Изобретение относится к механическим испытаниям материалов, а именно к устройствам для измерения твердос-- ти при высоких температурах.
Цель изобретения - расширение функциональных возможностей за счет измерения как статической, так и динамической твердости, расширение экс- . плуатационных возможностей за счет проведения измерений на образцах и непосредственно на изделиях и тах в труднодоступных местах, автоматизация испытаний за счет автомативерсе 34 нагружаюпщх узлов J и 2, нижняя траверса 35 которых телескопически соединена втулками 36 с направляющими 37 несущей стойки 29, закрепленными в основании 38, Винтовой механизм перемещения образцов выполнен в виде толкателей 39, размещенных в направляющих втулках 40, соединенных ОД углом 90° с рычагами 4J, снабженными втулками 42, размещенными на валиках 43 винтовых захватов 44, установленных в гайках 45, Втулки 40 толкателей 39 и гайки 45 винтовых захва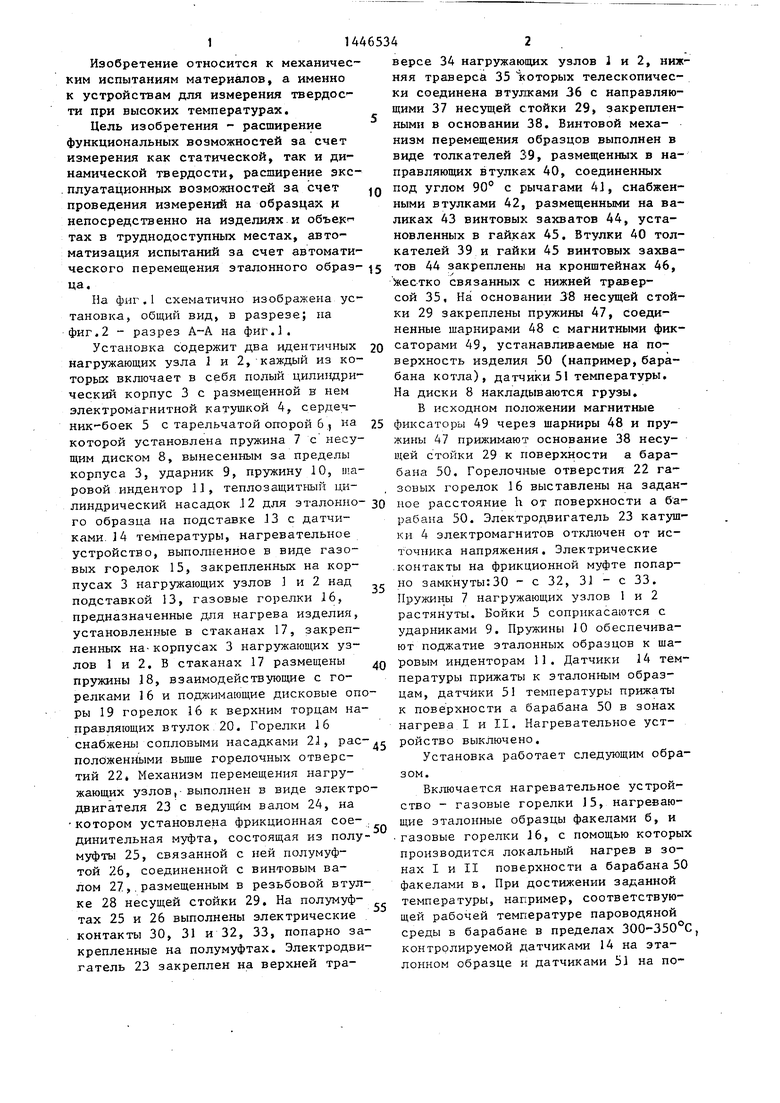

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения твердости материалов | 1980 |
|
SU932371A1 |
| Переносной прибор для определения твердости материалов | 1988 |
|
SU1631353A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ | 1998 |
|
RU2141638C1 |
| Устройство для прочностных испытаний горных пород | 1984 |
|
SU1190236A1 |
| Прибор для автоматического определения твердости по бринеллю | 1974 |
|
SU763739A1 |
| Прибор для измерения твердости материалов при повышенных температурах | 1983 |
|
SU1312443A1 |
| Устройство для испытания резин | 1988 |
|
SU1714439A1 |
| Способ определения твердости | 1991 |
|
SU1809364A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИНАМИЧЕСКОЙ ТВЕРДОСТИ МАТЕРИАЛОВ | 2005 |
|
RU2288458C1 |
| Способ определения твердости материала и устройство для его осуществления | 1982 |
|
SU1068768A1 |
Изобретение относится к механическим испытаниям материалов, а именно к устройствам для измерения твердости при высоких температурах. Целью изобретения является расширение функциональных возможностей за счет измерения статической и динамической твердости, расширение эксплуатационных возможностей за счет проведения измерений на образцах и на изделиях в труднодоступных местах, автоматизация испытаний за счет автоматического перемещения образца. Поставленные цели достигаются тем, что нагружающие узлы установки вьшолнены в виде цилиндров с электромагнитами, сердечниками которых являются подпружиненные бойки, позволяюпц е производить ударное внедрение индентора одновременно в испытуемый материал и в эталонный образец. Установка снабжена магнитными фиксаторами, позволяющими установить ее непосредственно на изделие в труднодоступных местах, и приводом перемещения эталонного образца после очередного испытания. 2 з.п. ф-лы, 2 ил. (Л О) СП со 4
ческого перемещения эталонного образ- 5 г°в закреплены на кронштейнах 46,
ScecTKO связанных с нижней траверсой 35, На основгшии 38 несущей стойки 29 закреплены пружины 47, соединенные шарнирами 48 с магнитными фиксаторами 49, устанавливаемые на поверхность изделия 50 (например, барабана котла), датчики 51 температуры, На диски 8 накладываются грузы.
