й
4i Ч
00
ч
Изобретение относится к металлур-i гическому производству, в частности к порошковой металлургии, преимущественно для высокотемпературной обра- ботки плоских изделий из материалов на основе углерода и других материалов, н может быть использовано для нагрева металлических дисков и фланцев..
Цель изобретения - повышение КПД устройства пзггем уменьшения потерь.
На чертеже изображено предлагаемое устройство.
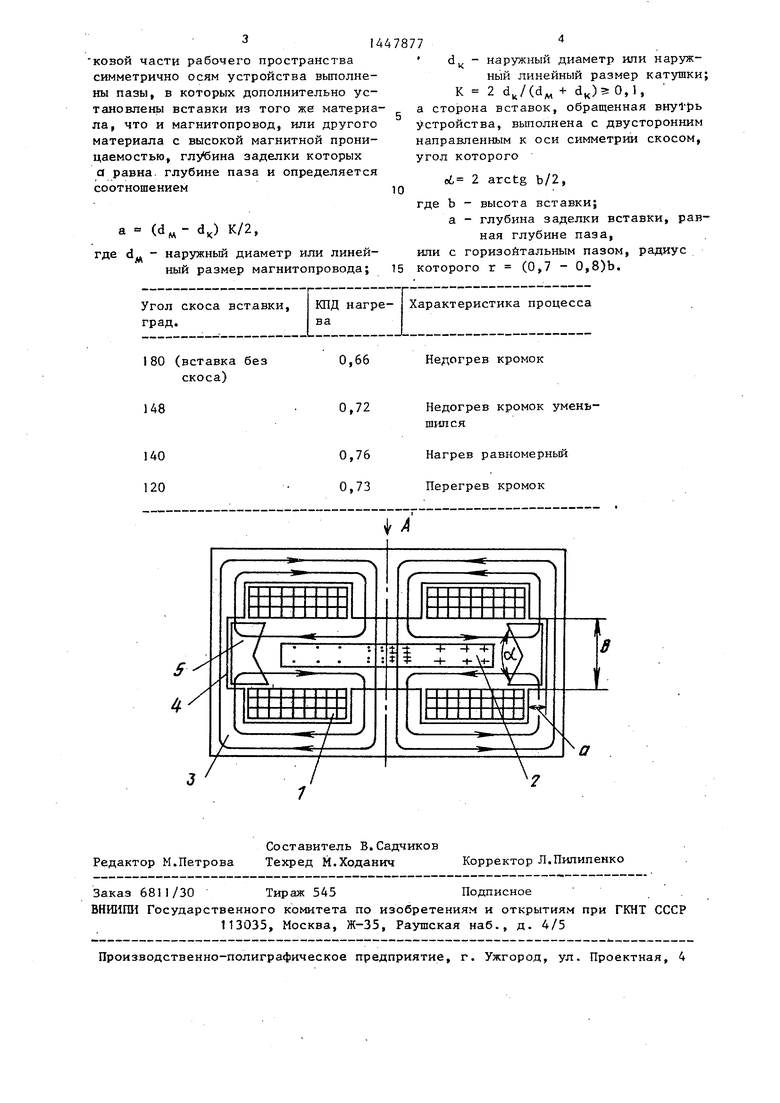
Устройство содержит плоские спи- ральные катушки 1, которые установлены с зазором для термообрабатывае- мых изделий 2, а зазор определяется в зависимости от толщины изделия и необходимой тепловой изоляции, катушки соединены встречно и охвачены маг- нитопроводом 3, в котором на внутренней стороне в боковой части рабочего пространства симметрично осям устройства выполнены пазы 4, а внутри пазов установлены вставки 5 из того же материала, что и магнитопровод, сторона которых, обращенная внутрь, устройства, выполнена с двухсторонним направленным к оси скосом, угол кото-
рого равен d, 2 arctg -г-, где b высота вставки; а - глубина заделки, вставки; 8 - зазор. Помимо этого на .чертеже изображены силовые линии маг- нитнЬго потока и его поперечной и радиальной составляющего.
Глубина заделки вставок 5 определяется формулой
где d
м
,I(2
нарулсный диаметр или линейный размер магнитопровода 3;
40
Из данных таблицы видно, что по сравнению с известным предлагаемое устройство;позволяет осуществлять термообработку дисков из материалов на основе углерода с КПД на 9-15% выше. Кроме того, равномерность нагреd. - наружный диаметр или линей- дз - Удовлетворяет требованиям термообработки и составляет 40-45 С. Формула изобретения
ный диаметр катушки 1; К 2dK/(dM + dK )5 0,1. Устройство для термообработки работает следующим образом.
