ТТ
л
4; N:)
О5
/7
/J
Изобретение относится к сварочному производству, в частности к устройствам для сварки магнитоуправляемой дугой, и может быть использовано для электродуговой приварки анкерных стержней втавр к плоским элементам проката под слоем флюса при изготовлении закладных деталей железобетонных конструкций.
Целью изобретения является повышение качества сварного шва при сварке стержней к плоским элементам путем интенсивного перемешивания металла сварочной ванны.
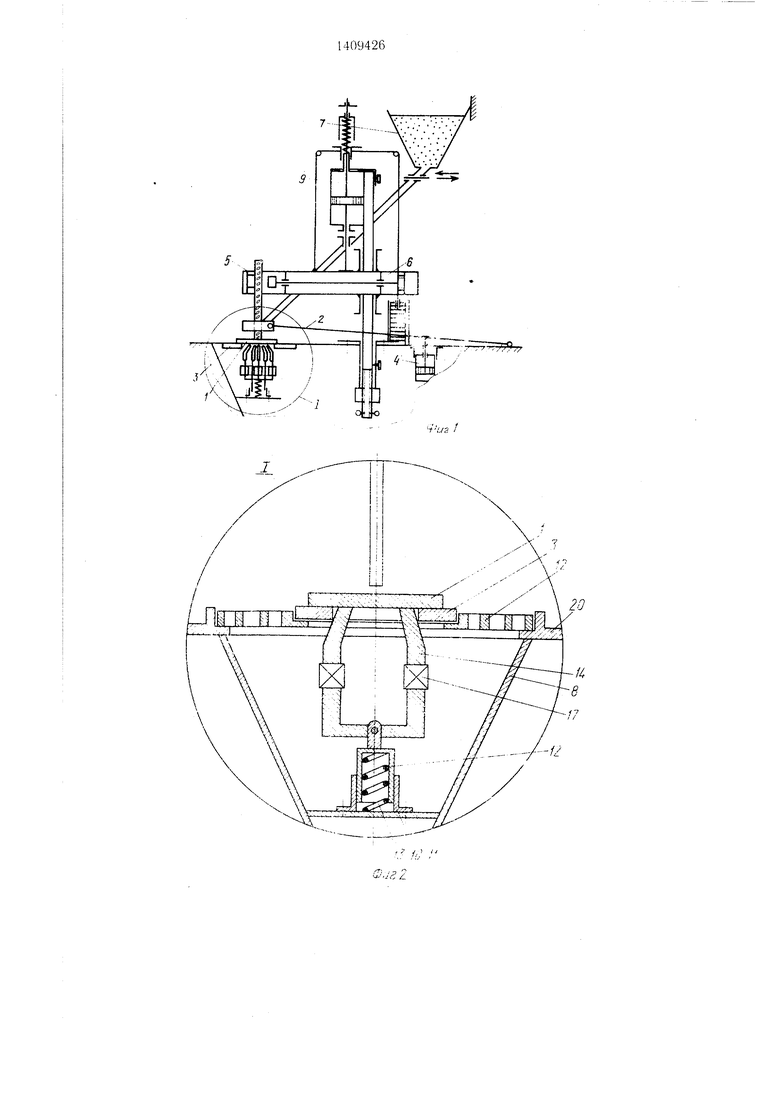
На фиг. 1 показана установка для приварки стержней к плоским элементам проката под слоем флюса, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - магнитная система устройства; на фиг. 4 - схема подключения катушек магнитной системы; на фиг. 5 - устройство для сварки.
Установка для приварки стержней втавр к плоским элементам 1 проката состоит из устройства для сварки магнитоуправляемой дугой (узел I) рычага 2 для прижатия элементов 1 к контактной опоре 3 кольцевого токоподвода магнитной системы, пнев- моцилиндра 4, кинематически связанного с рычагом 2 стержнедержателя 5 с вторым пневмоцилиндром 6, флюсоаппарата 7, содержащего бункер 8 механизма 9 отрыва и осадки (фиг. 1 и 2).
Основанием магнитной системы является опорный стакан- 10, смонтированный на раме 11 в нижней части бункера (фиг. 2 и 3). Между опорным стаканом 10 и подвижным стаканом 12 установлена пружина 13.