В исходном положении магнитные 25 фиксаторы 49 через щарниры 48 и пру- 47 прижимают основание 38 несущей стойки 29 к поверхности а барабана 50, Горелочные отверстия 22 газовых горелок 16 выставлены на заданца,
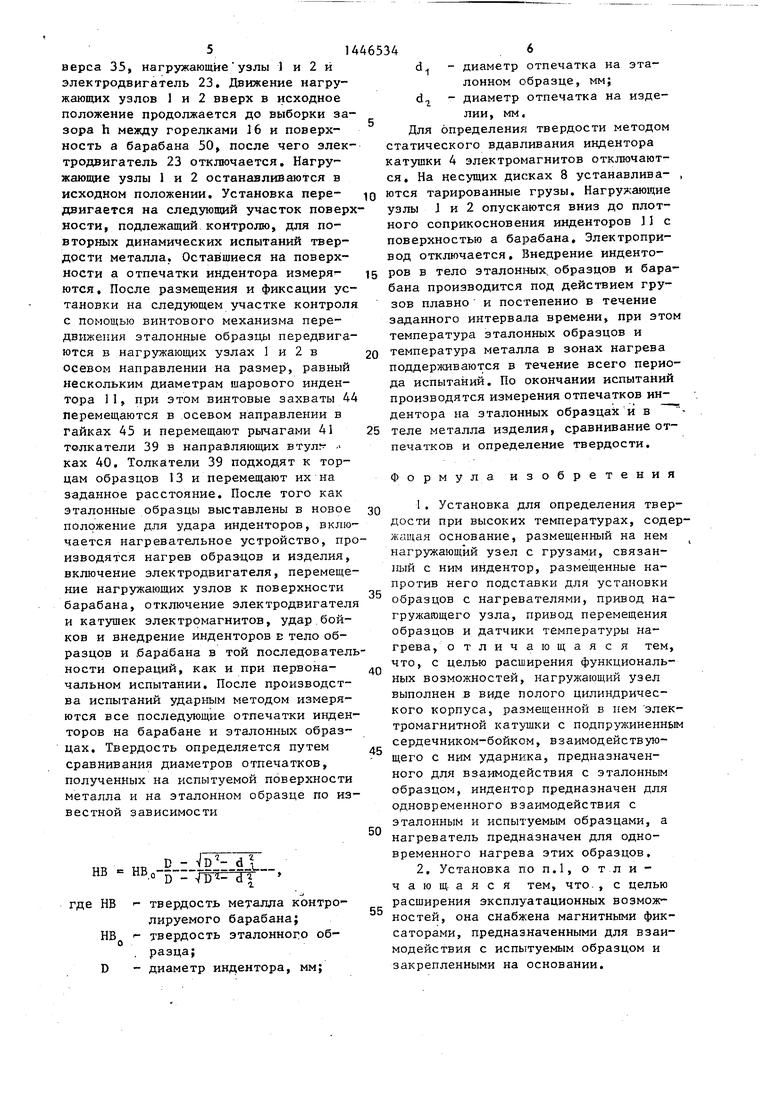
На фнг.1 схематично изображена установка, общий вид, в разрезе; па фиг,2 - разрез А-А на фиГ,,
Установка содержит два идентичных 20 нагружающих узла 1 и 2,-каждый из ко- торьк вкл1очает в себя полый циливдри- ческий корпус 3 с размещенной в нем электромагнитной катушкой 4, сердечник-боек 5 с тарельчатой опорой 6 J на которой установлена пружина 7 с несущим диском 8, вынесенным за пределы корпуса 3, ударник 9, пружину 10, шаровой индентор И, теплозащит1-1ый цилиндрический насадок .12 для эталонно-зо нее расстояние h от поверхности а б аго образца иа подставке 13 с датчиками. 14 температуры, нагревательное устройство, выполценное в виде газовых горелок 15, закрепленных на корпусах 3 нагружающих узлов 1 и 2 над подставкой 13, газовые горелки 16, предназначенные для нагрева изделия, установленные в стаканах 17, закрепленных на- корпусах 3 нагружающих узлов 1 и 2, В стаканах 17 размещены пружины 18, взаимодействующие с горелками 16 и поджимающие дисковые опоры 19 горелок 16 к верхним торцам направляющих втулок 20, Горелки 16
35
40
рабана 50, Электродвигатель 23 катущ- ки 4 электромагнитов отключен от источника напряжения. Электрические .контакты на фрикционной муфте попарно замкнуты:30 - с 32, 31 - с 33, Пружины 7 нагружающих узлов 1 и 2 растянуты. Бойки 5 соприкасаются с ударниками 9, Пружины 10 обеспечивают поджатие эталонных образцов к шаровым инденторам П, Датчики 14 температуры прижаты к эталонным образцам, датчики 51 температуры прижаты к поверхности а барабана 50 в зонах нагрева I и II, Нагревательное устснабжены сопловыми насадками 21, рас-.с ройство выключено.
положенными выше горелочных отверстий 22 Механизм перемещения нагружающих узлов,-выполнен в виде электродвигателя 23 с ведущим валом 24, на
котором установлена фрикционная сое- . динительная муфта, состоящая из полумуфты 25, связанной с ней полумуфтой 26, соединенной с винтовым валом 27,.размещенным в резьбовой втулке 28 несущей стойки 29, На полумуфтах 25 и 26 выполнены электрические
. контакты 30, 31 и 32, 33, попарно закрепленные на полумуфтах. Электродвигатель 23 закреплен на верхней тра50
55
Установка работ зом.
Включается нагр ство - газовые гор щие эталонные обра газовые горелки 16 производится локал нах I и II поверх факелами в. При до температуры, напри щей рабочей темпер среды в барабане; в контролируемой дат лонном образце и д
5
0
рабана 50, Электродвигатель 23 катущ- ки 4 электромагнитов отключен от источника напряжения. Электрические .контакты на фрикционной муфте попарно замкнуты:30 - с 32, 31 - с 33, Пружины 7 нагружающих узлов 1 и 2 растянуты. Бойки 5 соприкасаются с ударниками 9, Пружины 10 обеспечивают поджатие эталонных образцов к шаровым инденторам П, Датчики 14 температуры прижаты к эталонным образцам, датчики 51 температуры прижаты к поверхности а барабана 50 в зонах нагрева I и II, Нагревательное уст0
