Изобретение относится к области производства строительных материалов, а именно к теплоизоляционным прошивным матам, изготовленных из базальтовых, кремнезёмных или стеклянных волокон и предназначенных для теплоизоляции элементов переходных узлов со сложной конфигурацией трубопроводов горячего и холодного водоснабжения, а также теплообменного оборудования сложной конфигурации.
Известен способ изготовления волокнистого теплоизоляционного прошивного мата в соответствии с межгосударственным стандартом ГОСТ 21880-2011 «Маты из минеральной ваты прошивные теплоизоляционные. Технические условия», где сформированное гибкое волокнистое теплоизоляционное изделие облицовывается тканью (базальтовой, кремнезёмной, стеклотканью), а затем прошивается нитями или ровингами сплошными швами в продольном или поперечном направлениях, при этом расстояние между швами и шаг шва может нормироваться.
Недостатком технического решения является отсутствие возможности качественной изоляции элементов переходных узлов трубопроводов сложной конфигурации; сложность процесса монтажа и отсутствие возможности быстрого доступа к поврежденному узлу трубы; отсутствие возможности многоразового использования теплоизоляционного изделия; отсутствие возможности щадящего восстановительного ремонта без полного демонтажа старой изоляции; трудоёмкостью обработки режущими инструментами (для подгонки к местам трубопроводов усложненной конфигурации: опорам, ответвлениям, запорным устройствам и т.д.).
Известен способ изготовления волокнистого теплоизоляционного прошивного мата (Пат. 2151692 Российская Федерация, МПК В28В 1/52. Способ производства минераловатных изделий /В.Г. Дукмасов, А.Г. Новиков, В.В. Панов В.В.; заявитель и патентообладатель Южно-Уральский государственный университет. - № 99104983/03; заявл. 15.03.1999; опубл. 27.06.2000), где в процессе формирования волокнистого теплоизоляционного прошивного мата покрывают его просечно-вытяжной сеткой, а затем мат прошивается нитями сплошными швами в продольном или поперечном направлениях.
Недостатком технического решения является отсутствие возможности качественной изоляции элементов переходных узлов трубопроводов сложной конфигурации; сложность процесса монтажа и отсутствие возможности быстрого доступа к поврежденному узлу трубы; отсутствие возможности многоразового использования теплоизоляционного изделия; трудоёмкостью обработки режущими инструментами (для подгонки к местам трубопроводов усложненной конфигурации: опорам, ответвлениям, запорным устройствам и т.д.).
Известно техническое решение согласно изобретения (Пат. 2772009 Российская Федерация, МПК F16L 59/02, F16L 59/14. Теплоизоляционный мат с внутренними креплениями / А.Е. Кузнецов; заявитель и патентообладатель Кузнецов А.Е. - №2021122444 от 28.07.2021; опубл. 16.05.2022, Бюл. № 14), которое содержит защитную гибкую оболочку из тканого или нетканого материала, гибкие крепежные полосы и сплошной волокнистый теплоизоляционный слой, причем крепежные полосы расположены и зафиксированы между теплоизоляционным слоем и гибкой оболочкой, каждая крепежная полоса с одной стороны имеет не закрепленную на гибкой оболочке свободную конечную часть, выступающую из-под теплоизоляционного слоя, при этом с другой стороны каждая крепежная полоса имеет крепежную площадку. Кроме этого крепежные площадки расположены между теплоизоляционным слоем и гибкой оболочкой вдоль края гибкой оболочки и теплоизоляционного слоя, а крепежные полосы закреплены на гибкой оболочке и (или) на теплоизоляционном слое посредством клеевого соединения и (или) крепежных элементов, при этом гибкая оболочка и теплоизоляционный слой соединены между собой предпочтительно посредством сплошного или дискретного клеевого соединения.
Данное техническое решение предназначено для теплоизоляции трубопроводов на их протяжённых участках, где отсутствуют элементы переходных узлов. По этой причине существенным недостатком является отсутствие возможности качественной изоляции элементов переходных узлов трубопроводов сложной конфигурации, трудоёмкостью обработки режущими инструментами (для подгонки к местам трубопроводов усложненной конфигурации: опорам, ответвлениям, запорным устройствам и т.д.).