В верхней части стойки выполнены три сквозных паза, расположенных под углом 60° один к другому на различных уровнях по высоте, предназначенных для размещения магнитопроводов 14 (фиг. 3) магнитной системы, которые фиксируются в пазах при помощи стопорных винтов 15. Стопорные винты образуют шарнирное соединение 16 магнитопровода с опорной стойкой (фиг. 5). Каждый магнитопровод несет по две закрепленные катушки 17 и заверща- ется регулируемыми по высоте полюсными наконечниками 18 (фиг. 3), которые расположены внутри токоподвода и выступают над ним на 5 мм.
Кольцевой токоподвод 3 размещен в решетке 19, перекрывающей бункер 8 удаления флюса. Решетка, в свою очере дь, зафиксирована в квадратном пазу центральной ч асти стола-основания 20 установки (фиг. 2). Кольцевой токоподвод, являясь контактной опорой, подсоединен к сварочному кабелю и крепится к решетке болтами, выступая над плоскостью стола на 4-6 мм.
Пружины.21, приваренные к кольцевому токоподводу под углом 60°, служат для подключения сварочного трехжильного кабеля сечением 240 мм, что обеспечивает снижение сопротивления электрической цепи на участ
5
0
5
с
ке сварочный кабель - токоподвод - плоский элемент проката.
П-образные магнитопроводы выполнены в виде отдельных съемных элементов. При контакте с плоским элементом проката они образуют три самостоятельных замкнутых магнитопровода, имеющий каждый по две катушки, которые работают и взаимодействуют как три самостоятельные системы. Это позволяет избежать шунтирования магнитного потока при включении соседних катушек. При включении катушек I, II и III образуются три одинаковых магнитных потока (1-0-IV, II-О-V, III-О-VI) (фиг. 4).
Устройство работает следующим образом.
Плоский элемент закладной детали 1 помещают на контактную опору кольцевого токоподвода 3 и прижимают к ней с помощью рычага 2, приводимого в действие пневматическим цилиндром 4. Свариваемый стержень, закрепленный с помощью пнев- моцилиндра 6 в стержнедержателе 5, контактирует с плоским элементом 1. К основанию стержня засыпается флюс из флюсоаппарата 7 и при помощи механизма 9 отрыва и осадки происходит отрыв стержня от поверхности плоского элемента 1 закладной детали с одновременным включением сварочного тока.
После укладки плоского элемента 1 для сварки на рабочий стол и поджатия его рычагом 2 (фиг. 1) к плоскости кольцевого токоподвода 3 (фиг. 5) он вследствие деформации (в плоскости сечения) образует с плоскостью кольцевого токоподвода угол р. Магнитопровод 14 под давлением плоского элемента 1 сжимает пружину 13 опорной стойки, поворачивается на шарнире 16 на угол а и плотно поджимается обоими концентраторами к плоскому элементу, образуя надежный контакт, снижающий потери магнитного потока.
Расположение стационарно установленной магнитной системы в столе-основании с противоположной стороны закрепленного неподвижно привариваемого плоского элемента закладной детали позволяет защитить магнитную систему от теплового и светового воздействия дуги, избавиться от дополнительной защиты магнитной сис темы, повысить ее надежность и освободить рабочую зону станка от дополнительных узлов и элементов.
Изготовление магнитопроводов в виде съемных элементов упрощает процесс сборки, ремонта магнитной системы, а также регулировки полюсных наконечников по высоте.
Вращение и отклонение сварочной дуги под действием магнитной системы приводит к образованию- широкой сварочной ванны, имеющей малую глубину проплавления, бла- 5 годаря чему отпадает необходимость в наличии охлаждающего формирующего устройства вследствие значительного перепада температур, приводящего к трещинообразова0
0
5
0
нию, и ведет к уменьшению толщины плоского элемента свариваемой закладной детали без снижения прочностных характеристик сварного шва.
Отсутствие магнитного дутья под стаби- лизируюш,им действием магнитной системы приводит к улучшению формирования сварного шва и сохранению его геометрических размеров.
В результате проведенных опытно-экспериментальных работ установлено, что радиус R вращения дуги зависит от напряжения, подаваемого на катушки магнитной системы (Ujc), силы сварочного тока Ьв и диаметра стержня d:
R F (Ux- IcB. d).
