(Л
с:
74
Фиг. 5
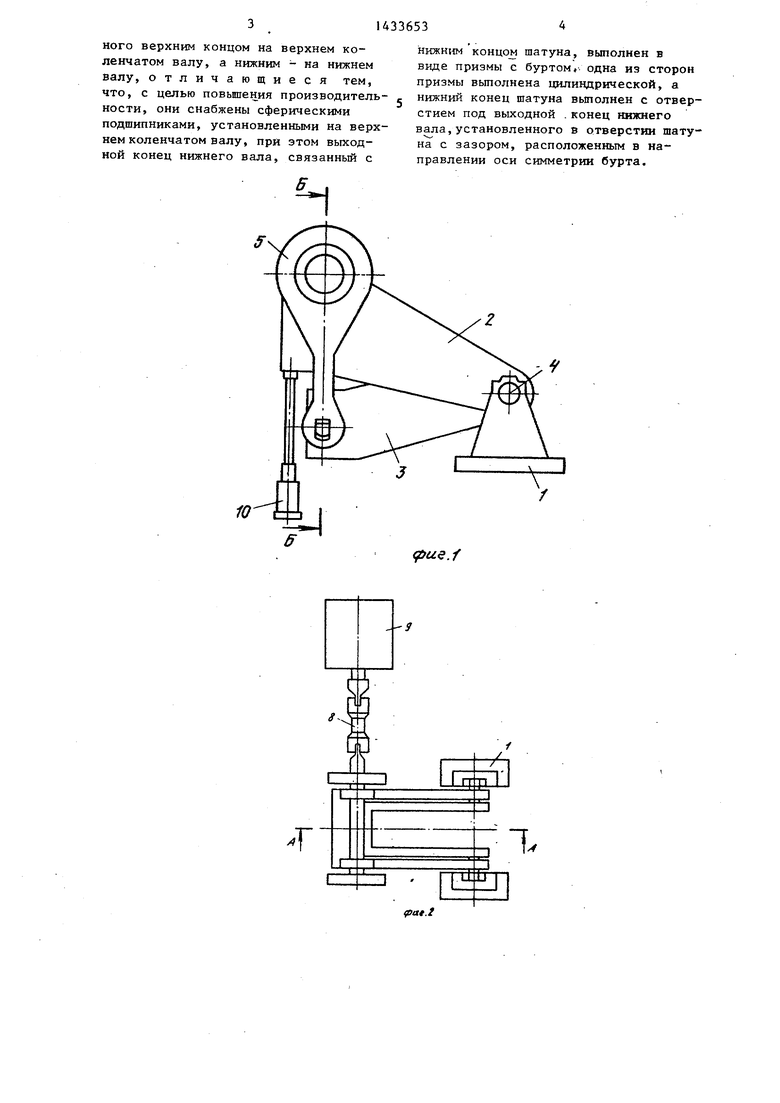
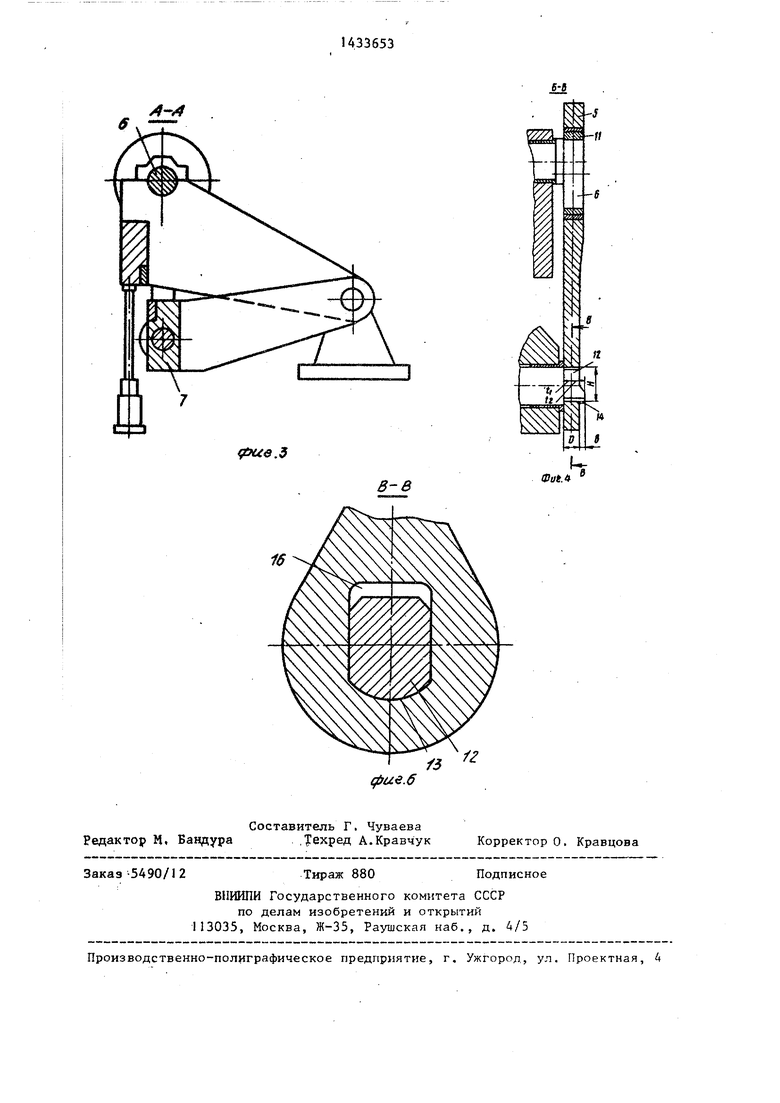
, Изобретение относится к обработ- |ке металлов давлением, в частности |К ножницам для резки проката. Целью изобретения является повы- шение производительности ножниц. На фиг. 1 изображены ножницы, вид сбоку; на фиг. 2 - то же, вид в :плане, на фиг. 3 - разрез А-А на :фиг. 2; на фиг. 4 - разрез Б-Б (ра- |бочее положение) на фиг. 1 на фиг, 5 - то же, положение рассоединения шатуна с осью, на фиг. 6 -- разрез В-В на фиг. 4.
Ножницы для резки проката содер- жат стойки 1, установленные в них верхний рычаг 2 и нижний рычаг 3, связанные между собой валами 4, шатунами 5, коленчатый вал 6 и вал 7. Коленчатый вал 6 через шпиндель 8 со- единен с приводом 9. Верхний рычаг 2 поддерживается механизмом установки верхнего рычага 10. Шатуны 5 установлены на коленчатом валу б на сфе рических подшипниках 1. Нижним кон- цом шатуны 5 соединены с 7 че- |рез цапфы 12. Усилие реза воспринимается цилиндрической поверхностью 13. Случайное саморассоединение шатунов 5 и цапф 12 предохраняется бур том 14. Цапфы 12 вьтолнены в виде Iпризмы, одна сторона которой вьшол- :нена цилиндрической, причем шатуны i5 охватьюают цапфы 12 по цилиндриче- ;ской и двум плоскостям, а между : третьей плоскостью и поверхностью Iрасточки шатуна 5 имеется зазор, ве- |личина которого не менее величины I смещения нижнего вала 7 относитель- ;но шатуна 5, необходимого для вы- вода бурта 14 из зацепления и беспрепятственного поворота шатуна 5 вокруг сферического подшипника II, с помощью прокладки I5 бурт 14 выходит из зацепления. Для обеспе- чения такого зазора размер отверстия 16 в шатуне 5 выполняется равным Н и определяется следующим образом.
