Известен способ сборки заготовок сапог, заключающийся в том, что производят стачивание голенищ по заднему шву и двукратное разглаживание с последующим пристрачиванием заднего наружного ремня.
Недостатком такого способа является наличие утолщения, образованного тачным швом, которое не устраняется даже после разглаживания; утолщения по заднему шву и конструктивные особенности используемой швейной машины обусловливают применение юфтевого ремня значительной ширины.
Предлагаемый способ сборки заготовок сапог устраняет указанные недостатки, улучшает качество сапог, повышает производительность труда и сокращает расход юфтевой кожи- Это достигается тем, что соединение боковых сторон голенищ производят внахлестку клеевым швом. Способ может быть выполнен в двух вариантах.
Вариант 1 -д ля кирзовых сапог без заднего наружного ре мняСоединяют боковые стороны голенищ внахлестку клеевым швом. Величину припуска под клеевой шов берут равной припуску под тачной ниточный шов- Клей (например, метилолполиамидный марки МПФ-1) наносят на обе склеиваемые поверхности и подсушивают, или применяют клеевую пленку; возможно также соединение боковых сторон голенищ через тесьму, проп 1танную клеем. Далее укрепляют закрепкой верхнюю часть голенищ.
Вариант 2 - для кирзовых сапог с зауженным задним наружным ремне м.
Пристрачивают зауженный задний наружный ремень с одной стороны. При соединении боковых сторон голенищ с тесьмой или клеевой пленкой возможно одновременно с пристрочкой ремня производить пристрочку пленки или тесьмы, пропитанной клеем- Затем производят соединение боковых сторон голенищ внахлестку клеевым швом; в процессе соединения боковых сторон получается замкнутый контур.
.NO 1429142 Сборку заготовок сапог по предлагаемому способу осуш,ествляют на машине, состойгцеи из смонтированных на станине: неподвижного стола с двумя н.еремещающимися по нему линейками; расположенных над линейками и имеющих возвратно-поступательное перемещение в вертикальной плоекости прижима, щтока цилиндра и унора; подвижного в вертикальной плоскости стола, размещенного за неподвижным столом и состоящего из двух частей, верхняя из которых снабжена упором и имеет возможность перемещения по нижней части; сопла для подачи горячего воздуха и привода.
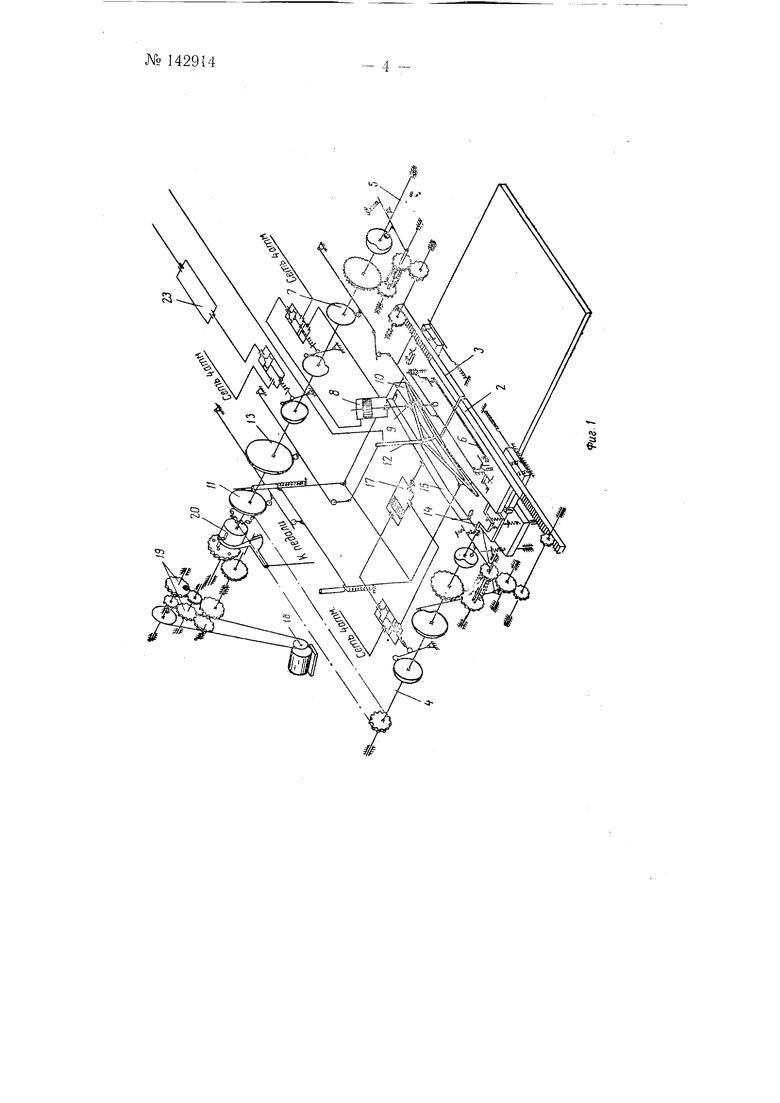
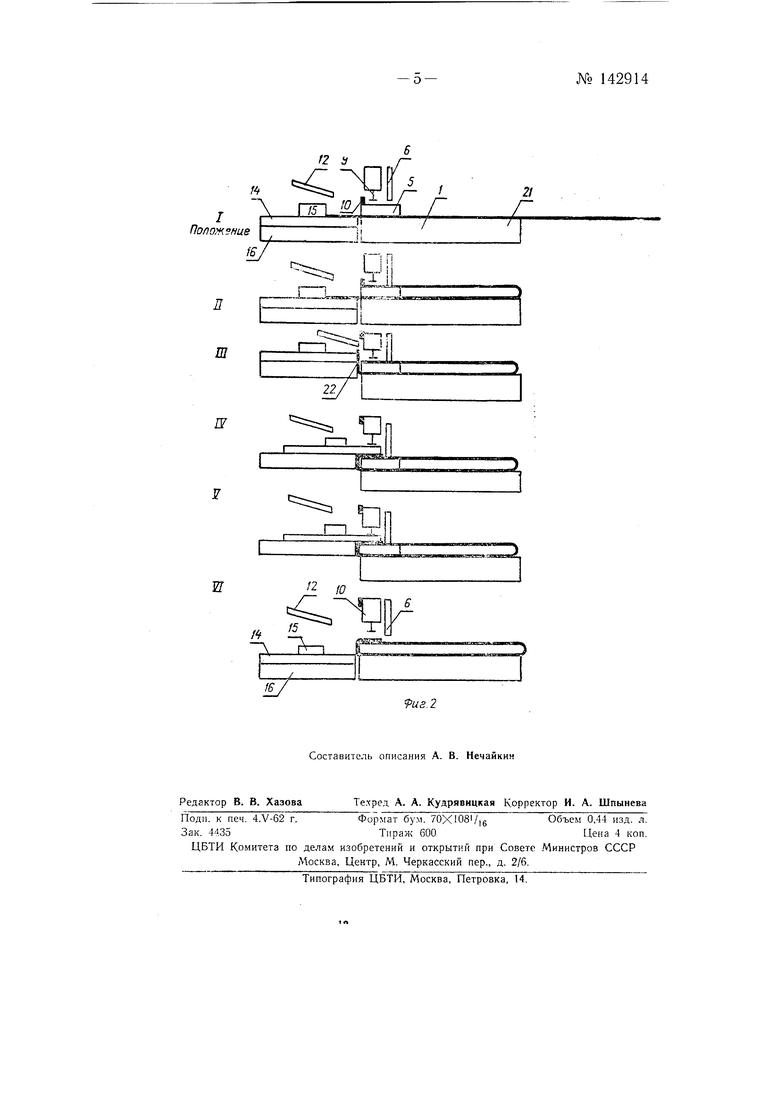
На фиг. I изображена кинематическая схема мащины; на фиг. 2 - схема технологических операций, выполняемых последовательно на машине при сборке заготовок сапог.
