со Kj
00
со
t
Изобретение относится к заготовительному производству машиностроительных предприятий, а именно к устройствам для резки проката.
По основному авт.св. № 1058720 известны ножницы для резки проката, содержащие станину, верхний ползун с ножом, механический прижим, нижний ползун с ножом, пружинные амортизаторы, привод, вьшолненный в виде плавающего двухэксцентрикового вала, механизм уравновещивания верхнего ползуна, гидравлический амортизатор нижнего ползуна,, вьшолненный в виде корпуса и размещенног в нем плунжера, и механизм подъема нижнего ползуна, выполненный в виде гидравлического цилиндра, в корпусе которого расположены поршень со штоком, при этом свободный конец штока поршня цилиндра механизма подъема нижнего ползуна размещен в корпусе гидравлического амортизатора с возможностью взаимодействия с торцом его плунжера у .
Однако известное устройство не обеспечивает постоянными проектные исходные положения верхнего и нижнего ползунов, прижима и рабочий просвет ножниц. За счет просадки пружин амортизатора и увеличения зазоров в подшипниках происходит увеличение заглубления нижнего ползуна относительно рольганга в исходном положении. Это приводит к опусканию на такую же величину верхнего ползуна, шарнирно связанного с нижним посредством шатунов. Так как двухэксцентриковый вал верхнего ползуна шарнирно соединен посредством тяг с рычагом прижима в средней его части, то плита прижима опускается на величину, равную удвоенной величине опускания верхнего ползуна, чт приводит к уменьшению рабочего просвета и затрудняет задачу проката в ножницы для прорезки. Это ухудшает условия обслуживания ножниц.
Целью изобретения является улучшение условий обслуживания ножниц за счет повышения надежности фиксирования исходного положения нижнего ползуна.
Указанная цель достигается тем, что в ножницах для резки проката гидравлический цилиндр механизма подъема нижнего ползуна снабжен установленным с возможностью перемещения вдоль его штока дополни19789 2
тельным поршнем большего диаметра, чем диаметр основного поршня, при этом полость гидравлического цилинд. ра выполнена со ступенью большего 5 диаметра под указанный дополнительный поршень.
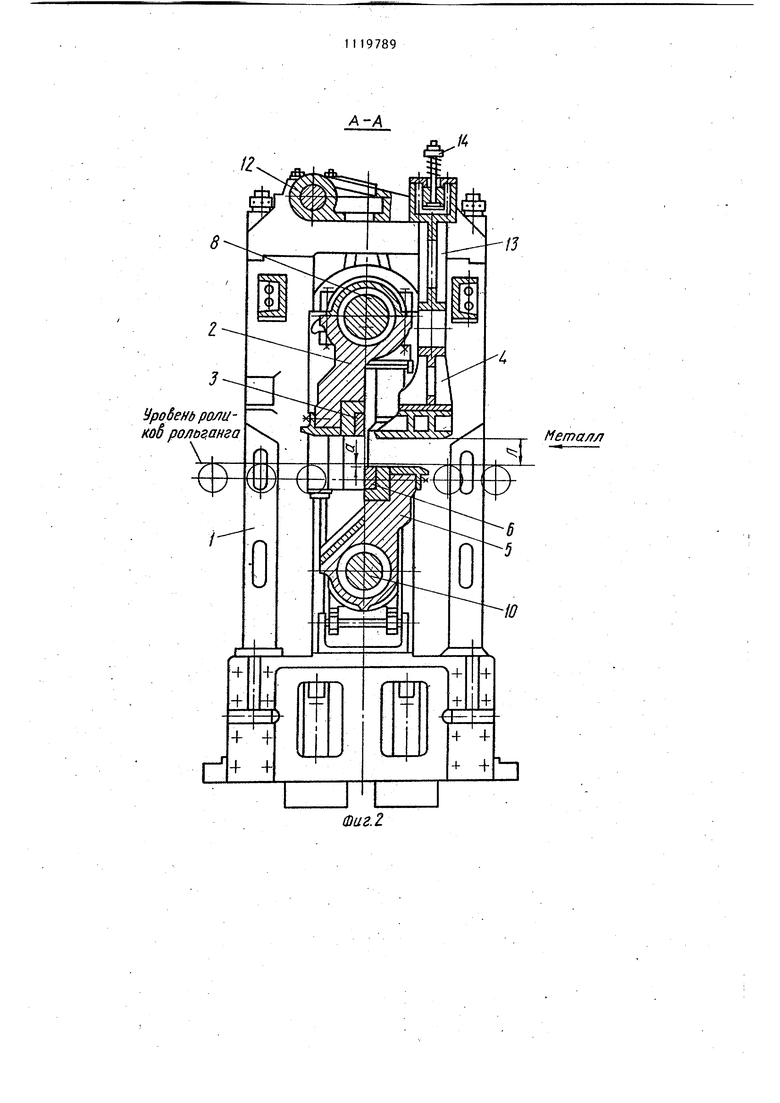
На фиг.1 изображены ножницы для резки проката, общий вид на фиг.2 разрез А-А на фиг.1; на фиг.З 10 узел I на фиг., в разрезе.