В таблице приведены режимы сварки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| Устройство для электродуговой сварки под слоем флюса стержней втавр | 1981 |
|
SU986675A1 |
| Устройство для приварки стержней в тавр к плоским элементам проката под слоем флюса | 1977 |
|
SU670402A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| Горелка для сварки магнитоуправляемой дугой | 1990 |
|
SU1815059A1 |
| Устройство для сварки плавящимся электродом магнитоуправляемой дугой | 1982 |
|
SU1034862A1 |
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |
| Устройство для приварки стержней к элементам сортового профиля втавр | 1983 |
|
SU1269942A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |

Изобретение относится к сварочному производству, в частности к устройствам для сварки магнитоуправляемой дугой, и может быть использовано для электродуговой приварки анкерных стержней втавр к плоским элементам проката под слоем флюса при изготовлении закладных деталей железобетонных конструкций. Целью изобретения является повышение качества сварного шва при сварке стержней с плоским элементом путем интенсивного перемешивания металла сварочной ванны. Устройство снабжено стационарно установленной магнитной системой, выполненной в виде трех П-образ- ных магнитопроводов 14 с катушками 16, размеш.енных под углом 60° друг к другу и закрепленных шарнирно на подпружиненной стойке 12. На концах магнитопроводов установлены полюсные наконечники 17. В верхней части основания стола расположена контактная опора в виде кольца с одним из токоподводов. В отверстии кольца находятся радиально размещенные полюсные наконечники. Магнитная система, включенная по заданной программе, позволяет получить вра- шаюш,ееся с частотой 4-8 Гц знакопеременное магнитное поле, воздействующее на сварочную дугу и расплавленный металл сварочной ванны. Устройство позволяет получить сварное соединение с мелкозернистой структурой и уменьшенной глубиной про- плавления. 5 ил., 1 табл. (Л
При проектировании магнитной системы исходили из условия, что
R С 0,9d,
где R - радиус вращения дуги, мм;
d - диаметр привариваемого стержня,
мм; а также требований СН-393-78:
D 2d; где D - диаметр сварного шва;
d - диаметр привариваемого стержня.
Работа магнитной системы для интенсивного перемешивания металла и образования широкой сварочной ванны сводится к образованию знакопеременного поперечного поля (с частотой 25-50 Гц) и вращающегося переменного электромагнитного поля (частота 4-8 Гц), взаимодействие которых с магнитным полем сварочой дуги позволяет получить качественное сварное соединение.
Катушки (фиг. 4) магнитной системы размещены на отдельных магнитопроводах в следующем порядке: первый магнитопро- вод - I и IV катушки, второй магни- топровод - II и V катушки, третий маг- нитопровод - III-VI катущки. В первоначальный момент при одновременном включении катушек I-III создается магнитоди- намическая результативная сила, отклоняющая сварочную дугу и перемешивающая металл в направлении О-V. Затем включение катушек IV-VI (катушки I-III отключены) вызывает реверсирование магнитного поля, отклонение дуги и перемешивание расплава в диаметрально-противоположном направлении О-II и т.д. Таким образом, создается знакопеременное поперечное поле с частотой 25-50 Гц. На следующем этапе включаются одновременно катушки II, III и IV, что приводит к вращательному пе- ремещениЮ (с частотой 4-8 Гц) дуги по образующей V-Vr на участок VI-О-III.
Включение катушек V, VI и I (реверс) повторяет цикл образования знакопеременного поперечного магнитйого поля., Последующие комбинации одновременного включения катушек следующие: VI, I, II - III, IV, V; I, И, III - IV, V, VI.
По достижению заданной величины оплавления стержня происходит его осадка в ванну расплавленного металла на определенную глубину и фиксация, стержня до окончания кристаллизации сварочной ванны.
После завершения технологического цикла система автоматически приводится в исходное положение.
Предлагаемое устройство по сравнению с известным позволяет расширить технологические возможности установки для сварки арматурных стержней втавр за счет сниже
ния влияния магнитного дутья, улучшения переноса расплавленного металла, перемешивания металла сварочной ванны, снижения трещинообразования.
Формула изобретения
5
Устройство для сварки магнитоуправляе- мой дугой, содержащее электрод и установленную симметрично относительно оси электрода магнитную систему из трех пар катушек, закрепленных на магнитопроводе с полюсными наконечниками, расположенными под углом 60° один к другому, отличающееся тем, что, с целью повышения качества сварного щва при сварке стержней к плоским элементам путем интенсивного пере- мещивания металла сварочной ванны, устройство снабжено кольцевым токоподводом, магнитная система выполнена из трех отдельных съемных П-образных магнитопрово- дов, каждый из которых закреплен щар- 5 нирно на подпружиненной стойке, а полюсные наконечники расположены внутри токо- подвода.
| Способ дуговой обработки металлов | 1982 |
|
SU1047633A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Фарнасов Г | |||
| А | |||
| и др | |||
| Плазменная плавка | |||
| М.: Металлургия, 1968, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