Ближайшим аналогом (прототипом) является техническое решение (А. с. 992500 СССР, МПК С04В 43/02. Способ изготовления минераловатных прошивных матов / Г.Ф. Тобольский, Ю.Л. Бобров, В.П. Лялин; заявитель и патентообладатель Уральский научно-исследовательский и проектный институт строительных материалов. - № 3285814; заявл. 27.04.1984; опубл. 30.01.1983. Бюл. № 25), где согласно способу изготовления волокнистых теплоизоляционных прошивных матов осуществляют нанесение текстильных обкладок и прошивку их нитками, при этом перед нанесением текстильных обкладок настил из волокон предварительно гофрируют, а прошивку нитями осуществляют с шагом шва не более пяти длин волны гофра, причем стежки смежных швов смещены относительно друг друга не менее, чем на половину длины волны гофра.
Недостатком технического решения является отсутствие возможности качественной изоляции элементов переходных узлов трубопроводов сложной конфигурации; сложность процесса монтажа и отсутствие возможности быстрого доступа к поврежденному узлу трубы; отсутствие возможности многоразового использования мата; отсутствие возможности щадящего восстановительного ремонта без полного демонтажа старой изоляции; трудоёмкостью обработки режущими инструментами (для подгонки к местам трубопроводов усложненной конфигурации: опорам, ответвлениям, запорным устройствам и т.д.).
Техническим результатом изобретения является улучшение теплоизоляции элементов сложной конфигурации переходных узлов трубопроводов горячего и холодного водоснабжения, а именно угловых и торцовых переходов, арматуры, сальниковых компенсаторов и фланцевых соединений, а также теплообменного оборудования сложной конфигурации, упрощение процесса монтажа и появление возможности быстрого доступа к поврежденному узлу трубы за счёт быстрого демонтажа путём снятия ленты-липучки «крючки», возможности многоразового использования мата, возможности щадящего восстановительного ремонта без полного демонтажа старой изоляции, уменьшение трудоёмкости обработки режущими инструментами (для подгонки к местам трубопроводов усложненной конфигурации: опорам, ответвлениям, запорным устройствам и т.д.).
Указанный результат достигается тем, что в способе изготовления волокнистого теплоизоляционного прошивного мата, заключающимся в нанесении на волокнистый слой текстильных обкладок и прошивку их нитками, согласно изобретению предварительно располагают самоклеящуюся ленту-липучку частью «петли» по поверхности мата в продольном, поперечном направлениях и по направлениям диагоналей, сформированных лентами прямоугольников, а затем осуществляют по лентам прошивку мата швейными нитками, при этом ширину ленты-липучки определяют с учётом толщины и ширины волокнистого теплоизоляционного прошивного мата на основании соотношения: л = Ш/Т + 10, где: л - ширина ленты-липучки, мм; Т, Ш - соответственно толщина и ширина прошивного мата, мм, а прошивку мата нитками вместе с наложенной лентой-липучкой в продольном направлении осуществляют на расстоянии не менее трёхкратной
и не более пятикратной ширины ленты-липучки, а в поперечном направлении осуществляют на расстоянии не менее пятикратной и не более десятикратной ширины ленты липучки в зависимости от ширины мата.
Изобретение поясняется чертежами, где:
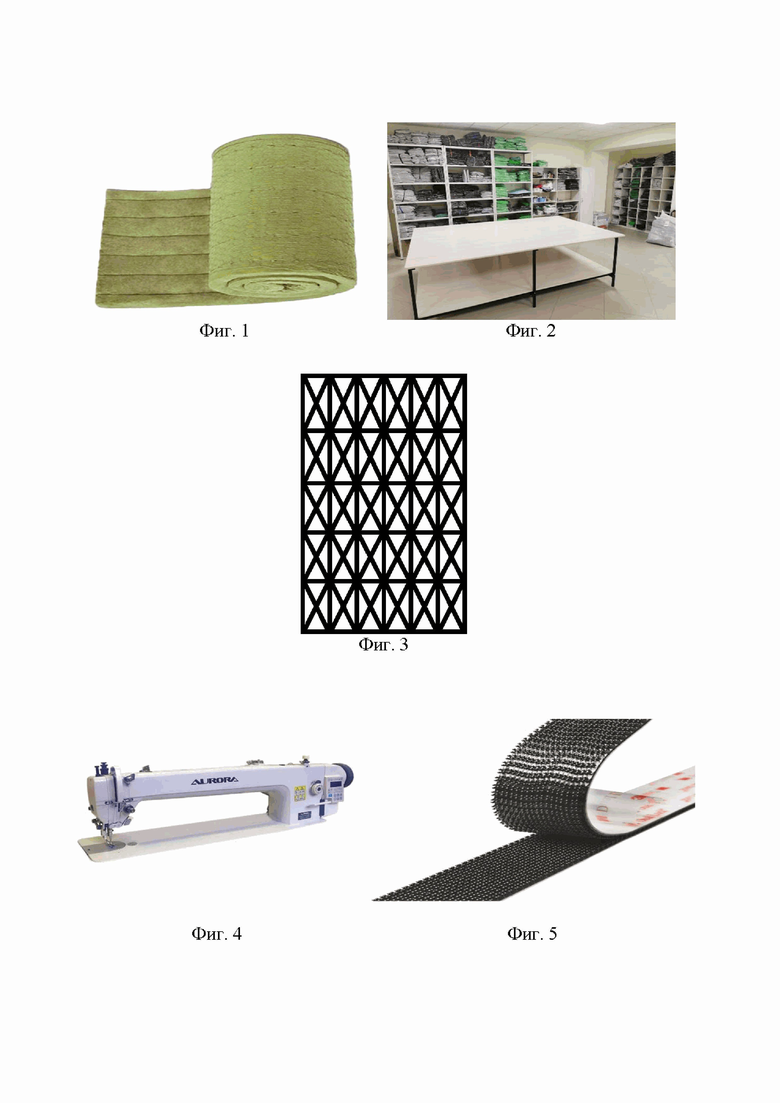
На фиг. 1 показан волокнистый теплоизоляционный материал (мат), изготовленный в соответствии с техническими условиями по ГОСТ 21880-2011.
