00
Изобретение относится к ювелирной промьшшенности и может быть применено при полировании неметаллических изделий, в частности, из янтаря.
Цель изобретения - улучшение полирующих свойств наполнителя при обработке изделий из янтаря,
Примеров перфорированный барабан загружают 20 кг наполнителя - кубиков из древесных несмоляных пород дерева (размеры мм).
Предварительно взвешенную навеску 300 г полировальной пасты без аитистн тика расплавляют до текучего состоя- ния на водяной бане и равномерно тонкой струей поливают наполнитель; за- крьшают загрузо шьй люк барабана и приводят его во вращение, Покрытие наполнителя пастой ведут в течегяе ч. После этого барабан останавливают, открывают загрузочный люк и вводят 150 г второй пасты, приготовленной на той же связке, что и первая э но содержащей добавки антиста- тического действия на основе неионо- генного поверхностно-активного вещества в количестве 2-3%,
Состав второй пасты следующий, мас.%1. -
Вяжущае гипсовое 36-57
Стеарин25-30
Воск -10
1,7-2,3
0,3-0,7
Канифоль сосновая 3-6
Вазелин технический 9-17
Смесь полиоксиэтиленгликолеиых эфиров
жирных кислот
Гидpoopтофосфат
.натрия
Вторую полировальную пасту готовят как первую, но дополнительно прибавляют неноногенный ПАВ - смесь поли- оксиэтиленгликолевых эфиров жирный кислот - в основные компоненты для рас- плавленняз потом вводят гидроортофос- фат натрия и гипсовое вяжущее. Вторую пасту также предварительно разогре- ваю т до текучего состояния на водяной бане и тонкой струей поливают наполнитель,
Операции загрузки пасты, закрытие люка и заключение привода барабана выполняют оперативно, чтобы паста не успела затвердеть на наполнителе.Чем быстрее выполняются эти операции, тем равномернее паста распределяется по поверхности наполнителя.
,
5 0 5 0
5
0
5 ,,
5
