Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопро- водов,-может быть использовано в электротехнической и радиотехнической промышленности и является усовершенствованием полуавтомата по - авт.св. V 838780.
Известен полуавтомат для обработки торцов витых ленточных магнитопроводов, содержащий станину, план- t шайбу с абразивными кругами, элементы фиксации витков магнитопроводов, механизм прижима магнитопроводов.
Данный полуавтомат позволяет по- -лучить высокую плоскостность торцов
магнитопроводов, однако не обеспечивает удаление заусенцев, образующихся при резке заготовок магнитопроводов, что требует введения дополнительных операций (заусенцы могут быть удалены с помощью устройства или вручную на абразивных кругах). Это приводит к ухудшению плоскостности торцов магнитопроводов и их качества, затрудняет автоматизацию процесса, снижает производительность.
Наиболее близким к предлагаемому по технической сущности и функциональным возможностям является полуавтомат для обработки торцов магнитопроводов, который позволяет
Јъ
00
J
СП
NJ
ностью устранить заусенцы, образующиеся при разрезке магнитопровода на его кромках и между витками.
Однако известный полуавтомат позволяет устранить указанные заусенцы лишь при одновременной сошлифовке тела магнитопровода, что в ряде случаев приводит к существенному изменению геометрических размеров магнитопровода и увеличению зазора между половинками MarHHTqnpoeofla при их сборке со стандартными катушками. Таким образом увеличиваются потери, уменьшается мощность и возрастает процент брака./
Цель изобретения - повышение качества магнитопроводов и обеспечение автоматизации процесса их обработки.
Поставленная цель достигается тем что в полуавтомат дополнительно введены третий и четвертый механизмы фиксации магнитопроводов (предназначенные для фиксации и прижима полуко лец магнитопровода к механизмам удаления заусенцев) с опорными площадками, которые выполнены со скосами и удерживают магнитопровод, воспринимая технологическое усилие во время его обработки, два механизма удаления заусенцев, которые содержат режущий инструмент и корпус с продолными пазами и базирующими площадками базирующие площадки предназначены для установки торцов полуколец магнитопроводов в определенном положении относительно режущих элементов, в продольных пазах корпуса с возможностью перемещения и поворота во- руг своих осей установлены, например цилиндрические режущие элементы.
Возможность перемещения режущих элементов необходима для их самоустановки по обрабатываемым кромкам полуколец магнитопровода. Поворот режущих элементов вокруг своих осей позволяет включить в работу поочередно всю их цилиндрическую поверхность. Режущие элементы находятся под постоянным воздействием пружин, установленных в корпусе, которые необходимы для создания технологического усилия резания и ориентации режущих элементов в определенном положении относительно продольных пазов корпуса. Верхние и нижние концы крайних режущих элементов подажты к опорным выступам корпуса с целью предохранения их от выпадения из
5
5
продольных пазов корпуса. Средний режущий элемент поджат к базирующей направляющей планке для окна магнитопровода и к одной из базирующих площадок корпуса. Нижние концы режущих элементов подвижно соединены с пусом, например, тросиком или двух- шаровой муфтой, которые обеспечивают возможность перемещения режущих элементов в момент резания.
Параллельно осям режущих элементов на корпусе жестко закреплена базирующая направляющая планка для окна магнитопровода ( которая необходима для ориентации полукольца магнитопровода в определенном положении, относительно режущих элементов во время движения механизмов удаления заусенцев вниз и предохранения от выпадания среднего режущего элемента из продольного паза корпуса.
