кием между верхним торцом шпонки 17 и Началом резьбы на гайке JO в полости 15о При контакте нижнего торца вала 1 с верхней поверхностью полуТ уф30
35
жины 7 через цилинг,р 8j расположенных zO вдоль втулки 3, определяемому расстоя- в полости 9 вала I, На копирную втул-. ку-винт 3 навинчена копирная гайка ЗО, на наружной поверхности которой установлен хомут в виде фрикционной разрезной втулки П с рычат ом 12, проуиги-25 ты 19 в прорези 38 считывается максимальное значение глубины нарезания резьбы.
При подготовке оправки к работе свинчивают гайку JO вниз до тех пор, пока не будет установлена необходимая глубина нарезки резьбы, которую определяют по гравировке на поверхности шпонки 7} просматриваемой в прорези 38, Затем нормированным усилием затягивают резьбовые элементы 14, в . результате чего разрезная втулка 1 сжимает гайку 10 и между ними возникает сила трения, величина которой превышает усилие резания. Если усилие резания больше силы трения, то гайка 10 враш,аеггся вместе с втулкой-винтом 3 .в отверстии втулки 1 1 , В патрон 21 устанавливают метчик, ориентируя заход резьбы на нем относительно винта 365 после чего метчик крепят в патроне 21 при помощи этого винта. Устанавливают оправку на шпиндель с танк а.
После подготовки оправки к работе подводят метчик к отверстию вплоть до упора о Включают станок, а рычаг 12 устанавливают на упор, Враш;ение от шпинделя через хвостовик 2 передается валу 1, втулке-винту 3, инструмен- тодержателю 18, полумуфте 19, патрону 21 и метчику, что вызывает продоль- 1-ЮР. перемещение гайки 10 вместе с втулкой 1 и рычагом 12, В результате этого ир;струментодержатель 18 вместе
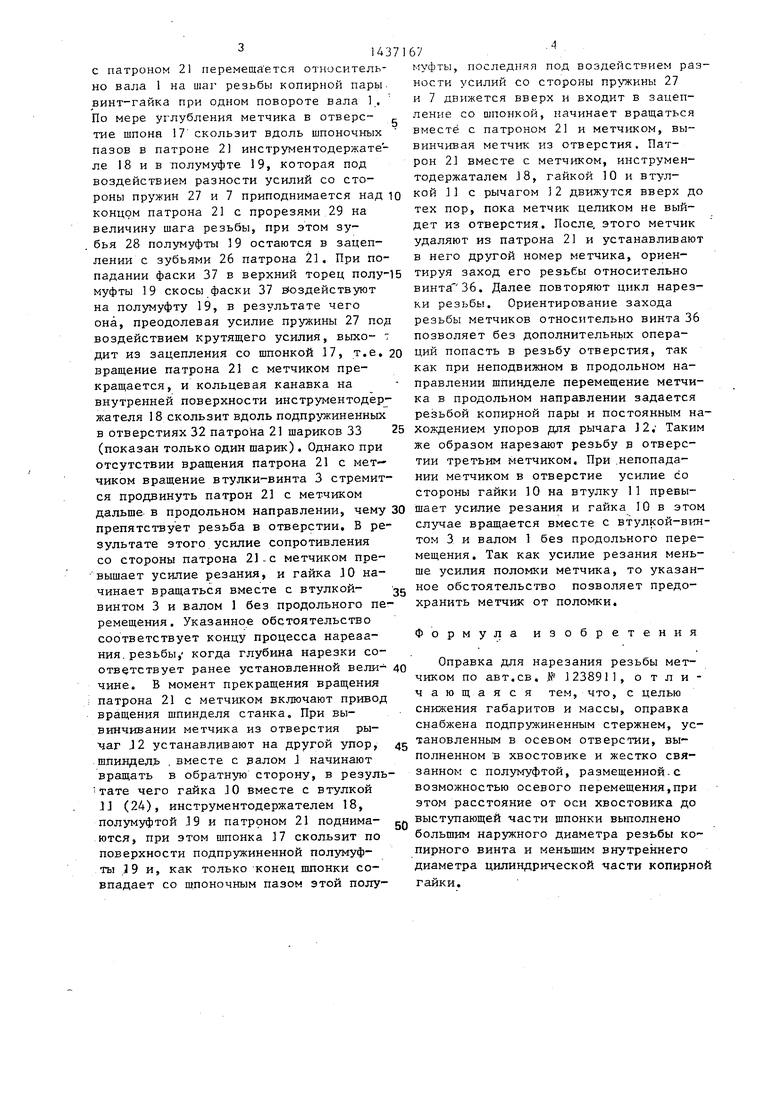
нами 13 с отверстиями, где располаг а-- ются резьбовые элементы 14 для стяги™ вания втулки П. Поверхность гайки 10. не занятая резьбой, выполнена диa 5eт- ром больше наружного диаметра резьбы втулки-винта 3 и образует с последней полость J5. На нижнем конце зала I при I OMOLHH винтов . 6 тареплена шпонка J7j взаимодействующая со шг:а ночным лазом (не показам) инстрлт ен-™ тодержателя IB, шпоночным, пазом (ке показан) подвижный зубчатой полумуф™ ты 19 и шпоночным пазом 20 патрона 21 метчика, Инструментодержатель 18 вместе с антифрикционными шайбами 22 и 23 Q укреплен С возможностью поворота на гайке 10 при помощи .втулки 24, выполненной как одно целое с втулкой 1 1 с выполнен ием поперечно:го разреза 25 В отверстии между зубьями 26 полу- ,; муфты на патроне 21 установлена пружина 275 взаимодействующая с подвижной полумуфтой 9, зубья 28 которой расположены в прорезях 29 полу1 уфты на патроне 21 „ В полосi и: 9 вала 1 расположен стержень 30 полумуфты 19; взаимодейств. тощий с пружиной 7, В патроне 2.1 выполнены отзерстия 31 (показано одно) для ввс.да в отверстия 32 шариков 33s 34 и винтов 35s усилие со стороны которых фиксирует патрон 21 относительно инструментодержателя 18 за счет вза ,о-10- действия шариков 33 с иокархностью
50
55
кием между верхним торцом шпонки 17 и Началом резьбы на гайке JO в полости 15о При контакте нижнего торца вала 1 с верхней поверхностью полуТ уфвдоль втулки 3, определяемому расстоя- ты 19 в прорези 38 считывается максимальное значение глубины нарезания резьбы.
