со о ю со
11 .j oroiine относиГГЯ к ибразивнон об- j)c:ri)iKO 11емо г;|. 1. 11чески материалов и может 1ЫТЬ .-lb40IUlHO MjiM ИЧГОТОПЛСНИИ
гтек, :я1|||ы 5р, коироводов .шпий задержки, llc.ibio изобрсгония яв.чяется повышение производите . )сти li В1)|.хода :Ч1,1ИЫХ изде- .Hiii за (, неилерыниого .я параметров зв -1 ;;рои,да npiii niMio,ifj.iOBannn для onix-i6 4 K i апра iiBiioiо К1) га с отно сптель- |1();; 1(1, ек i римес -M I ;;;ч)ИИ1ик Моетьк) абра- ;| щ-.держ;: i J..; .-/юя, laBifoii 3 -.1.
i 1:)| д. i() гг.ч оп обрабогк) торна чхтчси ровода 1|чм.усматривае г и j l и мене пи о гакгм о абразп 11(}го , аб|П1зпв,ч Одер- жащпп ,;(.ii ixOioDoi-o, обладая досгагочно: реж п;еГ| сп(.ч об1 ост1 к), nor/ioaun i . |ьтраЗВуК Мг;ЧИМс. 1ЬНО .. 1;Я JTOI i ,)ЗИВ()СОдержашпй слой отвечать опреде- .ii Hi:i i : 1 ребовапиям по износостойкости, м,)ду.1К) пругостп, п.югпости, обеспечивающим в соиокуипостп в1 1соку1О режуп1ую ciiocooiiocTi. и мипимальпое ио :лоп1еппе у.чьт- ;1азвука В качестве иптегральпоп .харак- Tepnc iiuoi казаппь х мх боваиий в пред. Ю- жеппом спскхкк- исп().1ЬЗ()вапа огп(Н ите. 1Ьпая дпэ.тектрическая и|101П1цаемо 11 абра,иво- содержап1его с.юя.
l ieii;. ii.3OBaiine д.чя обрабогк ; ш.ик)- ва. Kiiyi a. па мшме. а,тмазиого, с отпо- спте.пьпоГ| ди - 1ектрпчсг;чО1 ( проницаемостью a6pa3 iB ico.icivKaiiu4 о с.юя. cocTaB. iHionieii
- 3 , ;1ОЗВО/;не : Л;С; шП HTli ИОТерИ y. 11/l ра: вуко| ,о; о еигпгыа па nor. ionie.nne в ра- бо 1ем с.юс нпструмента. Чем Nieiibine отно- снте. 11)11ая диэлектрическая проницаемость сред;,1. тем мепыпе ее по1 азате. 1Ь прелом- . 1ения. а значит бо. 1ыне к()эф(|) отра- и меиыне коэффппиепт поглои1.ения ул|угра: 15 кового сиг на.ма. При значенпи относ HTe.ii.Hofi днэлектрнческой проппнаемостн к -г Г) бо.тее 90% у,|ьтраз1(уково14) сиг нала отражается от обрабатывае.мой поверх- ностп звукоировода и попадает на преобра- зовате. 1ь. При )- 5 показатели прелом- .|ення абразивосодержащего слоя круга и материала звукопровода (стекло Ф4) при- Г) П1зпте. одинаковы, вследствие чего зна- чпгсльно у.мен ынается коэффициент отражения у.1ьг)азвукового сигнала на границе разде,1а этих сред.
,Д. 1Я полно|-о устранения потерь на по- г,-10И1еппе в алмазном круге было бы целесообразно использовать в качестве абра- зивосодержапкм О с.юя материалы с как мож- ио мены1 ип1 значением величРП1Ы относительной диэлектрической проницаемости. Однако, практически на основе таки.х материалов (F 3) - парафин, дерево, бумага. Я1ггарь, канифоль и др, либо вооб- Hie пе, 1ьзя создать ал.мазный инструмент, .чибо инстру.мент имеет исключительно низкую износостойкость. СОЖ в нроцессе доводки и контроля звукопровода попадает на боковые поверхности п выступает в качестве поглотителя сигналов (( 80,8).
5
5
Экранирование от СОЖ необрабатываемых (ювер.хностей звуконровода уменьшает потери у.чьтразвуковых сигналов, что позволяет новысить амплитуду задержанного сигнала и обеспечивает более точное сравнение времен задержки обрабатываемого и эталонного звуконроводов, а значит повышает выхо.д годнь х изде.тий. Производительность обработки звукопроводов повышается . за счет ненрерывного контроля из- 0 меряемых параметров во время шлифования (так как устраняется необходимость отвода звукопровода от инструмента для. контря.чя).
