Существующая технология сборки деталей верха обуви, базирующаяся на применениИ ниточного соединения, имеет значительные недостатки: снижение нрочности в результате проколов иглой, увеличение припуска материалов на соединение в текстильных деталях и деталях из заменителей на тканевой основе, выполнение операций только последовательным методом и т. д.
Описываемый полуавтомат обеспечивает .повышение производительности труда благодаря тому, что он состоит из монтированных на станине подвижного в горизонтальной и вертикальной плоскостях стола, на который укладывается обрабатываемая деталь; зажима для фиксации этой детали; трафарета для нанесения клея, размещенного в ванне для клея и перемещающегося в вертикальной плоскости; опорного барабана с ножом для очистки барабана от клея; механизма захвата для перемещения детали со стола на ленточный транспортер, кожуха с инфракрасными лампами, размещенного над транспортером И служащего для подсушки клеевой пленки, и системы пневматических цилиндров для перемещения рабочих механизмов полуавтомата.
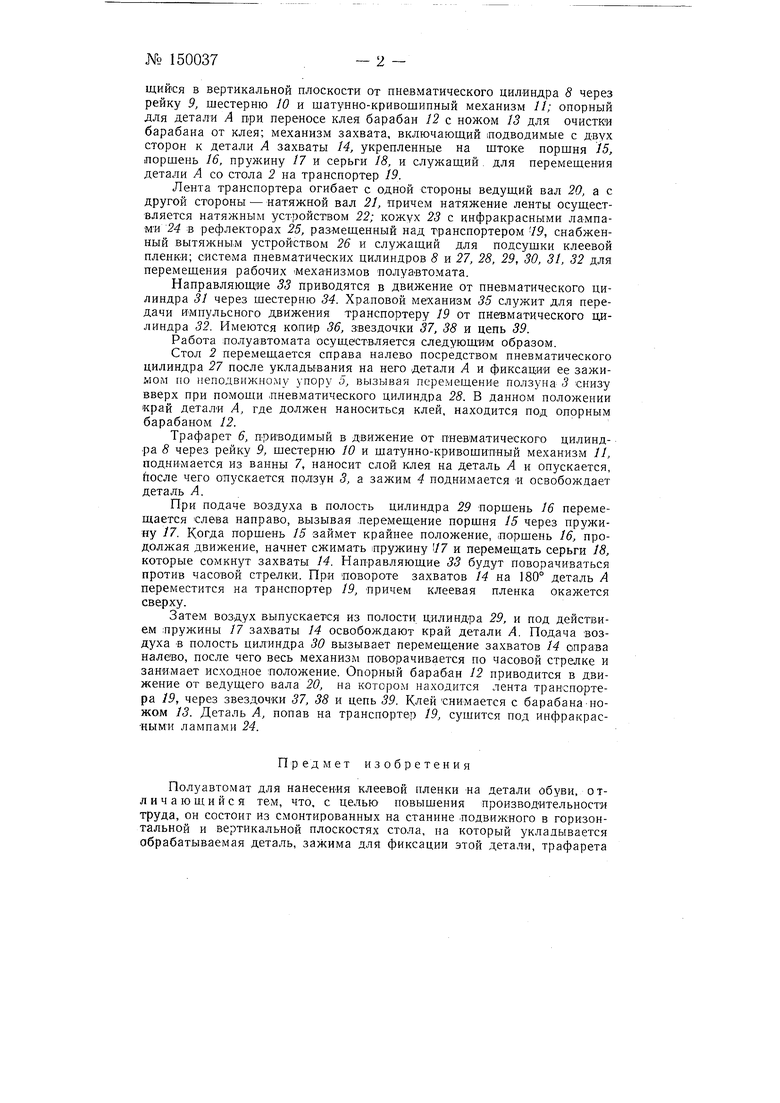
На фиг. 1 изображен общий вид полуавтомата для нанесения клеевой оленки на детали обуви; на фиг. 2 - разрез полуавтомата по Б-Б на фиг. 1; на фиг. 3 - механизм захвата для перемещения детали; на фиг. 4 - схема механизма перемещения трафарета.
На станине полуавтомата монтированы: стол 2, .подвижный в горизонтальной и вертикальной плоскостях; стол крепится к ползуну 3 и используется для укладывания на него детали А изнанкой вниз; зажим 4 для фиксации детали А по неподвижному упору 5; трафарет 6 для нанесения клея, размещенный в ванне 7 для клея и перемещаю№ 150037- 2 -
щийся в вертикальной плоскости от пневматического цилиндра 8 через рейку Я шестерню 10 и шатунно-кривошипный механизм //; опорный для деталИ А при переносе клея барабан 12 с ножом 13 для очистки барабана от клея; механизм захвата, включающий подводимые с двух сторон к детали А захваты 14, укрепленные на штоке поршня /5, поршень 16, пружину 17 и серьги 18, и служащий . для перемещения детали А со стола 2 на транспортер 19.