Окончательную подготовку наполнителя ведут в галтовочном барабане в течение 2-х ч до равномерного распределения пасты по поверхности наполнителя, критерием которого служит наличие у древесных кубиков сухой блестящей поверхности.
После придания наполнителю полиру- .ющих свойств барабан останавливают и загружают обрабатьшаемые янтарные заготовки. Включают привод барабана, . процесс полировки и глянцовки проводят ненрерьшно в течение 28 ч.при скорости вращения барабана 40 об/мни. После завершения технологического процесса барабан останавливают, заготовки янтаря выгружают на вибросито и отделяют готовые изделия от наполнителя, который использ тот повторно и неоднократно.
Качество поверхности обрабатьшае- мых янтарных заготовок определяют визуально путем сравнения с зеркальной поверхностью образцов-эталлонов.
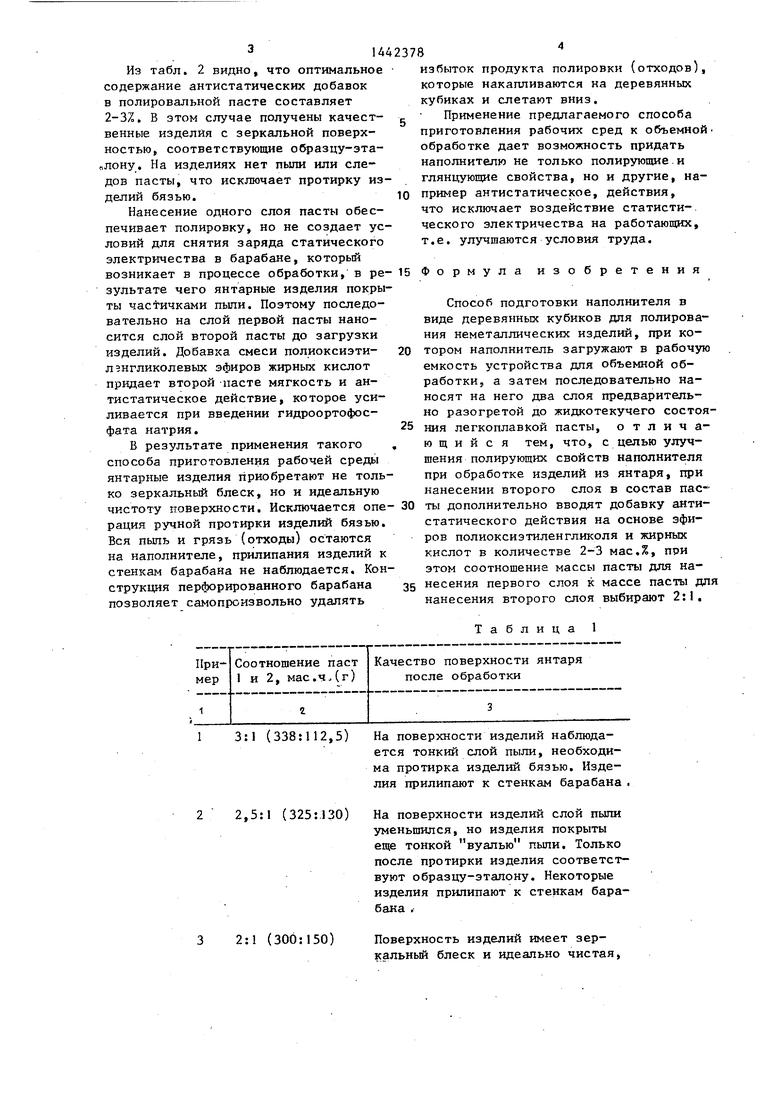
В табл, приведены примеры приготовления рабочих сред при одинаковом временя -нанесения паст на наполнителе 6 ч, одинаковой частоте вращения барабана АО об/мин и разном количественном соотношении паст.
Из табл. 1 ВИ.ЦНО5 что наиболее оптимальные условия подготовки рабочей среды для обработки янтаря соответст- вз ют примеру 3. Небольшие отклонения соотношения паст от оптимального варианта (до 0,20 мае,ч.) в сторону увеличения или уменьшения одной из паст допустимы и почти не влияют на качество поверхности янтаря, образць: изделий соответствуют образцу-эталону.
КоличестБенное соотношение паст 2:1 проверено и подтверждено экспериментально для легкоплавких паст, которые при нагреве приобретают жид- котекучее состояние и в том случае, когда две пасты на той же связз-се.
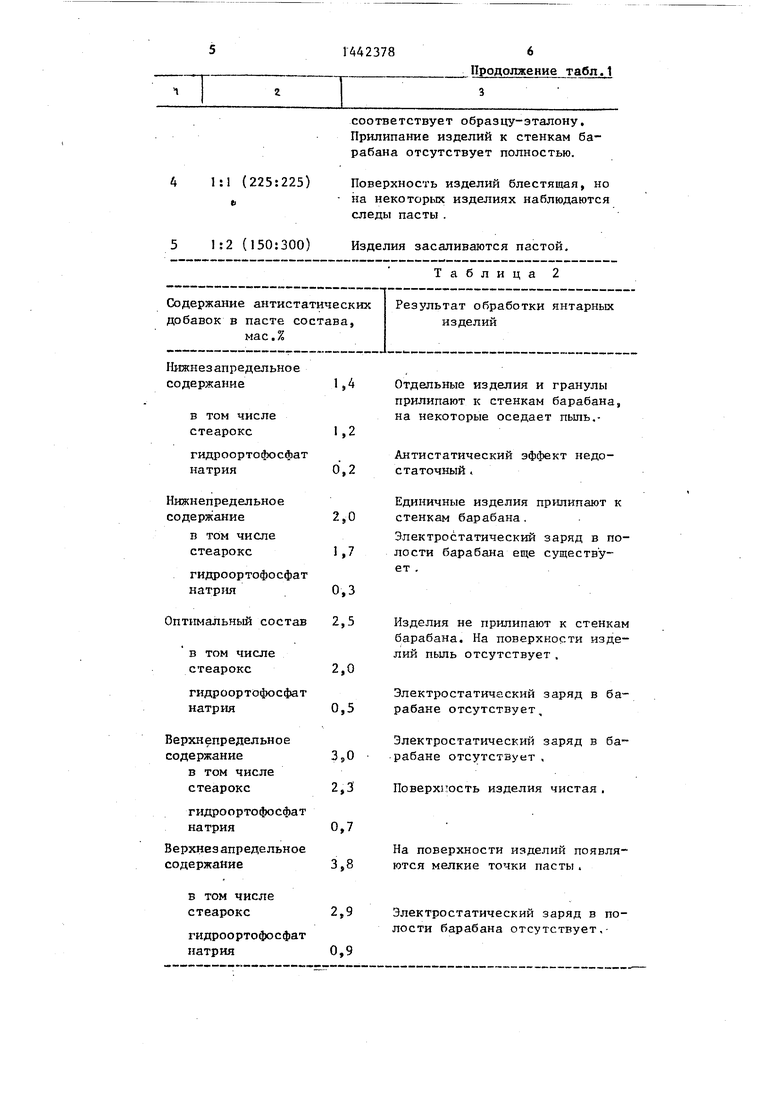
Для доказательства процентного .соотношения добавок антистатического действия проведены экспери;- енталькые работы, результаты которых представ- .пены в табл, 2,
Основная составляющая добавки антистатического действия на основе не- ионогенного ПАВ - смеси полиоксизти- ленгликолевых эфиров жирных кислот, например стеарокса-920.