Способ осуществляют следующим обра3OAi.
Звукопровод закрепляют в держателе, в котором имеются контакты для подачи элект- р()сп|-пала на преобразователь звуконровода н С1)ема задержанного электрического сигнала со второго преобразователя, и эк0 рапиру ют от попадания СОЖ в звуко- нровод. Включенный таки.м образо.м в электрическую схему звуконровод доводят на шли- ||Л)вальном алмазном круге в нрисутствии СОЖ. В процессе доводки непрерывно контролируют время задержки и а.мплитуду затухания ультразвукового сигнала и сравнивают их с нараметрами эталонной лп- iHiH задержки на экране осциллографа.
В процессе доводки проис.ходнт съем материала с обрабатывае.мой поверхности звуконровода. его линейные размеры умень- Н1аются, уменьшается время задержки ультразвукового сигнала.Доводку производят до тех нор. пока время задержки обрабаты- ваемо1 о звуконровода не уменьшится до эта- .1ОИ1ЮГО значеиия. Точность контро.чя элект- )пческ1 х параметров обрабатываемого зву- конроиода в данном случае повышается за счет TDio. что сравнивае.мые сигна.::) на экране мгци. Ь юграфа имеют нриблизите.чьно одинаковую амн.штуду. за счет чего точность линейных раз.меров обрабатываемых звуко0 нроводов повьпнается.
Пример.
Звукопровод УЛЗ 128-2А размерами 60,5X24,2X0,8 мм стекла Ф4 с закрепленными преобразователями устанавливают в держатель и на станке ГПП - 300 обрабатывают торен (рабочую грань 24,2X0,8 мм) на алмазном нктифовальном круге с f 3-5.
Режим доводки: 240 об/мин (частота
вращения инструмента 24 с); усилие приQ жима обрабатываемой детали к рабочей
плоскости инструмента 0,1-0,5 Н; СОЖ -
проточная вода, расход 0,5-10 мл/мин.
Используют алмазный круг 6А2 200Х Х40Х5Х51 АСМ 28/20 (см. при.мер 3 и 4 в таблице).
Выбор величины относительной диэлектрической проницаемости абразивосодержащего слоя круга проводился на основании результатов испытаний.
0
5
5
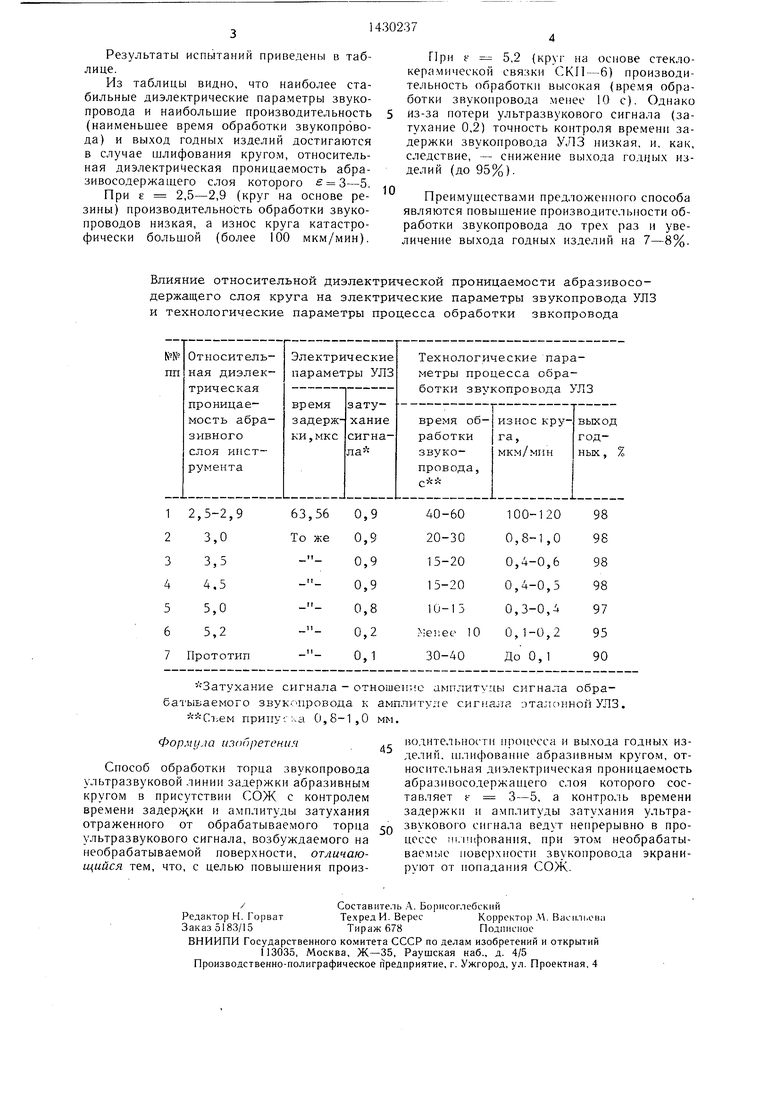
Результаты испытаний приведены в таблице.