На фиг. 2 показан раскройный швейный стол.
На фиг. 3 приведена схема наложения самоклеющейся ленты-липучки на лицевую сторону волокнистого теплоизоляционного материала (мата).
На фиг. 4 показана лента-липучка: часть «петли» (внизу); часть «крючки» (вверху).
На фиг. 5 приведен пример промышленной одноигольной прямострочной швейной машины с удлиненной рукавной платформой (например, модели A-0302-560-D4 фирмы «Aurora» (Россия) с рукавной платформой 560 мм).
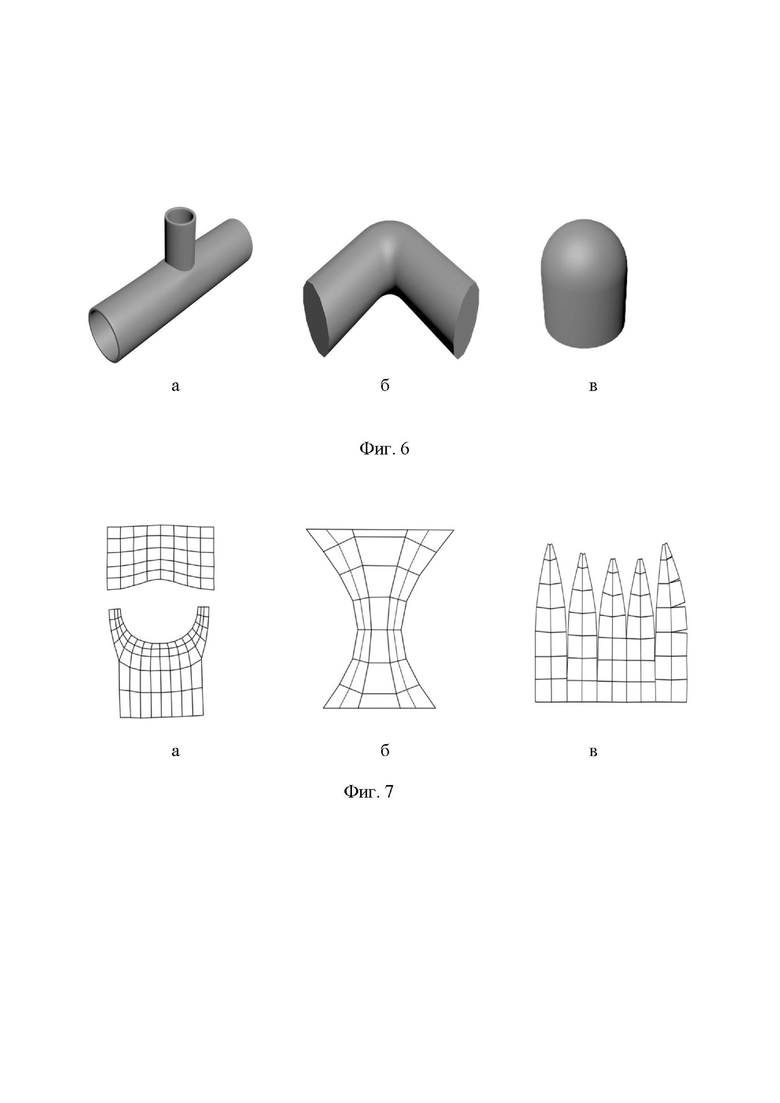
На фиг. 6 приведены примеры переходных узлов (сложных элементов) трубопроводов.