с патроном 21 перемещается относительно вала 1 на шаг резьбы копирной пары винт-гайка при одном повороте вала 1, По мере углубления метчика в отверс- тие шпона 17 скользит вдоль шпоночных пазов в патроне 21 инструментодержате- ле 18 и в полумуфте 19, которая под воздействием разности усилий со стороны пружин 21 к 1 приподнимается над концом патрона 21 с прорезями 29 на величину шага резьбы, при этом зубья 28 полумуфты 19 остаются в зацеплении с зубьями 26 патрона 2, При попадании фаски 37 в верхний торец полумуфты 19 скосы фаски 37 в оздействуют на полумуфту 19, в результате чего она, преодолевая усилие пружины 27 под воздействием крутящего усилия, выхо- т дит из зацепления со шпонкой 17, т.е. вращение патрона 21 с метчиком прекращается, и кольцевая канавка на внутренней поверхности инструментодер- жателя 18 скользит вдоль подпружиненных в отверстиях 32 патрона 21 шариков 33 (показан только один шарик). Однако при отсутствии вращения патрона 21 с метчиком вращение втулки-винта 3 стремится продвинуть патрон 21 с метчиком дальше в продольном направлении, чему препятствует резьба в отверстии, В результате этого усилие сопротивления со стороны патрона 21-с метчиком превышает усилие резания, и гайка JO начинает вращаться вместе с втулкой- винтом 3 и валом 1 без продольного перемещения. Указанное обстоятельство соответствует концу процесса нарезания, резьбы, когда глубина нарезки соответствует ранее установленной вели- чине. В момент прекращения вращения патрона 21 с метчиком включают привод вращения шпинделя станка. При вывинчивании метчика из отверстия ры- чаг J2 устанавливают на другой удор, шпинделе . вместе с валом J начинают вращать в обратную сторону, в резуль- тате чего гайка JO вместе с втулкой JJ (24), инструментодержателем 18, полумуфтой J9 и патррном 21 поднима- ются, при этом шпонка 17 скользит по поверхности подпружиненной полумуфты 39 и, как только конец шлонки совпадает со щпоночным пазом этой полумуфты, последняя под воздействием разности усилий со стороны пружины 27 и 7 движется вверх и входит в зацеп- nemie. со шпонкой, ачинает вращаться вместе с патроном 21 и метчиком, вывинчивая метчик из отверстия. Патрон 21 вместе с метчиком, инструмен- тодержаталем 18, гайкой 10 и втулкой 11 с рычагом 12 движутся вверх до тех пор, пока метчик целиком не выйдет из отверстия. После, этого метчик удаляют из патрона 21 и устанавливают в него другой номер метчика, ориентируя заход его резьбы относительно винта 36. Далее повторяют цикл нарезки резьбы. Ориентирование захода резьбы метчиков относительно винта 36 позволяет без дополнительнь1х операций попасть в резьбу отверстия, так как при неподвижном в продольном направлении шпинделе перемещение метчика в продольном направлении задается резьбой копирной пары и постоянным нахождением упоров для рычага J2,- Таким же образом нарезают резьбу в отверстии третьим метчиком. При .непопадании метчиком в отверстие усилие со стороны гайки 10 на втулку 11 превышает усилие резания и гайка 10 в этом случае вращается вместе с втулкой-внн том 3 и валом 1 без продольного перемещения. Так как усилие резания меньше усилия поломки метчика, то указанное обстоятельство позволяет предохранить метчик от поломки.