На неподвижном столе 1, укрепленном на станине мащины, смонтированы две линейки 2 и 3, получающие возвратно-поступательное движение (навстречу одна другой) от привода через валы 4 и 5 и шестеренные передачи. В рабочем состоянии линейки 2 к 3 находятся в сдвинутом положении, а по окончании рабочего цикла расходятся одна от другой и занимают исходное положение- Над линейками 2 и 5 установлены: прижим 6, получающий движение от эксцентрика 7; пневмоцилиндр 8 со штоком 9; упор 10, перемещающийся вниз от эксцентрика 11; сопло /2, имеющее возможность движения по вертикали от эксцентрика 13. Прижим 6., шток 9 и упор 10 перемещаются также в вертикальной плоскости.
За неподвижным столом 1 смонтирован подвижный двойной стол, состоящий из верхнего стола 14, снабженного упором 15, и поддерживающего стола 16, имеющих возможность перемещения в вертикальной плоскости; стол 14 .перемещается по столу 16 от связанного с ним пневмоцилиндра /7- Привод мащины включает в себя электродвигатель 48, редуктор 19 и автоматический останов 20Голенище 21 укладывается лицевой стороной вниз на неподвижный стол / и кромкой ориентируется ПО упору 15 (позиция / на фиг.2). Затем свободный край голенища перегибается и помещается на линейки 5 и 5 до упора 10 и поддерживается руками до тех пор, пока прижим 6 не прижмет голенище к линейке (позиция //). После этого упор 10 -поднимается и одновременно начинает подниматься поддерживающий стол 16; при подъеме последнего край 22 голенища принимает вертикальное положение (фиг 2, позиция///).
Сопло 72 подводится к краю 22 голенища и подогретый до температуры 140-150° в калорифере 23 горячий воздух под давлением 1 - 1,5 кг/см подается из сопла для разогрева клеевой пленки; в течение 1-2 сек, за это время происходит расплавление клеевой пленки . Затем стол 14. перемещаясь по столу 16, заворачивает край 22 голенища (позиции ///-IV) на его вторую сторону, в результате чего получается замкнутый контур. Шток 9 цилиндра 8, опускаясь, создает давление (5-6 кг/см) в соединяемых частях голенища, необходимое для схватывания клея (позиция V); время выдержки под давлением составляет 4-5 секПосле соединения боковых сторон голенища все рабочие органы машины занимают исходное положение (позиция VI). Линейки 2 и 3 расходятся и готовое голенище снимается со стола /.
Предмет изобретения
1. Способ сборки заготовок сапог, отличающийся тем, что, с целью улучщения качества обуви, соединение боковых сторон голенищ производят внахлестку клеевым швом.
2. Машина для выполнения указанного способа, отличающаяся тем, что она состоит из смонтированных на станине неподвижного стола с двумя перемещающимися по нему линейками, смонтированных над линейками, имеющих возвратно-поступательное перемещение в вертикальной плоскости прижима, штока цилиндра и упора, расположенного за неподвижным столом, второго, состоящего из двух частей, подвижного в вертикальной плоскости стола, верхняя часть которого, снабженная упором, имеет возможность перемещения по нижней части, сопла для падачи горячего воздуха и привода.
- 3 -jYo 142914
Dlj j. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для клеевого соединения канта сапог | 1959 |
|
SU130803A1 |
| Полуавтомат для нанесения клеевой пленки на детали обуви | 1961 |
|
SU150037A1 |
| Машина для загибки края деталей верха обуви | 1961 |
|
SU145159A1 |
| Способ соединения деталей верха обуви | 1959 |
|
SU122045A1 |
| Полуавтомат для формования обуви изнутри | 1959 |
|
SU127921A1 |
7
5i