На фиг. 7 приведены развёртки линий пересечения поверхностей сложных элементов трубопроводов.
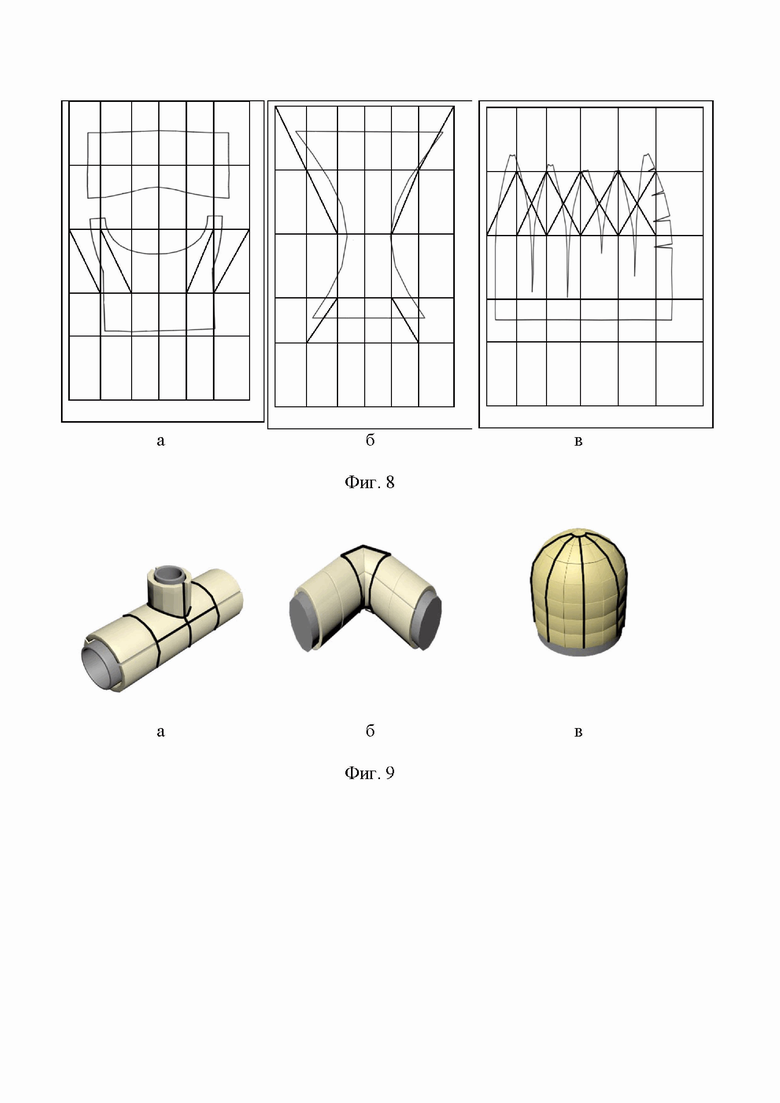
На фиг. 8 приведена схема раскроя волокнистого теплоизоляционного материала в соответствии с развёртками линий пересечения.
На фиг. 9 приведена схема монтажа волокнистого теплоизоляционного материала с применением ленты-липучки на сложных (переходных) узлах трубопровода.
При этом на фиг. 6,7,8,9: а - врезка (сочленение труб), б - узел трубопровода (колено), в - полусфера (концевик).
Изобретение осуществляют следующим образом:
1. Транспортируют подготовленный волокнистый теплоизоляционный прошивной мат на швейный участок производства и располагают его на раскройном швейном столе.
2. Предварительно раскраивают мат на необходимую длину и ширину заготовки.
3. Устанавливают ширину ленты-липучки с учётом номинальной толщины и ширины волокнистого теплоизоляционного прошивного мата на основе соотношения: л = Ш/Т + 10 (где: л- ширина ленты-липучки; Т, Ш - соответственно толщина и ширина предварительно раскроенного прошивного мата).
4. Производят разметку линий для последующей прошивки ленты-липучки портновским швейным мелом в соответствии со схемой, приведённой на фиг. 3.
5. Наносят и фиксируют участки самоклеющейся ленты-липучки части «петли» на поверхность предварительного раскроенного мата в соответствии со схемой, приведённой на фиг. 3.
6. Пришивают швейными нитками участки ленты-липучки к поверхности мата на швейной машине как в продольном, так и поперечном направлениях, а также и по диагоналям сформированных направлениями линий участков ленты-липучки прямоугольников с учётом расстояния в продольном направлении на расстоянии не менее трёхкратной и не более пятикратной ширины ленты липучки, а в поперечном направлении на расстоянии не менее пятикратной и не более десятикратной ширины ленты-липучки (данное ограничение позволяет произвести более точную раскройку мата под соответствующий узел трубопровода).