I
Плоское изделие 2, подлежащее термообработке, помещают в зазор мелзду катушками i симметрично осям. При включении катущек создается магнитный поток, основная часть которого внутри устройства проходит нормально к плоскости изделия, нагревая его и образуя поперечную составляющую, и замыкайтся вокруг обеих катущек. Дру
5 0 5 О
г
0
гая часть потока не рассеивается, а вследствие того, что в магнитопро- воде 3 сделаны пазы 4, в которые установлены вставки 5, направлена касательно плоскости изделия, также нагревая его и образуя радиальную составляющую, которая замыкается вокруг одной катушки и проходит через вставку и паз магнитопровода.
Устройство содержит две двухслойные плоские коаксиальные горизонтальные катушки, выполненные из медной трубки сечением 10x10 мм и толщиной 2 мм, внутренний диаметр катушек 200 мм, наружный 510 мм. Катушки установлены с зазором b 190 мм, охвачены магнитопроводом, боковые части которого сменные - сплошные и с пазами, высотой 190 мм, глубиной (а) 34 мм. В них установлены вставки с двухсторонним скосом, угол которого I40 о ТермообрабатывалсЯ диск графита диаметром 480 мм и толпшной 32 мм. Частота питающего тока 500 Гц,
В начале термообработку производят
со сплошными боковыми частями магнитопровода (как это обеспечивается в известном устройстве), при этом КПД составляет 0,66. Затем производят термообработку с боковыми частями магнитопровода, имеющими пазы, в этом случае КПД равен 0,76.
В таблице приведена зависимость КПД устройства от угла скоса об вставок 5.
Из данных таблицы видно, что по сравнению с известным предлагаемое устройство;позволяет осуществлять термообработку дисков из материалов на основе углерода с КПД на 9-15% выше. Кроме того, равномерность нагре - Удовлетворяет требованиям термооб
работки и составляет 40-45 С. Формула изобретения
Устройство для термообработки, содержащее плоские спиральные катушки,. устанЪвленные с зазором для термооб- рабатываемых-изделий, включенные встречно, охватываемые магнитопрово- дом и образующие рабочее пространство, отличающе еся тем, что, с целью повьш1ения КПД путем уменьшения потерь,, в теле магнитопро- во.да на его внутренней стороне в бо3144
козой части рабочего пространства симметрично осям устройства выполнены пазы, в которых дополнительно установлены вставки из того же материала, что и магнитопровод, или другого материала с высокой магнитной проницаемостью, глубина заделки которых а равна, глубине паза и определяется соотношением
а ( d) К/2,
где d.. - наружный диаметр или линейный размер магнитопровода;
d - наружный диаметр или наружный линейный размер катушки; К 2 (d + d)5 0,1, а сторона вставок, обращенная вну1 рь Устройства, вьшолнена с двусторонним направленным к оси симметрии скосом, угол которого
ot 2 arctg b/2.
где b - высота вставки;
а - глубина заделки вставки, равная глубине паза,
или с горизойтальным пазом, радиус которого г (0,7 - 0,8)Ь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Феррорезонансный стабилизатор переменного напряжения | 1988 |
|
SU1529202A1 |
| Линейный электрический двигатель | 1981 |
|
SU1128343A1 |
| Подвесной электромагнитный железоотделитель | 1990 |
|
SU1750730A1 |
| Дискретное устройство для измерения тока | 1985 |
|
SU1350616A1 |
| Многофазный трансформатор | 1985 |
|
SU1325585A1 |
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| Электромагнитная переключающая муфта | 1991 |
|
SU1784781A1 |
| Аппарат для центробежного литья полимерных изделий | 1968 |
|
SU321072A1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| Дробеметное устройство с магнитным удержанием дроби | 1980 |
|
SU956261A1 |
Изобретение относится к металлургии, в частности к порсмаковой металлургии, и предназначено преимущественно для высокотемператзФной обработки плоских изделий из материалов на основе углерода и других материалов. Цель изобретения - повышение КПД устройства путем уменьшения потерь. Предлагается устройство для термообработки, содержащее плоские спиральные катушки, установленные с зазором Ь, причем величина зазора определяется толщиной изделия и необходимой тепловой изоляцией. Катушки соединены встречно и охвачены магни- топроводом. Отличительной особенностью являются пазы, выполненные в маг- нитопроводе, и дополнительные вставки, расположенные в зтих пазах. Вставки изготовлены из того же мате, риала, что и магнитопровод, или из материала с высокой магнитной проницаемостью. За счет этого достигается более равномерный нагрев изделия и повьшение КПД устройства. Приводятся формулы для расчета глубины заделки , вст авок и углы их скоса. 1 ил,, . 1 табл. (Л
(вставка без скоса)
0,66 Недогрев кромок
0,72 Недогрев кромок уменьШ1ШСЯ
0,76 Нагрев равномерный 0,73 Перегрев кромок
5 4