избыток продукта полировки (отходов), которые накапливаются на деревянных кубиках и слетают вниз.
Применение предлагаемого способа приготовления рабочих сред к объемной обработке дает возможность придать наполнителю не только полирующие.и глянцующие свойства, но и другие, например антистатическое, действия, что исключает воздействие статисти-. ческого электричества на работающих, т.е. улучшаютс я уело вия труда.
Из табл. 2 видно, что оптимальное содержание антистатических добавок в полировальной пасте составляет 2-3%. В этом случае получены качест- g венные изделия с зеркальной поверхностью, соответствующие образцу-эта- ,лону. На изделиях нет пыли или следов пасты, что исключает протирку изделий бязью.10
Нанесение одного слоя пасты обеспечивает полировку, но не создает условий для снятия заряда статического электричества в барабане, который
возникает в процессе обработки, в ре- 15 Формула изобретения зультате чего янтарные изделия покрыты частичками пьши. Поэтому последовательно на слой первой пасты наносится слой второй пасты до загрузки изделий. Добавка смеси полиоксиэти- 20 л нгликолевых эфиров жирных кислот придает второй пасте мягкость и антистатическое действие, которое усиливается при введении гидроортофос- фата натрия.25
В результате применения такого , способа приготовления рабочей среды янтарные изделия приобретают не только зеркальный блеск, но и идеальную чистоту поверхности. Исключается one- 30 ты дополнительно вводят добавку антирация ручной протирки изделий бязью. статического действия на основе эфиСпособ подготовки наполнителя в виде деревянных кубиков для полирования неметаллических изделий, при котором наполнитель загружают в рабочую емкость устройства для объемной обработки а затем последовательно наносят на него два слоя предварительно разогретой до жидкотекучего состоя ния легкоплавкой пасты, отличающийся тем, что, с целью улучшения полирующих свойств наполнителя при обработке изделий из янтаря, при нанесении второго слоя в состав пасВся пыпь и грязь (отходы) остаются на наполнителе, прилипания изделий к стенкам барабана не наблюдается. Конструкция перфорированного барабана позволяет самопроизвольно удалять
ров полиоксиэтиленгликоля и жирных кислот в количестве 2-3 мас.%, при этом соотношение массы пасты для на- 35 несения первого слоя к массе пасты дл нанесения второго слоя выбирают 2:1.
избыток продукта полировки (отходов), которые накапливаются на деревянных кубиках и слетают вниз.
Применение предлагаемого способа приготовления рабочих сред к объемной обработке дает возможность придать наполнителю не только полирующие.и глянцующие свойства, но и другие, например антистатическое, действия, что исключает воздействие статисти-. ческого электричества на работающих, т.е. улучшаютс я уело вия труда.