7. Транспортируют подготовленные маты с пришитыми участками ленты-липучки вместе с приложенной инструкцией по эксплуатации матов к соответствующим потребителям, осуществляющим теплоизоляцию узлов трубопроводов, и вместе с оставшейся частью «крючки» ленты-липучки.
Используемые материалы и устройства (нормативные документы).
В соответствии с ГОСТ 33228-2015 «Трубы стальные сварные общего назначения. Технические условия» диаметр трубопроводной системы зависит от объемов транспортируемой среды и количества систем распределения, обеспечивающих поставку горячей воды или пара к конечным потребителям. Поэтому трубопроводные изделия разделяют на несколько классов в зависимости от размера их поперечного сечения, а именно: 1 класс - диаметр более 1000 мм; 2 класс - от 500 до 1000 мм; 3 класс - от 300 до 500 мм; 4 класс - менее 300 мм.
В соответствии с требованиями СНиП 2.04.14-88 «Тепловая изоляция оборудования и трубопроводов» для изоляции узлов (участков) сложной конфигурации (угловых и торцовых переходов, арматуры, сальниковых компенсаторов и фланцевых соединений) трубопроводов горячего и холодного водоснабжения следует применять преимущественно съемные теплоизоляционные конструкции.
В качестве теплоизоляционного слоя в этих конструкциях наибольшее применение в практике находят теплоизоляционные изделия (маты) на основе минерального и стеклянного волокна, выпускаемые различными российскими промышленными предприятиями по ГОСТ 21880-2011, ГОСТ 31309-2005, ГОСТ 32313-2020. Под теплоизоляционным матом в соответствии с межгосударственным стандартом ГОСТ 21880-2011 «Маты из минеральной ваты прошивные теплоизоляционные. Технические условия» понимают гибкое волокнистое теплоизоляционное изделие, которое может быть облицовано тканью (базальтовой, кремнезёмной, стеклотканью), а также предусмотрена его прошивка нитками сплошными швами в продольном или поперечном направлениях, где расстояние между швами и шаг шва может нормироваться.
При подготовке инструкции по применению волокнистого теплоизоляционного материала для теплоизоляции узлов трубопровода необходимо использовать ГОСТ Р ИСО/МЭК 37-2002 «Потребительские товары. Инструкции по применению».
Для практической реализации предлагаемого способа используют:
1) волокнистый теплоизоляционный мат, изготовленный в соответствии с требованиями технических условий (например, на основании требований ГОСТ 21880-2011 «Маты из минеральной ваты прошивные теплоизоляционные. Технические условия» (например, на оборудовании для прошивки базальтового полотна модели МПБ-2 (Россия) с последующим свёртыванием его в рулон для транспортировки потребителям);
2) самоклеющаяся лента-липучка с широким размерным рядом по ширине (например, изготовленная на основании требований ГОСТ 30019.1-93 «Застежка текстильная. Общие технические условия»), состоящая из двух частей, т.е. из ленты с крючками, и ленты из петлей, с нанесением на тыльную (нерабочую) сторону клеевого состава. При соединении этих двух лент рабочими поверхностями крючки входят в петли, за счет чего происходит их сцепление;
3) раскройный швейный стол (например, модели РС-5, изготовленный на предприятии Trivinta (Россия), размером 200х170 см с дополнительным устройством для размотки исходного текстильного изделия, упакованного в форме рулона);
4) промышленная одноигольная прямострочная швейная машина с удлиненной рукавной платформой (например, модели A-0302-560-D4 фирмы «Aurora» (Россия) с рукавной платформой 560 мм), которая позволяет работать с крупногабаритными текстильными изделиями;
5) синтетические армированные швейные нитки номинальной толщины от 50 до 100 текс марки «Экстра», изготовленные в соответствии с требованиями ГОСТ 6309-93;
6) ножницы портновские универсальные (производимые, например, предприятием ООО «Вайлдберриз» (Россия));
7) специализированный нож для раскроя волокнистых теплоизоляционных материалов (например, реализуемый предприятием СИБРТЕХ 79027 (Россия)).
Пример 1.
Изготовление волокнистого теплоизоляционного прошивного мата по предлагаемому способу для теплоизоляции элементов переходных узлов со сложной конфигурацией трубопроводов d = 300 мм горячего и холодного водоснабжения осуществляется следующим образом.
