4
to
О5
со со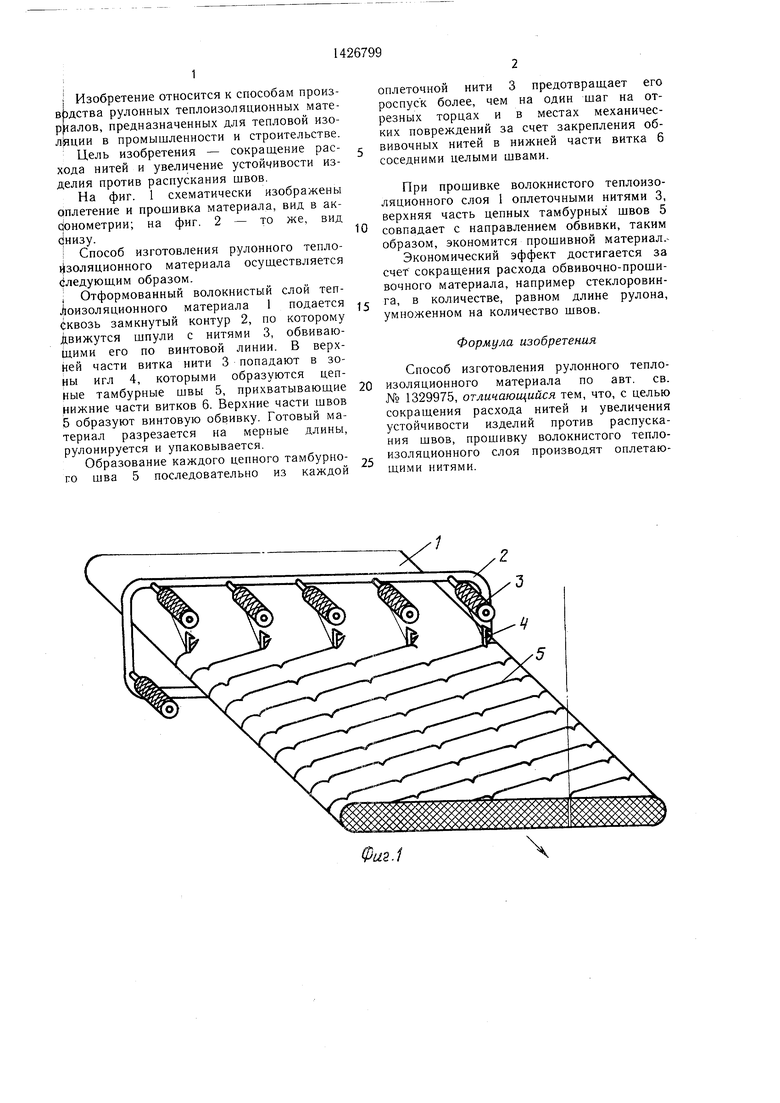
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 1995 |
|
RU2083774C1 |
| Способ изготовления рулонного теплоизоляционного материала | 1985 |
|
SU1329975A1 |
| Рулонный изоляционный материал | 1979 |
|
SU846692A1 |
| Трос | 1975 |
|
SU791817A1 |
| КАТОД-КОМПЕНСАТОР | 2000 |
|
RU2168793C1 |
| ИЗОЛЯЦИОННАЯ ЭКРАНИРУЮЩАЯ ОБОЛОЧКА | 2019 |
|
RU2713640C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО ТЕПЛОИЗОЛЯЦИОННОГО ПРОШИВНОГО МАТА | 2023 |
|
RU2809425C1 |
| ТЕРМОЗВУКОИЗОЛЯЦИОННЫЙ И ФИЛЬТРУЮЩИЙ МАТЕРИАЛ "ТЕРМОЗВУКОИЗОЛ" | 1996 |
|
RU2077368C1 |
| Сельскохозяйственное здание рамного типа | 1984 |
|
SU1260491A1 |
| ЧЕТЫРЕХПОЛОСНАЯ МНОГОСЛОЙНАЯ ТКАНЬ, СОЕДИНЯЕМАЯ ШВОМ | 2006 |
|
RU2391454C2 |
Изобретение относится к способам производства рулонных теплоизоляционных материалов, предназначенных для тепловой изоляции в промышленности и строительстве. С целью сокращения расхода нитей и увеличения устойчивости изделий против распускания швов прошивку волокнистого теплоизоляционного слоя производят оплетающими нитями. Экономический эффект обеспечивается за счет сокращения расхода обвивочно-прошивочного материала в количестве, равном длине рулона, умноженном на количество швов. 2 ил.
го
- Изобретение относится к способам производства рулонных теплоизоляционных мате- рИалов, предназначенных для тепловой изо- л|яции в промышленности и строительстве.
Цель изобретения - сокращение рас- хода нитей и увеличение устойчивости изделия против распускания швов.