Ножницы дли резки проката с нижним резом и верхним подвижным до резания ножом содержат станину 1 закрытого типа, верхний ползун 2 J5 t ножом 3, механический прижим 4, нижний ползун 5 с ножом 6, пружинные амортизаторы 7, двухэксцентриковый вал 8, щатуны 9 с осью 10, тяТк с рычагом 12. Рычаг 12 прижима шарнирно закреплен на станине ножниц 1 и соединен шарнирно с ползуном прижима 4 nocpeq,CTBOM рычага 13, оснащенного пружинным буфером 14 для смягчения ударов при посадке на теталл. Ножнищл снабжены также механизмом уравновешивания верхнего ползуна 15 и гидравлическими амортизаторами нижнего ползуна 16,который в свою очередь состоит из корпуса 17, плунжера 18, в корпусе выполнены отверстия 19 и 20 для подвода жидкости. Короткоходовой гидравлический цилиндр 21 состоит из корпуса 22, поршня 23 со штоком 24, крьщ1ки 25, уплотнительного. узла 26,стакана 27. В штоковой полости размещается дополнительный поршень 28. Поршневая и щтоковая полости цилиндра имеют соответственно бтверстия 2931 для подвода жидкости.
В исходном положении ножниц ножи 3 и 6 разведены, нижний ползун 5 опирается на рычаги пружинных амортизаторов 7, а нижний нож 6 находится ниже уровня роликов рольганга на величину а , равную примерно 5-20 мм, при этом прижим 4 находится на расстоянии Л от уровня роликов рольганга (рабочий просвет): и ниже кромки верхнего ножа на 50-70 мм (указанные значения величин являются проектными.
В расточках верхнего ползуна 2 на подшипниках скольжения установлен двухэксцентриковый вал 8, кото5 рый мотыле.выми шейками ось D) с эксцентриситетом е относительно оси 2 коренных шеек шарнирно соединен посредством шатунов 9 с осью
3
10 нижнего ползуна 5, а другимн мотылевыми шейками (ось Е с эксцентриситетом e/Z) посредством тяг 1 с рычагом прижима I2 в средней его част.и. Ось 10 посредством серьги 32 связана с плунжером 18, имеющим возможность перемещаться в корпусе 17 гидравлического амортизатора. Корпус 17 в свою очередь сочленен с короткоходовым гидравлическим цилиндром 21. Основной поршень 23 размещен в стакане 27, установленном в корпусе 22 короткоходового цилиндра, а дополнительный поршень 28 располагается непосредственно в корпусе 22. При этом щток 24 поршня 23 имеет возможность входить в полость Я гидравлического амортизатора 16,.
Между плунжером 18 гидравлическот го амортизатора 16 и штоком 24поршня 23 гидравлического цилиндра 2I в исходном положении предусмотрен зазор И , больший, чем возможный ход нижнего ползуна при полном прогибе пружинного амортизатора 7. Ход основного порпня 23 складывается из хода И| (до упора( в дополнительный поршень 28J, позволяющего вывести шток 24-в положение, препятствующее опусканию плунжера 18 цилиндра гидроамортизатора 16 ниже проектного положения перед задачей проката в ножницы (по значению )и совместного хода , основного 23 и дополнительного 28 поршней, который по значению равен ходу К подъема плунжера 18 перед резом.
Подводы 19,. 20 и 28 соединены с гидравлическим аккумулятором низкого давления Д4-6 атм), а подводы 29-31 - с гидросистемой или насосом высокого давления (100 атм}(привод и гидросистема на фиг.1 - 3 не показаны).
Устройство работает следующим образом.
Когда ножницы остановлены перед резом в полости Б и Bj короткоходового цилиндра подъема нижнего ползуна, подается жидкость под высоким давлением. При этом дополнительный поршень 28, имеющий большую чем у основного поршня площадьj перемещается вниз до упора в стакан 27, основной поршень 23 перемещается вверх до упора в дополнительный поршень, жидкость из полости 6 вытесняется в гидравлический аккумулятор низко894
го давления, а шток 24 основного поршня 23 короткоходового цилиндра 21 препятствует просадке нижнего ползуна 5 ниже исходного проектного заглубления q относительно уровня роликов рольганга.
