1
Изобретение относится к области контроля размеров деталей в машиностроении, в частности к устройствам для контроля разности между максимальным и минимальным значениями линейного размера детали.
Известны устройства для контроля разности между максимальным и минимальным значениями линейного размера детали при ее перемещении на заданное расстояние, содержащее преобразователь размера детали в аналоговый электрический сигнал, соединенный с ним узел для определения минимального и максимального значений размера детали и разности между ними, установленные на выходе этого узла формирователь сигнала о выходе контролируемой разности значений за пределы допуска и узел вывода результата.
Однако в этих устройствах узел для определения минимального и максимального значений размера деталей и разности, между ними вьшолнен в виде аналогового электрического блока, что не позволяет обеспечить достаточно высокую точность контроля.
Предлагаемое устройство отличается от известных тем, что оно снабжено узлом автоматической установки па пуль выходного сигнала преобразователя размера детали при подготовке к измерению, а узел для определения минимального и максимального значений размера детали и разности между ними вынолпен в виде пифрового сумматора и установленных на его входах двух накопительных аналого-цифровых преобразователей, соединенных с выходом преобразователя размера детали, один из которых служит для преобразовапия отрицательного сигнала, другой - положительного сигнала, а щаг временного квантования в аналого-цифровых преобразователях больше или равен длительности перемещения детали на
заданное расстояние.
Это позволяет повысить точность контроля благодаря использованию аналого-цифровой техники для определения минимального и максимального значений размера детали и цифровой техники для определения контролируемой разности. Кроме того, применение цифровой техники в предлагаемом устройстве расщиряет возможности храпения и выдачи результатов контроля.
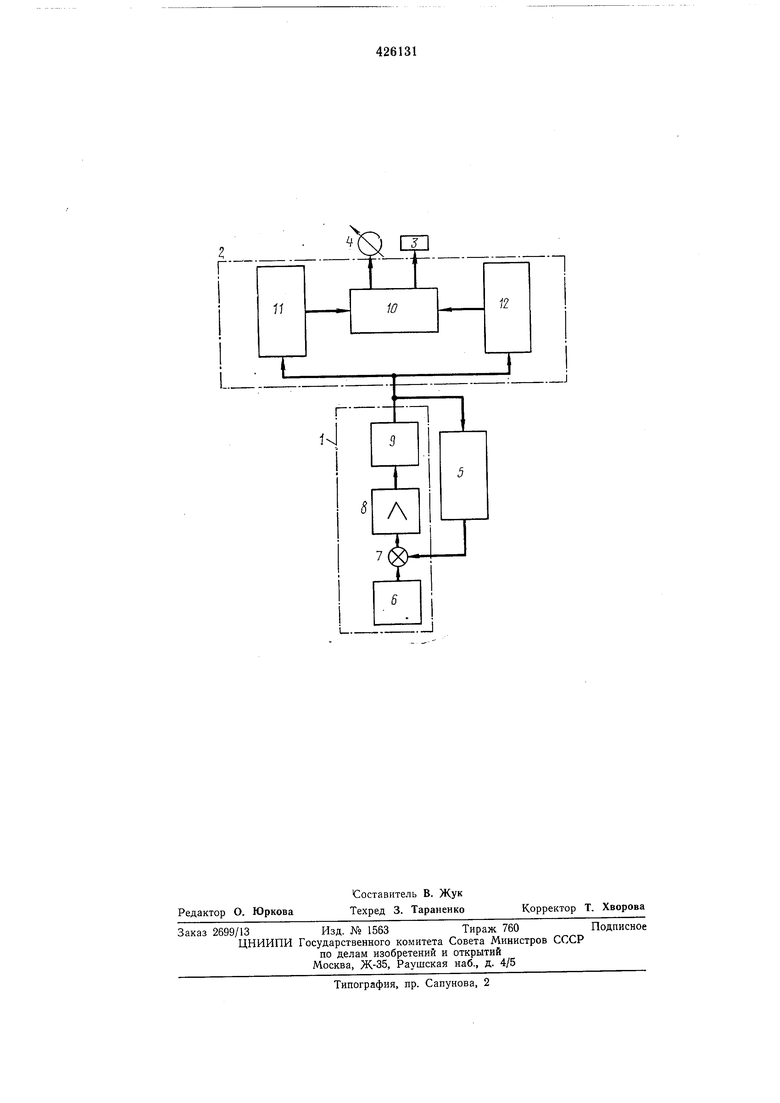
Па чертеже изображена блок-схема предлагаемого устройства.
Устройство содержит преобразователь 1 размера детали в аналоговый электрический сигнал, узел 2 для определения минимального
и максимального значений размера детали и разности между ними, формирователь 3 сигнала о выходе контролируемой разности значений за пределы допуска, узел 4 вывода результата, например показывающий прибор, и
узел 5 автоматической установки на пуль выходного сигнала преобразователя 1 при подготовке к измерению.
Выход преобразователя 1 соединен со входом узла 2, выходы которого соединены с формирователем 3 и узлом 4: Вход узла 5 соединен, например, с выходом преобразователя 1, а выход узла 5 соединен с управляющим входом преобразователя 1. Преобразователь I вынолнен, например, в виде датчика 6, элемента 7 сравнения, усилителя 8 и выпрямительного элемента 9.