Г -
Размер отверстия Н
{
В
- t; t« + л ,
- расстояние от центра шарнира до низа цапфы; - расстояние от центра шар- нира до верха цапфы;
- размер цапфы с буртом;
) - размер отверстия в шатуне;
- расстояние от вертикальной оси, проходящей через центр сферического шарнира, до внутренней плоскости шатуна
- толщина бурта 5
- толщина шатуна, D - t + Ь.
Тогда
С, А
+ 0,54
Q
5 0 5 о Q д
0
5
Cj, t - В + 0,5u.
где Д - монтажный зазор, в зависимости от габаритов и реальных размеров механизма 5-20 мм.
Данная форма является оптимальной как с точки зрения восприятия нагрузок, так и по технологичности изготовления.
Разборка механизма резания ножниц происходит следующим образом.
Под нижний рычаг 3 ставятся временные прокладки 15, механизмом установки верхнего рычага 10 опускается механизм резания. После того как нижний рычаг 3 обопрется на прокладки 15, при дальнейшем опускании верхнего рычага 2 шатуны 5 займут такое положение, что зазор между верхними плоскостями цапфы I2 и отверстия 16 в Ештуне 5 уменьшится до размера Су а снизу между буртом 14 и цилиндрической поверхностью отверстия 16 в шатуне 5 появится зазор Су, Затем механизм установки верхнего рычага 10 фиксируется в этом положении.
Поворотом шатуна 5 на сферическом подшипнике 11 шатун 5 рассоединяется с цапфой 12 оси.
Дальнейшая перевалка механизма резания частями не представляет сложности. Демонтируется коленчатый вал 6 в сборе с шатунами, верхний рычаг 2, а затем - нижний рычаг 3.