Формула изобретения
ты дополнительно вводят добавку антистатического действия на основе эфиСпособ подготовки наполнителя в виде деревянных кубиков для полирования неметаллических изделий, при котором наполнитель загружают в рабочую емкость устройства для объемной обработки а затем последовательно наносят на него два слоя предварительно разогретой до жидкотекучего состояния легкоплавкой пасты, отличающийся тем, что, с целью улучшения полирующих свойств наполнителя при обработке изделий из янтаря, при нанесении второго слоя в состав пасров полиоксиэтиленгликоля и жирных кислот в количестве 2-3 мас.%, при этом соотношение массы пасты для на- несения первого слоя к массе пасты для нанесения второго слоя выбирают 2:1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный состав | 1986 |
|
SU1344774A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ С НАПОЛНИТЕЛЕМ ИЗ ЯНТАРЯ И/ИЛИ ОТХОДОВ ЕГО ПЕРЕРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2452715C1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОПИТКИ ПОЛИРОВАЛЬНОГО КРУГА | 2004 |
|
RU2275399C1 |
| ПАСТА ПОЛИРОВАЛЬНАЯ ЖИДКАЯ | 2005 |
|
RU2293097C1 |
| Полировальный состав и способ его получения | 1982 |
|
SU1122677A1 |
| Суспензия для полирования кристаллов германия | 2022 |
|
RU2809530C1 |
| Паста для полирования и шлифования мелких металлических деталей | 1976 |
|
SU594155A1 |
| МОЮЩЕ-ПОЛИРУЮЩЕЕ СРЕДСТВО | 2003 |
|
RU2256682C1 |
| СПОСОБ ФИНИШНОГО ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПЛАСТИН InAs | 2014 |
|
RU2582904C1 |
| СУПЕРФИНИШНАЯ АЛМАЗНАЯ ПОЛИРОВАЛЬНАЯ ПАСТА | 1999 |
|
RU2174138C2 |
Изобретение относится к ювелирной прсмьшшенности и может быть использовано при полировании неметаллических изделий, в частности из янтаря. Целью изобретения является улучшение полирующих свойств наполнителя при обработке изделий из янтаря. Указанная цель достигается тем, что в галтовочный барабан до загрузки ян- тарнь Х изделий на деревянные кубики наносят последовательно в два этапа два слоя полировальных паст, количественное соотношение которых составляет 2:1 массовых частей, причем на втором этапе наносят пасту на той же связке, что и на первом, но с 2- 3 масД антистатической добавки на основе эфиров полиоксиэтиленгликоля и жирных кислот. 2 табЛв
1 3:1 (338:112,5)
2,5:1 (325:.130)
2:1 (300:150)
На поверхности изделий наблюдается тонкий слой пыли, необходима протирка изделий бязью. Изделия прилипают к стенкам барабана
На поверхности изделий слой пыпи уменьшился, но изделия покрыты еще тонкой вуалью пыли. Только после протирки изделия соответствуют образцу-эталону. Некоторые изделия прилипают к стенкам бара- бака ,
Поверхность изделий имеет зер- кальньй блеск и идеально чистая.
41:1 (225:225)
с
51:2 (150:300)
Шганезапредельное содержание
в том числе
стеарокс
гидроортофоефат натрия
Пижнепредельное содержание
в том числе
стеарокс
гидроортофоефат натрия
Оптимальный состав
в том числе стеарокс
гидроортофоефат натрия
Верхнепредельное содержание
в том числе
стеарокс
гидроортофоефат натрия
Верхнезапредельное содержание
Продолжение табл.1
соответствует образцу-эталону. Прилипание изделий к стенкам барабана отсутствует полностью.
Поверхность изделий блестящая, но на некоторых изделиях наблюдаются следы пасты .
Изделия засаливаются пастой.
Отдельные изделия и гранулы прилипают к стенкам барабана, на некоторые оседает пьшь.Антистатический эффект недостаточный t
Единичные изделия прилипают к стенкам барабана.
Электростатический заряд в полости барабана еще существует .
Изделия не прилипают к стенкам барабана. На поверхности изделий пыль отсутствует .
Электростатический заряд в барабане отсутствует,
Электростатический заряд в ба рабане отсутствует .
Поверхность изделия чистая .
На поверхности изделий появляются мелкие точки пасты .
| Полировальная паста | 1982 |
|
SU1054392A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
