(Л
7
1-.1
Изобретение относится к области изготовления сборного абразивного инструмента, применяемого для обработки сферических или плоских ограниченных некруговым контуром поверхностей из хрупких материалов, например экранов кинескопов.
Цель изобретения - повышение качества обработки поверхности хрупких материалов.
На чертеже изображена конструкция абразивного элемента.
Лбразивосодёржащий слой 1 цилиндрической формы заключен в цилиндрические втулки 2 и 3, рабочей поверхностью которых является фаска, расположенная по отношению к ра бочей поверхности цилиндра под углом ot , равным 30-45 , что обеспечивается конструкцией инструмента, прессующего абра- зивньй элемент, а в процессе работы опережающим износом втулок. Для обеспечения постоянного возобновления фаски износостойкость внешней втулки должна быть на 20-30% ниже износостойкости обрабатываемого материала, что достигается исключением из связки абразивных материалов и увеличением ее пористости. С учетом возможного изменения износостойкости обрабатываемых деталей и, следовательно, возможного варианта быстрого износа наружной втулки так, что обнажается образующая поверхность цилиндра, необходимо наличие второй втулки, износостойкость которой должна быть вьше износостойкости внешней, что достигается уменьшением пористости и введением мягких абразивов (пемза, перлит и др. ) .
Пример. Изготавливают инструмент для обработки сферы зкрайов. Керамическую связку для первой наружной втулки готовят без алмазных зерен. Количество органических включений, обеспечиваюиу1х пористость связки, увеличивают в 1,5-1,6 раза, по сравнению с количеством их в абрази- восодержащем цилиндре, но не более 60% общего объема связки. Из этого материала прессуют наружную втулку с фаской в основании. Распрессовы- вают и, не извлекая втулку из матрицы, сверху на нее устанавливают металлическую втулку такого же размера а внутрь металлический цилиндр, диаметр которого равен внутреннему диаметру следующей втулки. В образован46022
ную полость засыпают связку с количеством органических включений в 1,1- 1,3 раза больше, чем в абразивосо- держащем цилиндре, с включением вместо алмазных зерен мягкого абразива (пемзы или перлита) и прессуют до высоты предьщущей втулки.
Конструкция пресс-формы предусматQ ривает образование общей фаски в основании этих втулок. Снова распрес- совывают, извлекают внутренний металлический стержень, сверху устанавливают металлическую втулку, равную
5 внутренней. В образованную полость насыпают шихту (связку с ялмазными зернами) и прессуют внутренний абразивный цилиндр до высоты втулок. Рас- прессовывают и извлекают все метал0 лические втулки. Подпрессовывают весь абразивный элемент. Распрессовывают, извлекают абразивный элемент, термо- обрабатывают, соединяют с подложкой 4, в которой имеются пазы, пазами
5 вставляют в кольцевые пружины 5 и устанавливают в металлический корпус сборного инструмента.
Абразивный круг работает следующим образом.
0 Перед заходом абразивного элемента на сферу экрана кольцевые пружины 5 ограничивают максимальное значение смещения рабочей поверхности 6 относительно сферы 7 до вeJШчины, равной о . Поэтому на расстоянии S от рабочей поверхности элемента на рабочей фаске втулок 2 и 3 (при изготовлении элемента высота фаски втулок h не менее 1,2 мм, в то время как 8
,. не превышает 0,8 мм) происходит первичное взаимодействие обрабатываемого материала с абразивным элементом. В процессе взаимодействия возникает сила, действующая на абразивный элемент.
5 I
Максимальное значение угла of- равно 45, так как при его дальнейшем увеличении возрастает вертикальная составляющая F, , что ведет к увеличе0 нию жесткости первичного взаимодействия абразивного элемента и обрабатываемой поверхности. Минимальная величина угла oL равна 30°, потому что дальнейшее снижение этого угла может
привести к тому, что высота фаски h будет меньше величины S , что недопустимо, так как первичное взаимодействие абразивного элемента с обраба5
тываемой поверхностью носит жесткий ударный характер.