Если окажется, что ползун нижний находится ниже проектного заглубления, то шток 24 основного
поршня 23 через плунжер 18, связан- , ный с осью 10, приподнимает нижний ползун в проектное положение.
При включении ножниц на рез полость 8 гидравлического цилиндра 21
соединяется со сливом, и основной поршень 23 совместно с дополнительным поршнем 28 под воздействием жидкости высокого давления, подведенной к полости Б перемещаются
вверх, совершая ход k, и занимают крайнее верхнее положение. При этом шток 24 основного поршня 23, упираясь в плунжер 18 гидравлического амортизатора 16, совершает вместе
с «им ход iC , равный К , обеспечивая подъем нижнего ползуна 5с разрезаемым прокатом вьште уровня верхней кромки ролика рольганга и удерживает его в этом положении.
Процесс резания осуществляется следующим образом.
После подъема и остановки нижнего ползуна 5 на величину К включаются главные двигатели и эксцентриковый вал 8, вращаясь вокруг оси;
I , опускается вместе с верхним
ползуном 2 (нижний ползун 5 при этом неподвижен). Прижим 4, установленный несколько ниже кромки верхнего ножа, опускается с такой же скоростью
как и верхний ползун 2, При соприкосновении прижима 4 с металлом, находящимся на нижнем ползуне 5 и выбора зазоров в буфере прижима, ось Г останавливается и при дальнейтем вращении эксцентрикового вала нижний ползун поднимается с металлом и прижимом и осуществляется процесс резания.
Когда эксцентриковый, вал повер.нется на 180°, то заканчивается рез (ножи максимально сближены), а полости Б и 8 цилиндра 21 соединяются со сливом, основной 23 и дополнительный 28 поршни под давлением жидкости, постоянно подведенной к полости В от гидравлического аккумулятора низкого давления, neper.
5
мещаются соответственно в крайнее нилшее и верхнее положение.
При дальнейшем вращении эксцентрикового вала сначала опускаются нижний ползун 5 и прижим 4 с зажаты между ними отрезанным металлом, при этом жидкость из цилиндра гидравлического амортизатора вытесняется через отверстия 19 и 20 а после перекрытия плунжером отверстия 19 только через отверстие 20 с дросселированием потока жидкости, чем обеспечивается торможение нижнего ползуна 5 перед посадкой его на рычаги пружинного амортизатора 7. В момент посадки при недостаточно погашенной скорости нижнего ползуна 5 пружинный амортизатор 7 прогибается ниже исходного положения, а плунжер 18 при этом не воздействует на шток 24 поршня 23. Когда скорост
789
нижнего ползуна будет погашена, пружинный амортизатор возвращает нижч НИИ ползунВ исходное положение (может быть отличным от проектного
5 исходного положения).
После остановки нижнего ползуна эксцентриковый вал 8 продолжае т вращаться, при этом верхний ползун 2 и прижим 4 поднимаются в верхнее
10 положение до остановки. После остановки ножниц включается устройство для поддержания уровня нижнего ползуна, и ножницы готовы к следующему резу.
15 По сравнению с известными ножницами использование изобретения позволяет улучшить условия обслуживания ножниц для резки проката за счет повышения надежности фиксиро20 вания исходного положения их нижнего ползуна.
el2
Фа 2.2
А-А
13
Металл
J

| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки проката | 1982 |
|
SU1058720A1 |
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
| Ножницы для резки проката | 1983 |
|
SU1152726A1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Ножницы для безотходной резки проката | 1982 |
|
SU1053984A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006369C1 |
| Ножницы для резки проката | 1978 |
|
SU778953A1 |
| Гидравлический пресс | 1981 |
|
SU1031762A1 |
| Ножницы с верхним резом | 1986 |
|
SU1393552A1 |

НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА по авт.св. № 1058720, отличающиеся тем, что, с целью улучшения условий обслуживания за счет повышения надежности фиксирования исходного положения нижнего ползуна, гидравлический цилиндр механизма подъема нижнего ползуна снабжен установленным с возможностью перемещения вдоль его штока дополнительным поршнем большего диаметра, чем диаметр основного поршня, при зтом полость гидравлического цилиндра выполнена со ступенью большего диаметра под указанный дополнительный поршень.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ножницы для резки проката | 1982 |
|
SU1058720A1 |