1. Берут изготовленный по техническим условиям ГОСТ 21880-2011 из минеральной ваты на прошивной машины марки МПБ-2 мат шириной 50 см и толщиной 5 см путём нанесения текстильных обкладок на уложенный волокнистый слой из хаотически ориентированных волокон.
2. Транспортируют мат на швейный участок производства и располагают его на раскройном швейном столе модели РС-5 и специализированным ножом для раскроя волокнистых теплоизоляционных материалов отрезают кусок длиной, равной L = 1000 мм, т.е. кратный величине L = π⋅d (где d - диаметр трубопровода 4 класса), округлена в большую сторону до сотен миллиметров, а π = 3,14;
3. Устанавливают номинальную ширину ленты-липучки с учётом толщины и ширины волокнистого теплоизоляционного прошивного мата на основании соотношения: л = Ш(см)/Т(см) + 10 (мм) (где: л - ширина ленты-липучки; Т, Ш - соответственно толщина и ширина прошивного мата). В результате получаем л = 500/50 + 10 = 20 (мм).
4. Делают на лицевой стороне мата разметку портновским швейным мелом с помощью раскройной портновской линейки, где первоначально наносят продольные линии с учётом требования не менее трёхкратной и не более пятикратной ширины ленты-липучки, т.е. через 100 мм, а затем поперечные линии на расстоянии не менее пятикратной и не более десятикратной ширины ленты-липучки, т.е. через 200 мм. Затем проводят диагональные линии в получившихся прямоугольниках.
5. Отрезают, наносят на линии разметки и фиксируют отрезки самоклеющейся ленты-липучки части ленты «петли» на лицевую поверхность мата в соответствии со схемой, приведённой на фиг. 3.
6. Прошивают одним прямым швом синтетическими армированными швейными нитками толщины 50 текс марки «Экстра» участки ленты-липучки («петли») к поверхности мата на швейной машине модели A-0302-560-D4 фирмы «Aurora» с рукавной платформой 56 см как в продольном, так и поперечном направлениях, а также и по диагоналям сформированных направлениями линий участков ленты-липучки прямоугольников (см. фиг. 3).
7. Прикрепляют к подготовленному мату инструкцию по его применению при теплоизоляции на переходных узлах трубопровода, а также соответствующий рулон ленты-липучки («крючки») для жёсткой фиксации раскроенного мата на узле трубопровода.
Пример 2.
Изготовление волокнистого теплоизоляционного прошивного мата по предлагаемому способу для теплоизоляции элементов переходных узлов со сложной конфигурацией трубопроводов диаметром d = 1000 мм горячего и холодного водоснабжения осуществляется следующим образом.
1. Берут изготовленный по техническим условиям ГОСТ 21880-2011 из минеральной ваты на прошивной машины марки МПБ-2 мат шириной 1000 мм и толщиной 50 мм путём нанесения текстильных обкладок на уложенный волокнистый слой из хаотически ориентированных волокон;
2. Транспортируют мат на швейный участок производства и располагают его на раскройном швейном столе модели РС-5 и специализированным ножом для раскроя волокнистых теплоизоляционных материалов отрезают кусок длиной, равной L = 3200 мм, где L = π⋅d и округлена в большую сторону до сотен миллиметров, а π = 3,14;
3. Устанавливают номинальную ширину ленты-липучки с учётом толщины и ширины волокнистого теплоизоляционного прошивного мата на основании соотношения: л = Ш(мм)/Т(мм) + 10 (мм) (где: л - ширина ленты-липучки; Т, Ш - соответственно толщина и ширина прошивного мата). В результате получаем л = 1000/50 + 10 = 30 (мм).
4. Делают на лицевой стороне мата разметку портновским швейным мелом с помощью раскройной портновской линейки, где первоначально наносят продольные линии с учётом требования не менее трёхкратной и не более пятикратной ширины ленты-липучки, т.е. через 150 мм, а затем поперечные линии на расстоянии не менее пятикратной и не более десятикратной ширины ленты-липучки, т.е. через 300 мм. Затем проводят диагональные линии в получившихся прямоугольниках.
5. Отрезают, наносят на линии разметки и фиксируют отрезки самоклеющейся ленты-липучки части ленты «петли» на лицевую поверхность мата в соответствии со схемой, приведённой на фиг. 3.
6. Прошивают одним прямым швом синтетическими армированными швейными нитками толщины 50 текс марки «Экстра» участки ленты-липучки («петли») к поверхности мата на швейной машине модели A-0302-560-D4 фирмы «Aurora» с рукавной платформой 56 см как в продольном, так и поперечном направлениях, а также и по диагоналям сформированных направлениями линий участков ленты-липучки прямоугольников (см. фиг. 3).