Таким образом, предложенная конструкция абразивного многоэлементного круга Тюзволяет устранить трещины и сколы при заходе абразивного инструмента на обрабатываемую поверхность в зоне захода. Не разрушается и абра- зивонесущая часть элемента 1, что обеспечивает уменьшение высоты микронеровностей по всей обрабатываемой поверхности. Если абразивный многоэлементный круг на керамической связке с зернистостью 20/14, соответствующий известной конструкции при обработке экрана кинескопа обеспечивает по всей обрабатываемой поверхности величину микронеровностей R в интервале 0,32-0,63 мкм, а в зоне захода возрастает до 1,5 мкм, то при всех прочих равных условиях при работе предложенным инструментом величина микронеровностей R по всей рабочей поверхности снижается до 0,30 - 0,48 мкм, что снижает величину микро0
неровностей R Q по всей обрабатываемой поверхности на 10-25%, а по периферийной зоне обрабатываемого материала на 200-250%.
Формула изобретения
Абразивный круг, включающий корпус с закрепленными в нем абразивными элементами, соединенными между собой посредством гибкой связи и установленными с возможностью относительного осевого перемещения, отличающийся тем, что, с целью повы- шени5Г качества обработки поверхности хрупких материалов, каждый абразивный элемент вьтолнен в виде цилиндрического тела с центральной