Формула изобретения
Оправка для нарезания резьбы метчиком по авт,св. .№ 1238911, отличающаяся тем, что, с целью снижения габаритов и массы, оправка снабжена подпружиненным стержнем, установленным в осевом отверстии, выполненном в хвостовике и жестко связанном с полумуфтой, размещенной-с возможностью осевого перемещения,при этом расстояние от оси хвостовика до выступающей -части щпонки выполнено большим наружного диаметра резьбы ко- пирного винта и меньшим внутреннего диаметра цилиндрической -части копирно гайки.
35-:;
8
Ю
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для нарезания резьбы метчиком | 1984 |
|
SU1238911A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Устройство для нарезания резьбы | 1987 |
|
SU1567335A1 |
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |
| Патрон для нарезания резьбы | 1986 |
|
SU1366331A1 |
| Устройство для нарезания резьбы | 1975 |
|
SU541604A1 |
| Патрон для нарезания мелких резьб | 1978 |
|
SU804264A2 |
| ПРЕДОХРАНИТЕЛЬНЫЙ РЕЗЬБОНАРЕЗНОЙ ПАТРОН | 1991 |
|
RU2032503C1 |
| Гайконарезной автомат | 1980 |
|
SU965653A1 |
| Устройство для нарезания резьбы | 1977 |
|
SU795739A1 |
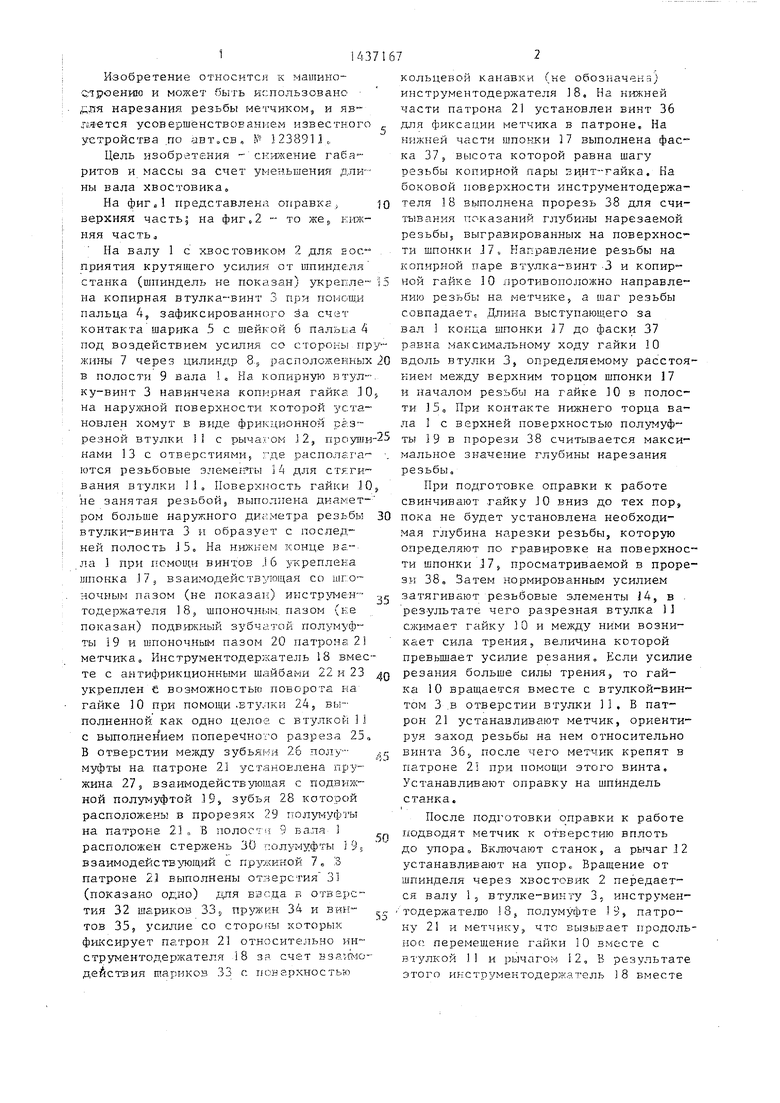
Изобретение относится к машиностроению и может быть использовано в качестве приспособления для нарезания резьбы метчиками в сквозных и глухих отверстиях изделий. Цель изобретения - снижение габаритов и массы за .счет уменьшения длины вала хЬостовика. Оправка содержит вал 1 с хвостовиком 2, копирную пару втулка-винт 3 , гайку 10, хомут в виде разрезной втулки -1 с рычагом 12 и проушинами 13. с резьбовыми элементами 14, укрепленную на валу 1 шпонку, которая взаимодействует с инструментодержателем, подвижной полумуфтой и патроном для метчика, подвижная полумуфта снабжена стержнем, -расположенным но внутренней полости 9 вала 1 и взаимодействующим с пружиной 7, Для устранения полного свинчивания гайки 10 с винта 3 размер от оси вала 1 до кромки шпонки выполнен больше наружного диаметра резьбы втулки-винта 3 и меньше внутреннего диаметра полости гайки 10, . не занятой резьбой. 2 ил. (Л
| Оправка для нарезания резьбы метчиком | 1984 |
|
SU1238911A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