7. Прикрепляют к подготовленному мату инструкцию по его применению при теплоизоляции на переходных узлах трубопровода, а также соответствующий рулон части ленты-липучки («крючки») для жёсткой фиксации раскроенного мата.
Пример 3.
Пример применения теплоизоляционного мата для узла трубопровода «врезка (радиальное соединение)» с диаметром основной трубы 300 мм и врезной трубы 100 мм.
1. При помощи программного пакета Autodesk 3ds Max выполняют 3D модель узла трубопровода и строят развертки поверхностей узлов (фиг. 7-а), выделяются только линии пересечения (фиг. 8-а) элементов поверхности узлов, накладывают разметочную сетку с размерами 100 мм на 200 мм, выполненного в соответствии с фиг. 3, мата.
2. На широкоформатном принтере (например, марки Epson SureColor SC-T3200) распечатывают изображение, приведённое на фиг. 8, и далее портновскими ножницами обрезают рисунок на бумажном картоне по периметру развертки.
3. Накладывают подготовленный бумажный шаблон на мат с пришитыми лентами-липучками и специализированным ножом для раскроя волокнистых теплоизоляционных материалов (производимой, например, фирмой СИБРТЕХ 79027 (Россия)), вырезают согласно выкройке и удаляют лишние участки мата.
4. Подготовленное таким образом изделие (см. фиг. 8) монтируют на соответствующем узле трубопровода, а стыки участков мата по линии пересечения труб фиксируют отрезками части ленты-липучки «крючки», (см. фиг. 9-а, на котором указана пришитая лента-липучка только по линии раскроя мата).
Пример 4.
Применение теплоизоляционного мата для узла трубопровода «угловое соединение» с диаметром основной трубы 1000 мм.
1. При помощи программного пакета Autodesk 3ds Max выполняют 3D модель узла трубопровода и строят развертки поверхностей узлов (фиг. 7-б), выделяются только линии пересечения (фиг. 8-б) элементов поверхности узлов, накладывают разметочную сетку с размерами 150 мм на 300 мм выполненного в соответствии с фиг. 3 мата.
2. На широкоформатном принтере (например, марки Epson SureColor SC-T3200) распечатывают изображение, приведённое на фиг. 8-б, и далее портновскими ножницами обрезают рисунок на бумажном картоне по периметру развертки.
3. Накладывают подготовленный бумажный шаблон на мат с пришитыми лентами-липучками и специализированным ножом для раскроя волокнистых теплоизоляционных материалов (например, реализуемой предприятием СИБРТЕХ 79027 (Россия)), по внешним кромкам отрезков ленты-липучки удаляют лишние участки мата.
4. Подготовленное таким образом изделие (см. фиг. 8-б) монтируют на соответствующем узле трубопровода, а стыки участков мата по линии пересечения поверхностей фиксируют отрезками части ленты-липучки «крючки», (см. фиг. 9-б, на котором указана пришитая лента-липучка только по линии раскроя мата).
Предлагаемый способ изготовления волокнистого теплоизоляционного прошивного мата позволяет осуществить качественную теплоизоляцию элементов сложной конфигурации переходных узлов трубопроводов горячего и холодного водоснабжения, а именно угловых и торцовых переходов, арматуры, сальниковых компенсаторов и фланцевых соединений, а также теплообменного оборудования сложной конфигурации. При этом упрощается сам процесс монтажа, а также появляется возможность быстрого доступа к поврежденному узлу трубы за счёт быстрого демонтажа (снятия части ленты-липучки «крючки») и возможность многоразового использования мата. Также появляется возможность щадящего восстановительного ремонта без полного демонтажа старой изоляции, а также уменьшается трудоёмкость обработки режущими инструментами (для подгонки к местам трубопроводов усложненной конфигурации: опорам, ответвлениям, запорным устройствам и т.д.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТРУБОПРОВОДА МАТАМИ ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 2024 |
|
RU2830768C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 1995 |
|
RU2083774C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151692C1 |
| Система повышения функциональной огнестойкости оборудования | 2019 |
|
RU2696848C1 |
| Теплоизоляционный прошивной мат | 1988 |
|
SU1577963A1 |
| ТЕРМОЗВУКОИЗОЛЯЦИОННЫЙ И ФИЛЬТРУЮЩИЙ МАТЕРИАЛ "ТЕРМОЗВУКОИЗОЛ" | 1996 |