5
Установка работает следующим образом.
Включается нагревательное устройство - газовые горелки 5, нагревающие эталонные образцы факелами б, и газовые горелки 16, с помощью которых производится локальный нагрев в зонах I и II поверхности а барабана 50 факелами в. При достижении заданной температуры, например, соответствующей рабочей температуре пароводяной среды в барабане; в пределах 300-350°С, контролируемой датчиками 14 на эталонном образце и датчиками 51 на по10
верхности а барабана 50 в зонах нагрева I и II, включаются катушки электромагнитов 4 нагружающих узлов 1 и 2 и электродвигатель 23 привода нагружающего узла. При включении катушек 4 электромагнитов бойки 5 перемещаются в осевом направлении вверх и отрываются от ударников 9, при этом сжимаются пружины 7 и между бойками 5 и ударниками 9 образуются зазоры, в результате чего бойки 5 подготовлены для нанесения удара по ударникам 9. При включении электродвигателя 23 получают вращательное движение ведущий вал 24, фрикционная муфта с ведущей и ведомой полумуфтами 25 и 26 и закрепленные на них замкнутые электрические контакты 30 и 32, 3J и 33, винтовой вал 27. Так как электродви- 20 гатель 23 закреплен на верхней траверсе 34 вместе с нагружающими узлами 1 и 2, которые нижней траверсой 35 через втулки 36 телескопически соединены с направляющими 37, препятствующими повороту траверс относительно несущей стойки 29, вращательное движение винтового вала 27 преобразуется в поступательное движение винтового вала 27 в резьбовой втулке 28 вниз, .одновременно получают поступательное движение по направляющим 37 несущей стойки 29 связанная с ним фрикционная муфта, ведущий вал 24, электродвигавременно останавливается связанная с ним ведомая полумуфта 26 и закрепленные на ней электрические контакты 32 и 33. Но так как ведущий вал 24 электродвигателя 23 продолжает вращательное движение, полумуфта 25 так- де продолжает вращение, преодолевает силу сцепления с ведомой полумуфтой 26 и проскальзывает по поверхности сцепления. В результате поворота и проскальзывания полумуфты 25 относительно полумуфты 26 электрические контакты 30 и 3J на полумуфте 25 раэ15 мыкаются с контактами 32 и 33 на
полумуфте 25. При разомкнутых контактах 30, 32 и 3J, 33 разрьтаются цепи электропитания, отключаются электродвигатель 23 и катушки электромагнитов 4 нагружающих узлов J и 2. При отключении электродвигателя 23 ведущий вал 24 останавливается. При отключении катушек 4 в результате отсутствия электромагнитных сил, взаи25 модействующих с бойками 5 и удерживающих бойки в крайнем верхнем положении, освобождаются сжатые пружины 7. Под действием сил упругости пружин 7 бойки 5 опускаются вниз и наносят удар по ударникам 9. Ударники 9 передают действие удара бойков на эталонные образцы 13, шаровые инденторы 11 и на поверхность а барабана 50. В результате удара происходит внедрение
30
тель 23, верхняя траверса 34 с закреп-35 инденторов П одновременно ленными на ней нагружающими узлами 1 ° эталонных образцов 13 и в те- и 2 и нижняя траверса 35, При движении нагружающих узлов J и 2 к поверхности а изделия 50 перемещаются вниз