Из таблицы видно, что наиболее стабильные диэлектрические параметры звуко- провода и наибольшие производительность (наименьшее время обработки звукопрово- да) и выход годных изделий достигаются в случае шлифования кругом, относительная диэлектрическая проницаемость абра- зивосодержашего слоя которого е 3-5.
При е 2,5-2,9 (круг на основе резины) производительность обработки звуко- проводов низкая, а износ круга катастрофически большой (более 100 мкм/мин).
При е 5,2 (круг на основе стекло- керамической связки СКП-6) производительность обработки высокая (время обработки звукопровода менее 10 с). Однако из-за потери ультразвукового сигнала (затухание 0,2) точность контроля времени задержки звуконровода УЛЗ низкая, и, как, следствие, - снижение выхода годных изделий (до 95%).
Преимуществами предложенного способа являются повышение производительности обработки звукопровода до трех раз и увеличение выхода годных изделий на 7-8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковая многоотводная линиязАдЕРжКи | 1979 |
|
SU836770A1 |
| Регулируемая ультразвуковая линия задержки | 1974 |
|
SU542332A1 |
| Способ резки заготовок на пластины | 2002 |
|
RU2220845C1 |
| Ультразвуковая линия задержки | 1976 |
|
SU603100A1 |
| Торцевой шлифовальный инструмент | 1988 |
|
SU1646825A1 |
| Стекло для линии задержки | 1985 |
|
SU1279974A1 |
| Коррелятор | 1976 |
|
SU560237A1 |
| Способ контроля качества прямоугольных пьезокварцевых звукопроводов ультразвуковых линий задержки | 1983 |
|
SU1224717A1 |
| Ультразвуковая линия задержки | 1980 |
|
SU860279A1 |
| Абразивный круг | 1987 |
|
SU1414602A1 |
Изобретение относится к области обработки неметаллически.х материалов. Целью изобретения является повышение производительности обработки и вы.хода годных изделий. Шлифование торпа звукопровода ведут абразивным кругом, относительная диэлектрическая ироницаемость абразивосо- держашего слоя которого составляет е 3-5, с непрерывны.м контролем времени задержки и амплитуды затухания ультразвукового сигнала, при этом необрабатываемые поверхности звукопровода экранируют от попадания СОЖ. 1 табл.
Влияние относительной диэлектрической проницаемости абразивосо- держащего слоя круга на электрические параметры звукопровода УЛЗ и технологические параметры процесса обработки звкопровода
Затухание сигнала - отношение амплитупы сигнала обрабатываемого звукг провода к амплитупе сигн.ала эталонной УЛЗ. -Съем припуска 0,8-1,0 мм.
Формула изопретени.ч
45
1К)дительности процесса и выхода годных изделий, нлифование абразивным кругом, от- Способ обработки торца звукопроводаносительная диэлектрическая проницаемость ультразвуковой линии задержки абразивнымабразивосодержашего слоя которого сос- кругом в присутствии СОЖ с контролемтавляет е 3-5, а контроль времени времени задер ки и амплитуды затуханиязадержки и амплитуды затухания ультраотраженного от обрабатываемого торцасп звукового сигнала ведут непрерывно в про- ультразвукового сигнала, возбуждаемого нацессе шл рфовання, при этом необрабаты- необрабатываемой поверхности, отличаю-ваемые новерхности звукопровода экрани- щийся тем, что, с целью повышения произ-руют от нопадания СОЖ.
1К)дительности процесса и выхода годных изделий, нлифование абразивным кругом, от- носительная диэлектрическая проницаемость абразивосодержашего слоя которого сос- тавляет е 3-5, а контроль времени задержки и амплитуды затухания ультразвукового сигнала ведут непрерывно в про- цессе шл рфовання, при этом необрабаты- ваемые новерхности звукопровода экрани- руют от нопадания СОЖ.
| Активный контроль в машиностроении | |||
| Л.: Машиностроение, 1978, с | |||
| Паровой котел с винтовым парообразователем | 1921 |
|
SU304A1 |
| Техпроцесс доводки звукопроводов УЛЗ, ЯИО 341.919ТИ, ред | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Предприятие п/я X-5263, Киев, 1986. | |||