Установка нового механизма резания идет в обратном порядке. I
Быстрая разборка шатуна с валом
с применением сферических подшипников и цапфы с буртом повьшает про- изводитсальность ножниц.
Формула изобретения
Ножницы для резки проката, содержащие верхний и нижний рычаги, несущие ножи и связанные между собой при помощи шатуна, установлен(ftUQ.f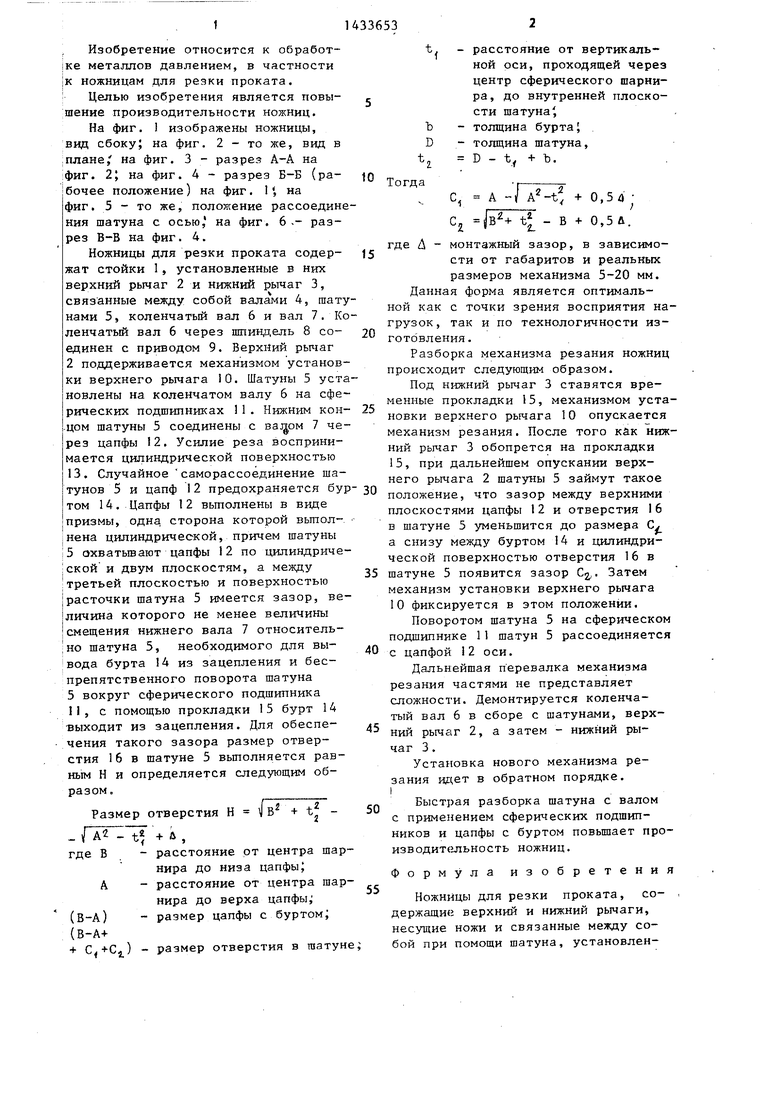
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки проката | 1990 |
|
SU1810204A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1996 |
|
RU2110372C1 |
| Ножницы для резки проката | 1983 |
|
SU1136899A1 |
| Ножницы для резки проката | 1989 |
|
SU1697981A1 |
| Ножницы для резки горячего проката | 1989 |
|
SU1697982A1 |
| Ножницы для резки проката | 1989 |
|
SU1697983A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1994 |
|
RU2089353C1 |
| Ножницы для резки проката | 1983 |
|
SU1119789A2 |
| ГИЛЬОТИННЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО ПРОКАТА | 2005 |
|
RU2291047C2 |
| Ножницы для резки металла | 1990 |
|
SU1770101A1 |
Изобретение, относится к обработке металлов давлением, в частности к ножницам для резки проката. Цель изобретения - повышение производительности ножниц. Ножницы содержат рычаги 2, 3, каждый из которых несет нож. Рычаги связаны между собой шатуном 5. Верхний конец шатуна 5 установлен на кривошипном валу 6 на сферическом подшипнике 11, а нижний установлен на нижнем валу 7 с зазором. Поворотом шатуна 5 на сферическом подшипнике 11 шатун рассоединяется с цапфой 12. Зазор между ниж-/ ним концом шатуна и призматическим концом вала необходим для вьгоода бурта 14 из зацепления. Это позволяет осуществлять более быстрый съем шатуна 5 при перевалке механизма резания. 6 ил.g
.t
-4
(jffue.S
16
в-в
tDatA
/
| Ножницы для резки и проката | 1963 |
|
SU585922A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