40
газовые горелки J 6 и соприкасаются горелочными отверстиями 22 с поверхностью а. Б результате соприкосновения горелок J 6 с поверхностью изделия и поджатия горелок к поверхности
ло изделия 50. После нанесения уда- ров нагружающими узлами J и 2 отключается нагревательное устройство и включается реверс электродвигателя 23, ведущий вал 24 получает вращательное движение в обратном направлении. Полу муфта 25, проскальзывая в момент тро- гания относительно полумуфты 26, поизделия пружинами 18, размещенными в 45 ворачивает свои контакты 30 и 3J, которые замыкаются с контактами 32 и 33 на полумуфте 25, при этом цепь электропитания замыкается. Включаются катушки 4 электромагнитов и в результате появления электромагнитных сил бойки 5 отводятся в крайнее верхнее положение для нанесения удара.
стаканах 17 на нагружающих узлах 1 и 2, выход пламени из горелочных отверстий 22 прекращается, а процесс нагрева и поддержания заданной температуры в зонах I и II обеспечивается факелом пламени из сопловых насадков 21 .
Движение нагружающих узлов 1 и 2 вниз продолжается до плотного соприкосновения шаровых инденторов J с поверхностью а, при этом винтовой вал 27 в результате возрастания крутящего момента останавливается. Одно
временно останавливается связанная с ним ведомая полумуфта 26 и закрепленные на ней электрические контакты 32 и 33. Но так как ведущий вал 24 электродвигателя 23 продолжает вращательное движение, полумуфта 25 так- де продолжает вращение, преодолевает силу сцепления с ведомой полумуфтой 26 и проскальзывает по поверхности сцепления. В результате поворота и проскальзывания полумуфты 25 относительно полумуфты 26 электрические контакты 30 и 3J на полумуфте 25 раэмыкаются с контактами 32 и 33 на
полумуфте 25. При разомкнутых контактах 30, 32 и 3J, 33 разрьтаются цепи электропитания, отключаются электродвигатель 23 и катушки электромагнитов 4 нагружающих узлов J и 2. При отключении электродвигателя 23 ведущий вал 24 останавливается. При отключении катушек 4 в результате отсутствия электромагнитных сил, взаимодействующих с бойками 5 и удерживающих бойки в крайнем верхнем положении, освобождаются сжатые пружины 7. Под действием сил упругости пружин 7 бойки 5 опускаются вниз и наносят удар по ударникам 9. Ударники 9 передают действие удара бойков на эталонные образцы 13, шаровые инденторы 11 и на поверхность а барабана 50. В результате удара происходит внедрение
инденторов П одновременно ° эталонных образцов 13 и в те-
ло изделия 50. После нанесения уда- ров нагружающими узлами J и 2 отключается нагревательное устройство и включается реверс электродвигателя 23, ведущий вал 24 получает вращательное движение в обратном направлении. Полумуфта 25, проскальзывая в момент тро- гания относительно полумуфты 26, по45 ворачивает свои контакты 30 и 3J, ко50
55
торые замыкаются с контактами 32 и 33 на полумуфте 25, при этом цепь электропитания замыкается. Включаются катушки 4 электромагнитов и в результате появления электромагнитных сил бойки 5 отводятся в крайнее верхнее положение для нанесения удара.
