:
1. -
Изобретение относится к сварочному производству, а именно к оборудованию для контактной сварки, и может Ьыть использовано для питания сварочной части роботов и робототехнически комплексов.
Целью изобретения является расширение технологических возможностей источника за счет расширения диапазона допустимых нагрузок.
На фиг. 1 приведена схема источника питания для контактной сварки на повьппеняой частоте.
Источник питания содержит инвер- тор 1, Б диагональ которого включена первичная обмотка сварочного тран сформатора 2 последовательно с кондесатором 3, сварочный выпрямитель 4 н втортшой стороне сварочного трак- сфарг ьдтора, датчик тока 5 первичной обмотки сварочного трансформатора, блок управления 6. Параллельно пер- Bi-Ечной обмотке трансформатора подключена цепь из последовательно сое- динвнних индх ктивности 7 и ключа 8j а в систему управления введен пороговый элемент 9 и триггер 10.
Источник работает следующим образом.
0
§ 0
5
0
частоту перезаряда коммутирующего конденсатора инвертора, весь процесс сварки ведется при замкнутом ключе.
Источник для контактной сварки на повьшенной частоте, по сравнению с базовым обт-ектом, за которой принята подвесная машина типа К-243В. позволяет существенно расширить технологические возможности оборудования, может работать на сварочные клещи с разными характеристиками, что позвг- ляет использовать его для питания сварочной части роботов и робототехнических комплексов. Использование выпрямления сварочного тока, снижение массы сварочного трансформатора за счет применения повышенной частоты напря-жения питания, в отличие, от базового объекта, позволяет разработать сварочную машину с широким изменением сцарочного тока и с соответствующим набором сварочных клещей. Так а;; машшга ш-геет большие технологические возможности и способна сос- тыковызатьсл со сварочными роботами любой грузоподъемности и практически любого назначения, что способствует интенсификации процесса роботизащж н автоматизации сварочного производ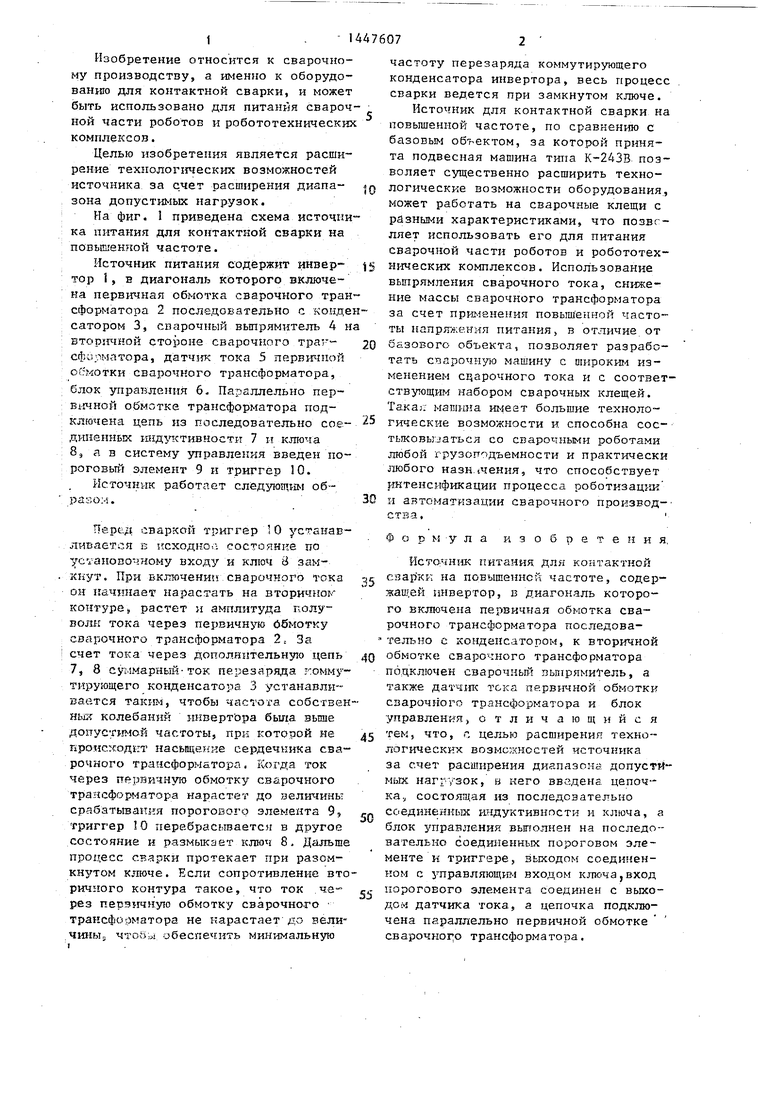
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для контактной сварки на повышенной частоте | 1986 |
|
SU1362588A1 |
| Источник питания для контактной сварки | 1990 |
|
SU1738550A1 |
| Источник питания для контактной сварки на повышенной частоте | 1987 |
|
SU1454607A1 |
| Источник питания для технологических установок постоянного тока | 1990 |
|
SU1742968A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| Инвертор | 1988 |
|
SU1598087A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| Способ управления режимом контактной сварки и устройство для его осуществления | 1989 |
|
SU1696219A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1991 |
|
RU2012459C1 |
| ТИРИСТОРНЫЙ ИНВЕРТОР С КОНДЕНСАТОРАМИ В СИЛОВОЙ ЦЕПИ | 2007 |
|
RU2334346C1 |