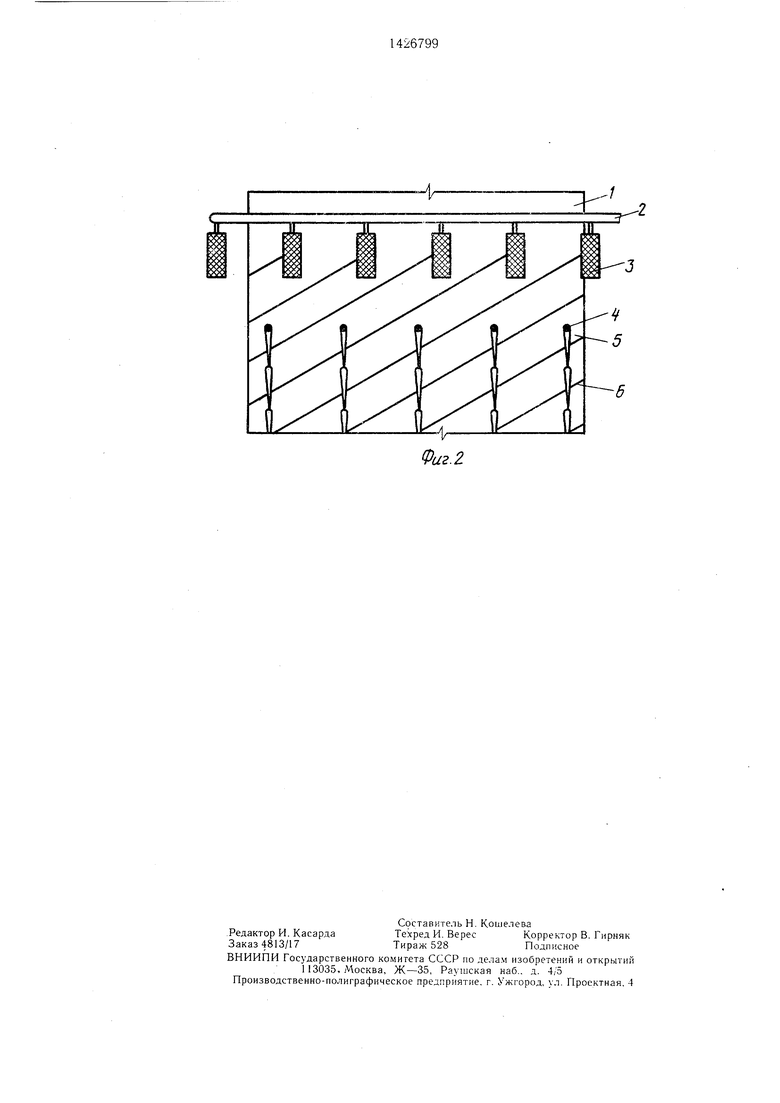
На фиг. 1 схематически изображены оплетение и прошивка материала, вид в ак- с|онометрии; на фиг. 2 - то же, вид с|низу.
Способ изготовления рулонного тепло- Изоляционного материала осуществляется (Следующим образом.
Отформованный волокнистый слой тепоплеточной нити 3 предотвращает его роспуск более, чем на один шаг на отрезных торцах и в местах механических повреждений за счет закрепления об- вивочных нитей в нижней части витка 6 соседними целыми швами.
При прошивке волокнистого теплоизоляционного слоя 1 оплеточными нитями 3, верхняя часть цепных тамбурных швов 5 10 совпадает с направлением обвивки, таким образом, экономится прошивной материал.- Экономический эффект достигается за счет сокращения расхода обвивочно-проши вочного материала, например стеклоровин|оизоляц ионного материала 1 подается 5 количестве, равном длине рулона, ёквозь замкнутый контур 2, по которомуумноженном на количество щвов.
Движутся шпули с нитями 3, обвиваюидими его по винтовой линии. В верх-Формула изобретения
ней части витка нити 3 попадают в зоны игл 4, которыми образуются цеп-Способ изготовления рулонного тепло- ные тамбурные щвы 5, прихватывающие 20 изоляционного материала по авт. св. нижние части витков 6. Верхние части швов № 1329975, отличающийся тем, что, с целью Ь образуют винтовую обвивку. Готовый ма- сокращения расхода нитей и увеличения териал разрезается на мерные длины, устойчивости изделий против распуска- рулонируется и упаковывается. ния швов, прошивку волокнистого тепло- Образование каждого цепного тамбурно- 5 изоляционного слоя производят оплетаю- го шва 5 последовательно из каждой щими нитями.
оплеточной нити 3 предотвращает его роспуск более, чем на один шаг на отрезных торцах и в местах механических повреждений за счет закрепления об- вивочных нитей в нижней части витка 6 соседними целыми швами.
ТИ-/ d.2
Фиг.2
| Поточная линия для производства прошивных теплоизоляционных изделий | 1983 |
|
SU1119996A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ изготовления рулонного теплоизоляционного материала | 1985 |
|
SU1329975A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
