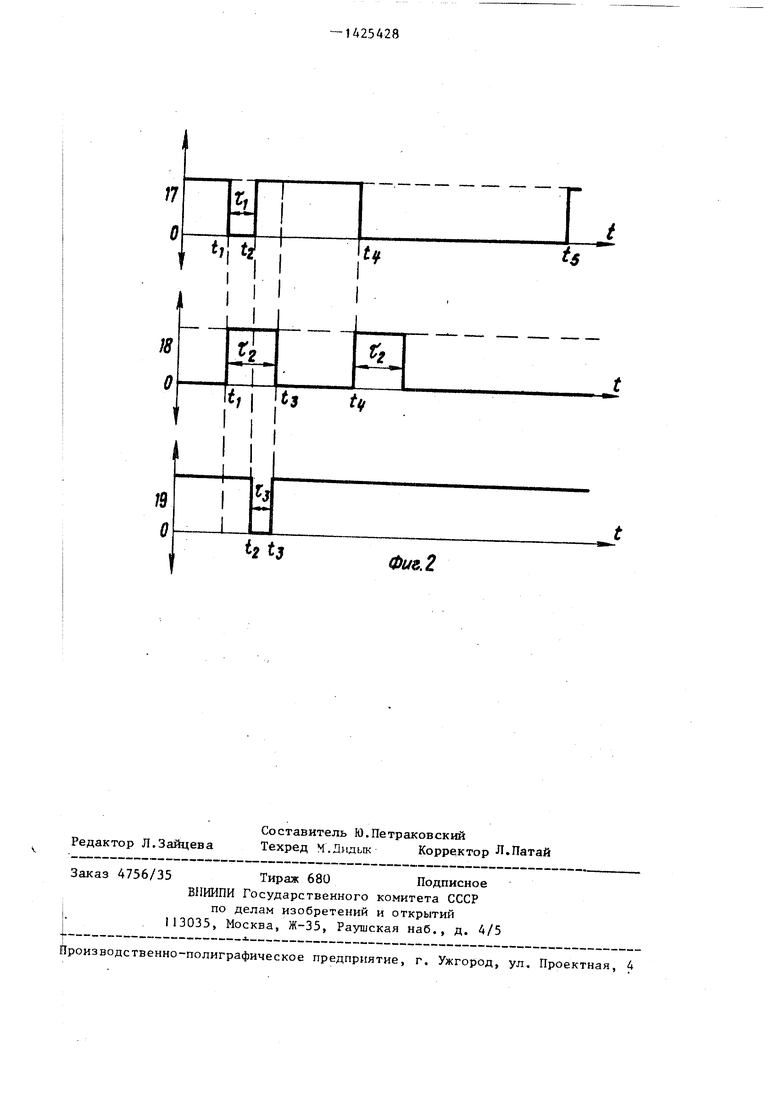
5 ждущий мультивибратор 9 и логический элемент И 10, которые обеспечивают некоторую задержку передачи импульса на вход логического элемента ИЛИ 7. На фиг. 2 обозначены: сигнал 17
0 на выходе компаратора 11; сигнал 18 на выходе ждущего мультивибратора 9; сигнал 19 на выходе логического элемента И 10.
При равенстве входного сигнала,
5 поступающего с преобразователя размера и уравновешивающего напряжения
с выхода цифроаналогового преобразователя 15 на входе компаратора 11, на выходе последнего уста 1авливается уровень логической 1. В момент времени t (фиг. 2) входной сигнал на-входе преобразователя 5 становится меньше напряжения с цифроаналого- вого преобразователя 15, и следовательно, на выходе компаратора 11 устанавливается низкий уровень (логический О), По отрицательному фронту работает счетчик 13 и запускается ждущий мультивибратор 9, генерирующий положительный импульс длитель ностью t.
Через время Tii , равное задержке переключения счетчика 13, на выходе компаратора 11 устанавливается уровень логической 1. Длительность Ti импульса, генерируемого ждущим мультивибратором 9, устанавливается немного больше длительности Т,. В результате с момента времени от tj
до tj на обоих входах элемента И 10 присутствует уровень логической 1, а на выходе ус.танавливается уровень логического О. Полученный импульс длительностыоТ поступает
25
Устройство для контроля разност между максимальным и минимальным Зн чениями линейного размера детали п авт.св. № 519596, о т лич аю - щ е е с я тем, что, с целью расш
через элемент ИЛИ 7 на вход суммирую- зо Р функциональных возможностей щего узла 4.устройства за счет обеспечения изЕсли в момент времени t преобразователь размера попадает в разрыв на поверхности контролируемой детали, то установившееся состояние логичес- .
35
мерений деталей с прерывистой повер ностью, оно снабжено ждущим мультивибратором, подключенным к нему логическим элементом И, вход мульти вибратора соединен с выходом компаратора аналого-цифрового преобразователя для отрицательного сигнала и вторым входом элемента И, а выход элемента И соединен с одним из входов логического элемента ИЛИ.
кого О на выходе компаратора 11 будет удерживаться до конца места разрьюа, так как напряжения на выходе цифроаналогового преобразователя 15, изменившегося всего на одну ступень квантования, не будет доста
4
выравнивания большого скачна входе ждущего мульти9.
0
5
0
5
Импульс, сформированный мультивибратором 9, имеет намного меньшую длительность, чем время (с момента t до момента tj ) прохождения преобразователем размера над разрывом на поверхности, поэтому им пульс на выходе элемента И 10 отсутствует. Следовательно, обеспечивйет- ся блокировка записи ложной информации в этом случае.
Число, образованное в узле 4 за время перемещения контролируемой детали на заданное расстояние, соответствует искомой разности мезкду максимальным и минимальным значениями размера детали.
Формула изобретения
Устройство для контроля разности между максимальным и минимальным Значениями линейного размера детали по авт.св. № 519596, о т лич аю - щ е е с я тем, что, с целью расши
мерений деталей с прерывистой поверхностью, оно снабжено ждущим мультивибратором, подключенным к нему логическим элементом И, вход мультивибратора соединен с выходом компаратора аналого-цифрового преобразователя для отрицательного сигнала и вторым входом элемента И, а выход элемента И соединен с одним из входов логического элемента ИЛИ.
2tj
Фие,2
| Устройство для контроля разности между максимальным и минимальным значениями линейного размера детали | 1974 |
|
SU519596A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