Лента транспортера огибает с одной стороны ведущий вал 20, а с другой стороны -натяжной вал 21, причем натяжение ленты осуществляется натяжным устройством 22; кожух 23 с инфракрасными ла-мпамъ 24 в рефлекторах 25, размещенный над транспортером 19, снабженный вытяжным устройством 26 и служащий для подсушки клеевой пленки; система пневматических цилиндров 8 и 27, 28, 29, 30, 31, 32 для перемещения рабочих -механизмов полуавтомата.
Направляющие 33 приводятся в движение от пневматического цилиндра 31 через щестерню 34. Храловой механизм 35 служит для передачи импульсного движения транспортеру 19 от пневматического цилиндра 32. Имеются копир 36, звездочки 37, 38 и цепь 39.
Работа полуавтомата осуществляется следующим образом.
Стол 2 перемещается справа налево посредством пневматического цилиндра 27 после укладывания на него детали А и фиксации ее зажимом по неподвижному упору 5, вызывая перемещение ползуна 3 снизу вверх при помощи пневматического цилиндра 28. В данном положении «рай детали А, где должен наноситься клей, находится под опорным барабаном 12.
Трафарет 6, приводимый в движение от пневматического цилиндра 8 через рейку 9, щестерню 10 и щатунно-кривошипный механизм 11, поднимается из ванны 7, наносит слой клея на деталь А и опускается, йосле чего опускается ползун 3, а зажим 4 поднимается и освобождает деталь А.
При подаче воздуха в полость цилиндра 29 поршень 16 перемещается слева направо, вызывая перемещение порщня 15 через пружину 17. Когда nopujeHb 15 займет крайнее положение, поршень 16, продолжая движение, начнет сжимать пружину 17 и перемещать серьги 18, которые сомкнут захваты 14. Направляющие 33 будут поворачиваться против часовой стрелки. При повороте захватов 14 на 180° деталь А переместится на транспортер 19, причем клеевая пленка окажется сверху.
Затем воздух выпускается из полости цилиндра 29, и под действием пружины /7 захваты 14 освобождают край детали А. Подача воздуха в полость цилиндра 30 вызывает перемещение захватов 14 оправа налево, после чего весь механизм поворачивается по часовой стрелке и занимает исходное положение. Опорный барабан 12 приводится в движение от ведущего вала 20, на котором находится лента транспортера 19, через звездочки 37, 38 и цепь 39. Клей снимается с барабана ножом 13. Деталь А, попав на транспортер 19, сушится под инфракрасными лампами 24.
Предмет изобретения
Полуавтомат для нанесения клеевой пленки на детали обуви, отличающийся тем, что, с целью новыщения производительностл труда, он состоит из смонтированных на станине -подвижного в горизонтальной и вертикальной плоскостях стола, па который укладывается обрабатываемая деталь, зажима для фиксации этой детали, трафарета
для нанесеиия клея, размещенного в ванне для клея и перемещающегося в вертикальной плоскости, опорного барабана с ножом для очистки барабана от клея, механизма захвата для перемещения детали со стола на ленточиый транспортер, кожуха с инфракрасными лампамв, размещенного над транспортером и служащего для подсущк-и Клеевой пленки, и системы пневматических цилиндров для перемещения рабочих механизмов полуавтомата.
- 3 -№ 150037
XI
(N
a e
29 w /7 15
/4
30 IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки заготовок сапог и машина для выполнения указанного способа | 1961 |
|
SU142914A1 |
| Машина для загибки края деталей верха обуви | 1961 |
|
SU145159A1 |
| Машина для клеевого соединения канта сапог | 1959 |
|
SU130803A1 |
| Способ соединения деталей верха обуви | 1959 |
|
SU122045A1 |
| Полуавтомат для проведения операций обтяжки и клеевой затяжки заготовки, формования заготовки на колодке, центрирования деталей низа и клеевого крепления подошв | 1960 |
|
SU137789A1 |
| Полуавтомат для круговой затяжки заготовки обуви и накладки или крепления подошвы | 1957 |
|
SU113396A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Полуавтомат для формования обуви изнутри | 1959 |
|
SU127921A1 |
| Машина для изготовления рантовой стельки с губой из тесьмы | 1960 |
|
SU135787A1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |


12