Изобретение относится к сварочному производству, а именно к оборудованию для контактной сварки, и может быть использовано для питания сварочной части роботов и робототехни- ческих комплексов. Цель - расширение технологических возможностей ис- точйнка за счет расширения диапазона допустимых нагрузок. Источник питания содержит инвертор, сварочный трансформатор, сварочный выпрямитель датчик тока и систему управления. В источник введена цепочка из последовательно соединенных управляемого ключа и 1ШДУКТИВНОСТИ, Система управления выполнена на пороговом элементе и триггере. Ток, протекающий через индуктивность при включенном управляемом ключе, складывается с током первичной обмотки сварочного трансформатора и компенсирует снижение этого тока при увеличении сопротивления вторичного контура. Суммарный ток перезаряда коммутирующего конденсатора определяет частоту собственных колебаний инвертора, которая поддерживается неизменной при увеличении сопротивления вторично- ного контура за счет тока через индуктивность дополнительной цепи.1 ил. 5 Ш
Перед сваркой триггер 10 устанавливается в сходно-.; состояние по YCvaHOBO4HOMy входу и ключ В замкнут. При Бкдтзоченшг. сварочного тока он начинает нарастать на вторичнок контуреj растет и амплитуда полуволк тока через первичную обмотку сварочного трансформатора 2 За счет тока через дополнительную цепь 7, 8 суммарный-ток перезаряда коммутирующего конденсатора 3 устанавливается так1 1м, чтобы частота собствен ньп колебаний инвертора была выше допустимой частоты, при которой не происходит насьвценке сердечника сварочного трансформатора, Когда ток через первичную обмотку сварочного трансформатора нарастет до срабатьшания порогового элемента 9, триггер 10 перебрасывается в другое состояние и размыкает ключ 8. Дальше процесс сварки протекает при разом- ключе. Если сопротивление вторичного контура такое, что ток че- рез первичную обмотку сварочного трансфо)матора не нарастает до вели- .чиныз чтобы обеспечить минимальную
5
0
5
0
ства.
формула изобретения,
Истачник питания для контактной сзар кк на повышеннск частоте, содержащей инвертор, в диагональ которого включена первичная обмотка сварочного трансформатора последова- телы-ю с конденсатором, к вторичной обмотке сварочного трансформатора подключен сварочный зьпгрями гель, а также датчш тока первичной обмотки сварочного трансформатора и блок управления, отличающийся тем, что, с целью расширения технологических возмс;кностей источника за счет расширения диапазона допустимых нагг /зок, в него ввадена цепочка, состоящая из последовательно соединенных индуктивности и ключа, а блок управления выгголнен на последо-- вательно соединенных пороговом элементе и триггере, выходом соединенном с 1 правляющ1-м входом клк чаувход порогового элемента соединен с выходом датчика тока, а цепочка подключена параллельно первичной обмотке сварочного трансформатора.
-А
3
| Источник питания для контактнойСВАРКи HA пОВышЕННыХ чАСТОТАХ | 1979 |
|
SU837671A1 |
| Электротехника, 1983, № 3, с.30-33. | |||