В результате вращательного движения ведущего вала 24 электродвигателя 23, фрикционной муфты и винтового валика 27, получающего одновременно поступательное движение в резьбовой втулке 28 относительно несущей стойки 29, перемещаются вверх нижняя траверса 35, нагружающие узлы 1 и 2 и электродвигатель 23, Движение нагружающих узлов 1 и 2 вверх в исходное положение продолжается до выборки зазора h между горелками 16 и поверхность а барабана 50, после чего электродвигатель 23 отключается. Нагружающие узлы 1 и 2 останавливаются в исходном положении. Установка передвигается на следующий участок поверхности, подлежащий контролю, для повторных динамических испытаний твердости металла. Оставшиеся на поверхности а отпечатки индентора измеря - ются. После размещения и фиксации установки на следующем участке контроля с помощью винтового механизма передвижения эталонные образцы передвигаются в нагрз ающик узлах 1 и 2 в осевом направлении на размер, равный нескольким диаметрам шарового индентора 11, при этом винтовые захваты 44 перемещаются в осевом направлении в гайках 45 и перемещают рычагами 41 толкатели 39 в направляющих . ках 40, Толкатели 39 подходят к торцам образцов 13 и перемещают их на заданное расстояние. После того как эталонные образцы выставлены в новое положение для удара инденторов, включается нагревательное устройство, производятся нагрев образцов и изделия, включение электродвигателя, перемещение нагружающих узлов к поверхности барабана, отключение электродвигателя и катущек электромагнитов, удар бойков и внедрение инденторов в тело образцов и барабана в той последовательности операций, как и при первоначальном испытании. После производства испытаний ударным методом измеряются все последующие отпечатки инденторов на барабане и эталонных образцах. Твердость определяется путем сравнивания диаметров отпечатков, полученных на испытуемой поверхности металла и на эталонном образце по известной зависимости
НВ НВ,
D - { 5 -
dL
НВ твердость металла контролируемого барабана; НВ твердость эталонного об. разца; D - диаметр индентора, мм;
d - диаметр отпечатка на эталонном образце, мм; d - диаметр отпечатка на изделии, мм.
Для определения твердости методом статического вдавливания индентора катущки 4 электромагнитов отключаются. На несущих дисках 8 устанавлива- ,
ются тарированные грузы. Нагружающие узлы J и 2 опускаются вниз до плотного соприкосновения инденторов 11с поверхностью а барабана. Электропривод отключается. Внедрение инденто5 ров в тело эталонных, образцов и барабана производится под действием грузов плавно и постепенно в течение заданного интервала времени, при этом температура эталонных образцов и
0 температура металла в зонах нагрева поддерживаются в течение всего периода испытаний. По окончании испытаний производятся измерения отпечатков индентора на эталонных образцах и в 5 теле металла изделия, сравнивание отпечатков и определение твердости.
Формула изобретения
Q 1. Установка для определения твердости при высоких температурах, содержащая основание, размещенный на нем нагружающий узел с грузами, связан- лый с ним индентор, размещенные напротив него подставки для установки образцов с нагревателями, привод нагружающего узла, привод перемещения образцов и датчики температуры нагрева, о тличающаяся тем, что, с целью расширения функциональных возможностей, нагружающий узел выполнен в виде полого цилиндрического корпуса, размещенной в нем электромагнитной катушки с подпружиненным сердечником-бойком, взаимодействующего с ним ударника, предназначенного для взаимодействия с эталонным образцом, индентор предназначен для одновременного взаимодействия с эталонным и испытуемым образцами, а нагреватель предназначен для одновременного нагрева этих образцов, 2, Установка по п,1, о т л и - чаю щ. алея тем, что. , с целью расщирения эксплуатационных возможностей, она снабжена магнитными фиксаторами, предназначенными для взаимодействия с испытуемым образцом и закрепленными на основании.
0
5
0
5
1А465348
Фие.1
18- ;:: :::
/7
| Авторское свидетельство СССР №759904, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Борздыка A.M | |||
| Методы горячих механических испытаний материалов:-М.: Металлургиздат, 1962, с.438. | |||