и по меньшей мере двумя концентрическими зонами, износостойкость которых уменьшается в направлении от центральной зоны, при этом рабочие поверхности концентрических зон нак- 5 лонены относительно рабочей поверхности инструмента под углом 30-45.
5
0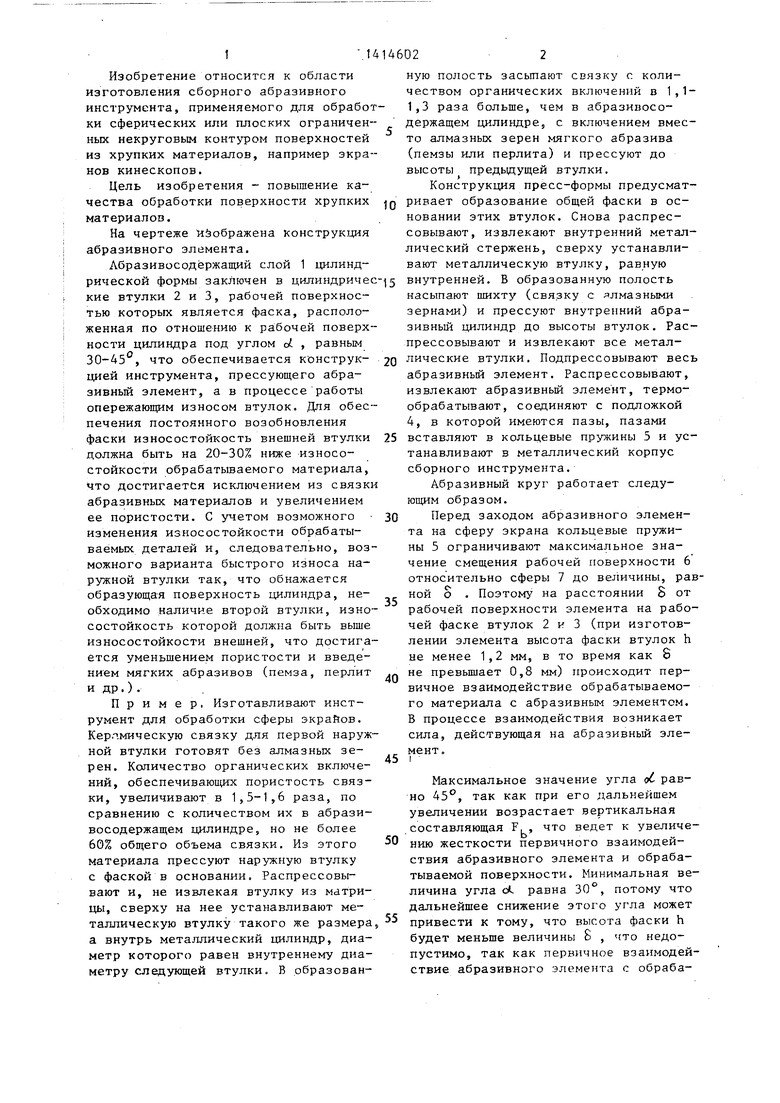
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1360977A1 |
| АБРАЗИВНЫЙ КРУГ | 1993 |
|
RU2053108C1 |
| Абразивный инструмент | 1982 |
|
SU1077771A1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| Абразивный торцовой инструмент | 1985 |
|
SU1311921A1 |
Изобретение относится к области изготовления абразивного,инструмента, применяемого для обработки поверхностей из хрупкого материала. Целью изобретения является повьшение качества обработки поверхности. Абразивные элементы, закрепленные в корпусе с возможностью относительного осевого перемещения, выполнены в виде цилиндрических тел, каждьй элемент имеет центральную 1 и по меньшей мере две концентрические зоны 2, 3, причем последние имеют разную износостойкость, которая уменьшается от центральной зоны 1. Рабочие поверхности концентрических зон, контакти- pyniBfie с обрабатываемой поверхностью, выполнены коническими. 1 ил.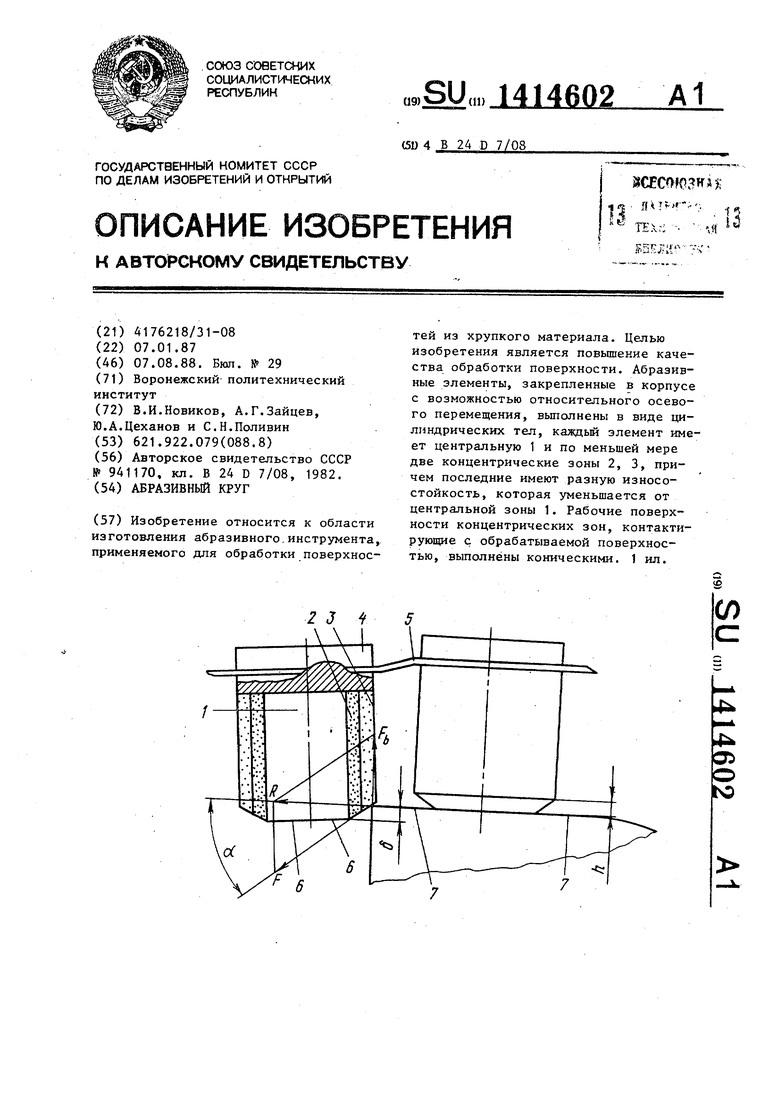
| Торцовый многоэлементный круг | 1980 |
|
SU941170A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