Узел 2 выполнен в виде цифрового сумматора 10 и установленных на его входах двух накопительных аналого-цифровых преобразователей 11 и 12, соединенных с выходом нреобразователя 1. Один из этих аналого-цифровых преобразователей служит для преобразования отрицательного сигнала в цифровой код, а другой - для преобразования положительного сигнала в цифровой код. Шаг временного квантования в аналого-цифровых преобразователях 11 и 12 больше или равен длительности неремещения детали на заданное линейное или угловое расстояние. Заданным расстоянием при угловом перемеш,ении (вращении) детали может быть, например, один оборот детали. Накопительные аналого-цифровые преобразователи напряжения или тока, как известно, содержат генератор импульсов, счетчик импульсов, цифро-аналоговый преобразователь обратной связи, комнаратор и узел временного квантования (на чертеже не показаны).
Генератор импульсов и компаратор могут быть выполнены в виде одного элемента. В накопительных аналого-цифровых преобразователях 11 и 12 накопление импульсов указанного генератора в счетчике производится в течение шага временного квантования во всех случаях, когда входной сигнал превышает по абсолютной величиие сигнал обратной связи. Это позволяет исиользовать преобразователи 11 и 12 для определения максимального значения абсолютной величины входного сигнала за шаг временного квантования. Частота импульсов, вырабатываемых генератором в преобразователях 11 и 12, должна быть не менее, чем на порядок выше максимальной ожидаемой частоты изменения размера детали.
На стадии подготовки измерения производится предварительная настройка устройства, например, по образцовой мере, которая устанавливается на измерительную нозицию, где взаимодействует с датчиком 6. При этом узел 5 автоматически устанавливает на нуль выходной сигнал преобразователя 1, после чего может быть начата стадия измерения. На стадии измерения контролируемая деталь устанавливается на измерительной нозиции, где взаимодействует с датчиком 6. При линейном или угловом перемещении детали преобразователь 1 вырабатывает аналоговый электрический сигнал, соответствующий измеряемому размеру детали. Полярность и абсолютное значение параметра (тока или нанряжения) этого сигнала зависят от направления и величины отклонения измеряемого размера от некоторого опорного значения, соответствующего нулевому уровню выходного сигнала преобразователя 1. Преобразователи И и 12 регистрируют в цифровом коде максимальные абсолютные значения тока или напряжения отрицательного и положительного выходного сигнала преобразователя 1. Сумматор 10 вычисляет разность кодов, полученных в преобразователях 11 и 12. Контролируемая разность с выхода сумматора 10 поступает в формирователь 3, который вырабатывает сигнал о выходе этой разности за пределы допуска, и узел 4 вывода результата.
гг
Предмет изобретения
Устройство для контроля разности между максимальным и минимальным значениями линейного размера детали при ее перемещении
на заданное расстояние, содержащее нреобразователь размера детали в аналоговый электрический сигнал, соединенный с ним узел для определения минимального и максимального значений размера детали и -разности между
ними, установленные на выходе этого узла формирователь сигнала о выходе коитролируемой разности значений за пределы допуска и узел вывода результата, отличающееся тем, что, с целью повыщения точности контроля, оно снабжено узлом автоматической установки на нуль выходного сигнала нреобразователя размера детали при подготовке к измерению, а узел для онределения минимального и максимального значений размера детали и
разности между ними выполнен в виде цифрового сумматора и установленных на его входах двух накопительных аналого-цифровых преобразователей, соединенных с выходом преобразователя размера детали, один из которых
для преобразования отрицательного сигнала, другой - положительного сигнала, а шаг временного квантования в аналого-цифровых преобразователях больше или равен длительности перемещепия детали на заданное
расстояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля разности между максимальным и минимальным значениями линейного размера детали | 1974 |
|
SU519595A2 |
| Устройство для контроля разности между максимальным и минимальным значениями линейного размера детали | 1974 |
|
SU519596A1 |
| Устройство для контроля разности между максимальным и минимальным значениями линейного размера детали | 1987 |
|
SU1425428A2 |
| УСТРОЙСТВО МОНИТОРИНГА ВЫСОКОВОЛЬТНЫХ ВВОДОВ И СИГНАЛИЗАЦИИ О СОСТОЯНИИ ИХ ИЗОЛЯЦИИ | 2006 |
|
RU2328009C1 |
| Способ автоматического контроля цифровых систем автоматического управления | 1988 |
|
SU1654782A1 |
| УСТРОЙСТВО для КОНТРОЛЯ и РАЗБРАКОВКИ ДЕТАЛЕЙ | 1972 |
|
SU326447A1 |
| Устройство для автоматизированного контроля радиостанций | 1988 |
|
SU1494235A2 |
| Устройство для контроля аналоговых объектов | 1985 |
|
SU1288702A1 |
| Цифровой фильтр | 1989 |
|
SU1695323A1 |
| Устройство для линеаризации функций | 1979 |
|
SU864307A1 |