|
RU2077368C1 |
| ЦИСТЕРНА ДЛЯ СЖИЖЕННЫХ ГАЗОВ | 2005 |
|
RU2294479C1 |
| Способ изготовления преформ для лопаток компрессора газотурбинного двигателя | 2018 |
|
RU2717228C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ МАТ (ВАРИАНТЫ) | 1995 |
|
RU2130150C1 |
| ЗВУКОИЗОЛЯЦИОННЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ МАТ | 2023 |
|
RU2816776C1 |
Изобретение относится к области производства строительных материалов, а именно к теплоизоляционным прошивным матам, изготовленных из базальтовых, кремнезёмных или стеклянных волокон и предназначенных для теплоизоляции элементов переходных узлов со сложной конфигурацией трубопроводов горячего и холодного водоснабжения, а также теплообменного оборудования сложной конфигурации. Способ изготовления волокнистого теплоизоляционного прошивного мата заключается в нанесении на волокнистый слой текстильных обкладок и прошивку их нитками. Предварительно располагают самоклеящуюся ленту-липучку частью «петли» по поверхности мата в продольном, поперечном направлениях и по направлениям диагоналей, сформированных лентами прямоугольников. Осуществляют по лентам прошивку мата швейными нитками, при этом ширину ленты-липучки определяют с учётом толщины и ширины волокнистого теплоизоляционного прошивного мата на основании соотношения: л = Ш/Т + 10, где: л - ширина ленты-липучки, мм; Т, Ш - соответственно толщина и ширина прошивного мата, мм. Прошивку мата нитками вместе с наложенной лентой-липучкой в продольном направлении осуществляют на расстоянии не менее трёхкратной и не более пятикратной ширины ленты-липучки, а в поперечном направлении осуществляют на расстоянии не менее пятикратной и не более десятикратной ширины ленты липучки в зависимости от ширины мата. Техническим результатом изобретения является улучшение теплоизоляции элементов сложной конфигурации переходных узлов трубопроводов горячего и холодного водоснабжения, а именно угловых и торцовых переходов, арматуры, сальниковых компенсаторов и фланцевых соединений, а также теплообменного оборудования сложной конфигурации, упрощение процесса монтажа и появление возможности быстрого доступа к поврежденному узлу трубы за счёт быстрого демонтажа путём снятия ленты-липучки «крючки», возможности многоразового использования мата, возможности щадящего восстановительного ремонта без полного демонтажа старой изоляции, уменьшение трудоёмкости обработки режущими инструментами (для подгонки к местам трубопроводов усложненной конфигурации: опорам, ответвлениям, запорным устройствам). 9 ил.
Способ изготовления волокнистого теплоизоляционного прошивного мата, заключающийся в нанесении на волокнистый слой текстильных обкладок и прошивку их нитками, отличающийся тем, что предварительно располагают самоклеящуюся ленту-липучку частью «петли» по поверхности мата в продольном, поперечном направлениях и по направлениям диагоналей, сформированных лентами прямоугольников, а затем осуществляют по лентам прошивку мата швейными нитками, при этом ширину ленты-липучки определяют с учётом толщины и ширины волокнистого теплоизоляционного прошивного мата на основании соотношения: л = Ш/Т + 10, где: л – ширина ленты-липучки, мм; Т, Ш – соответственно толщина и ширина прошивного мата, мм; а прошивку мата нитками вместе с наложенной лентой-липучкой в продольном направлении осуществляют на расстоянии не менее трёхкратной и не более пятикратной ширины ленты-липучки, а в поперечном направлении осуществляют на расстоянии не менее пятикратной и не более десятикратной ширины ленты липучки в зависимости от ширины мата.
| Способ изготовления минераловатных прошивных матов | 1981 |
|
SU992500A1 |
| Теплоизоляционный мат с внутренними креплениями | 2021 |
|
RU2772009C1 |
| МНОГОСЛОЙНЫЙ ТЕПЛОИЗОЛИРУЮЩИЙ МАТЕРИАЛ | 2010 |
|
RU2415622C1 |
| Сукновальная машина для валки сукна в расправленном состоянии | 1929 |
|
SU21880A1 |
| Технические условия | |||
| ДЕЛИТЕЛЬ НАПРЯЖЕНИЯ ДЛЯ ИЗМЕРЕНИЙ ПРИ КОММУТАЦИОННЫХ ИСПЫТАНИЯХ ВЫСОКОВОЛЬТНЫХ АППАРАТОВ И СПОСОБ КОМПЕНСАЦИИ ВЛИЯНИЯ НА КОЭФФИЦИЕНТ ДЕЛЕНИЯ ЕМКОСТИ ДЕЛИТЕЛЯ НА ЗЕМЛЮ | 2003 |
|
RU2250471C1 |