Также введен привод возвратно-поступательного движения, который предназначен для перемещения механизмов удаления заусенцев с необходимым технологическим усилием. Механизм подачи магнитопроводов обеспечивает подачу(разрезанных полуколец магнито- 0 проводов в зону обработки. Для расширения диапазона обрабатываемых магнитопроводов, например для обработки магнитопроводов больших размеров, вместо одного среднего режущего элемента могут быть использованы два цилиндрических режущих элемента TOHI же длины и конструкции, но меньшего диаметра, установленные параллельно друг другу аналогично крайним режущим элементам
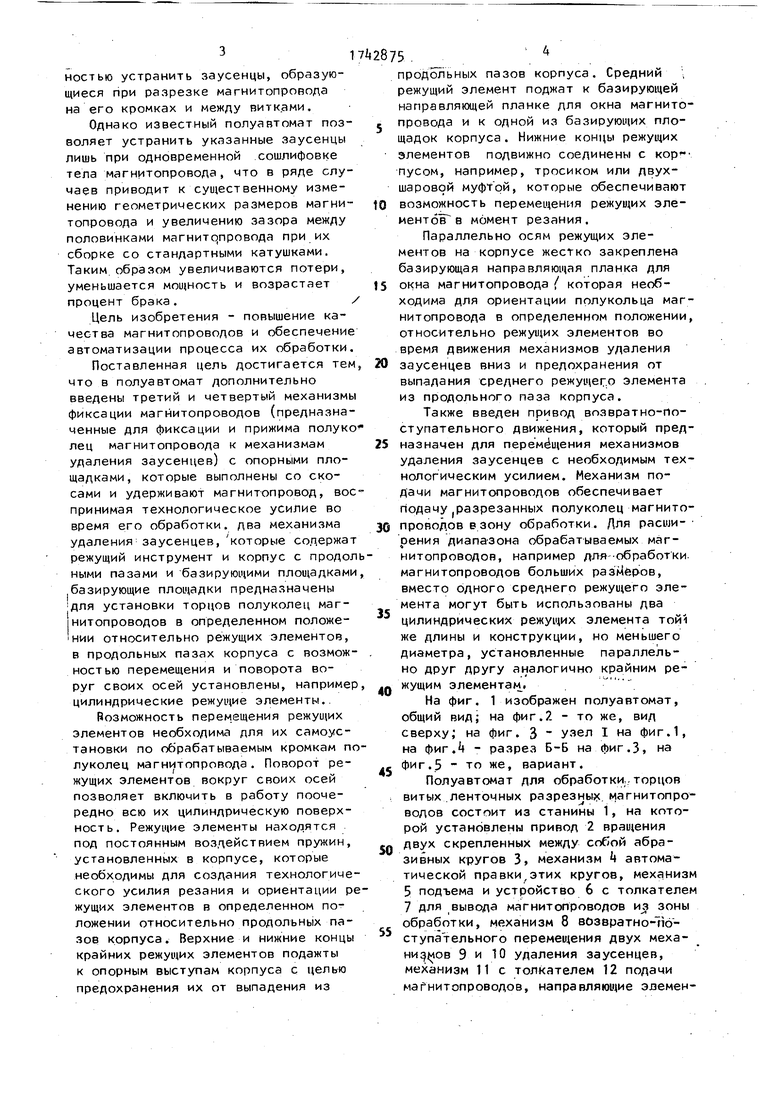
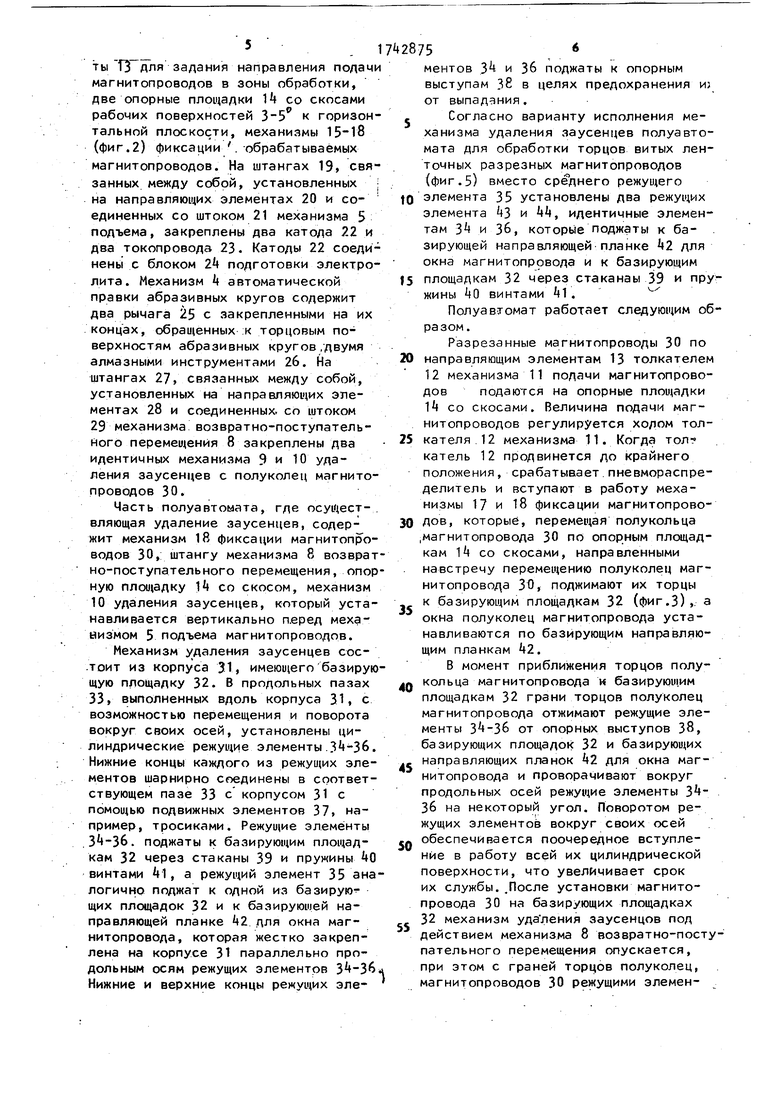
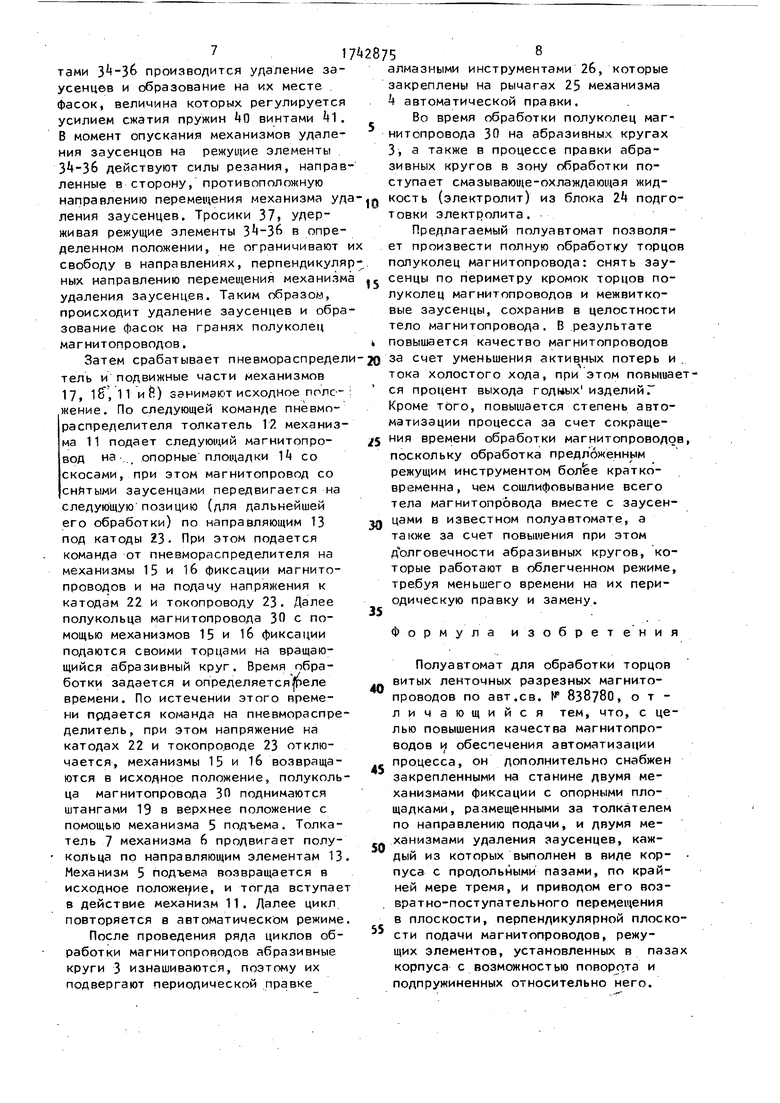
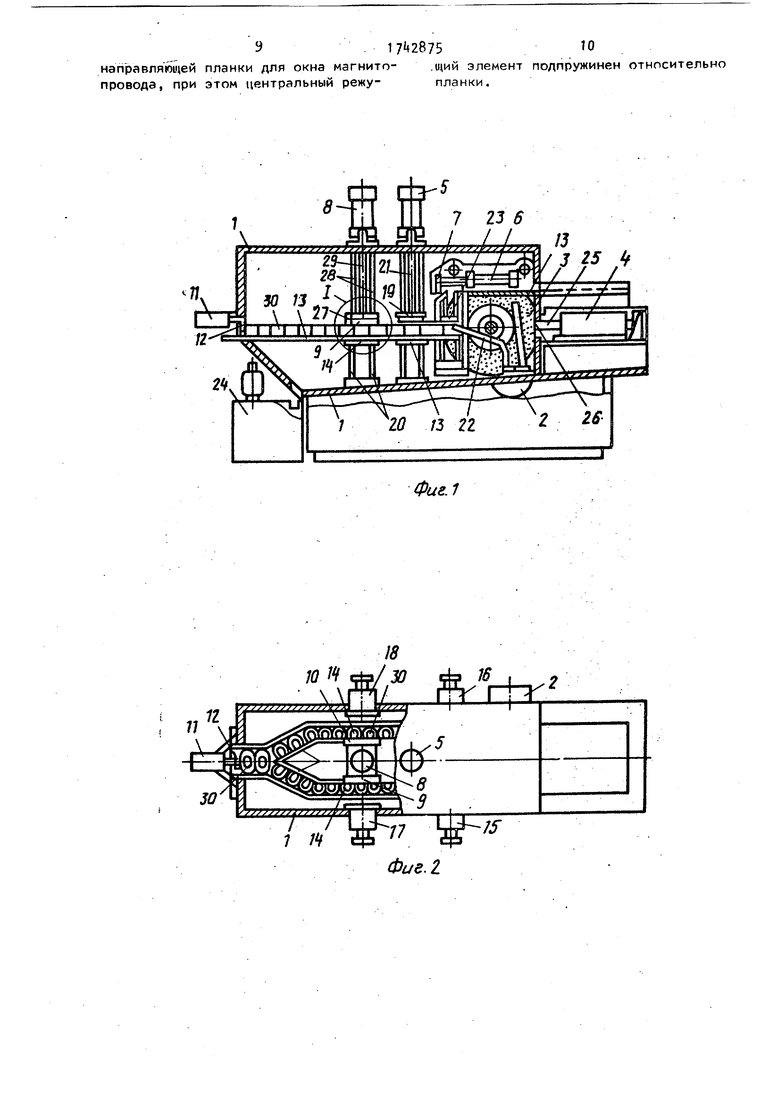
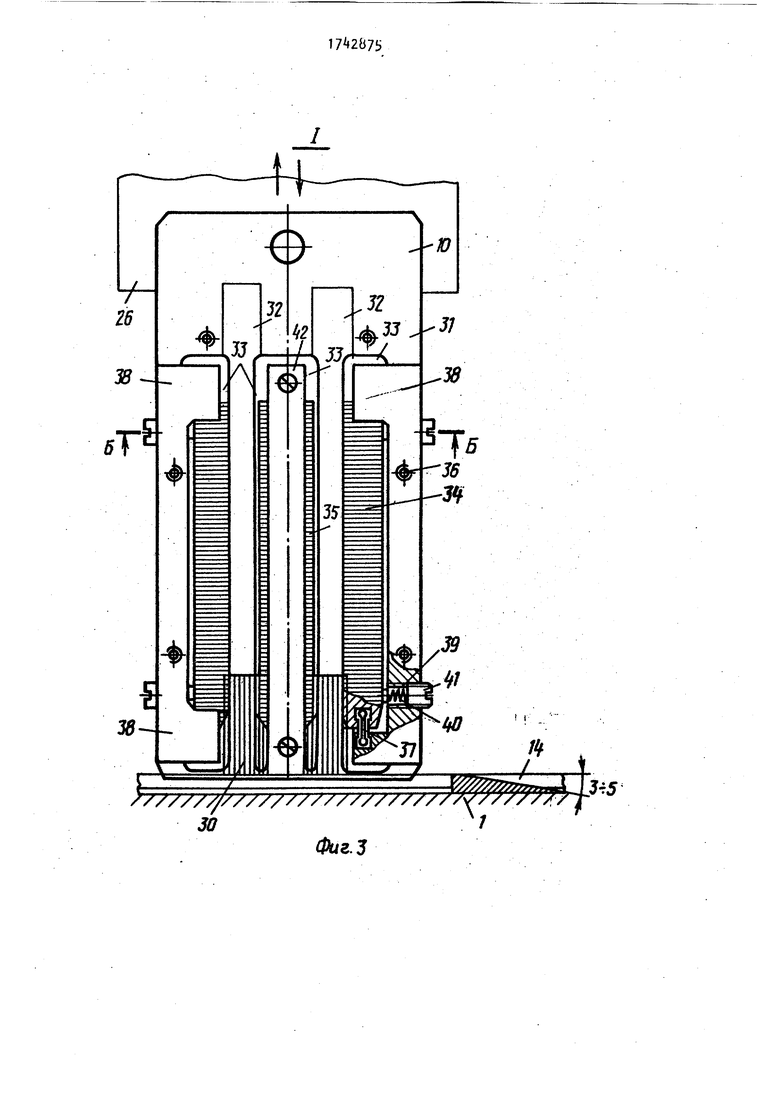
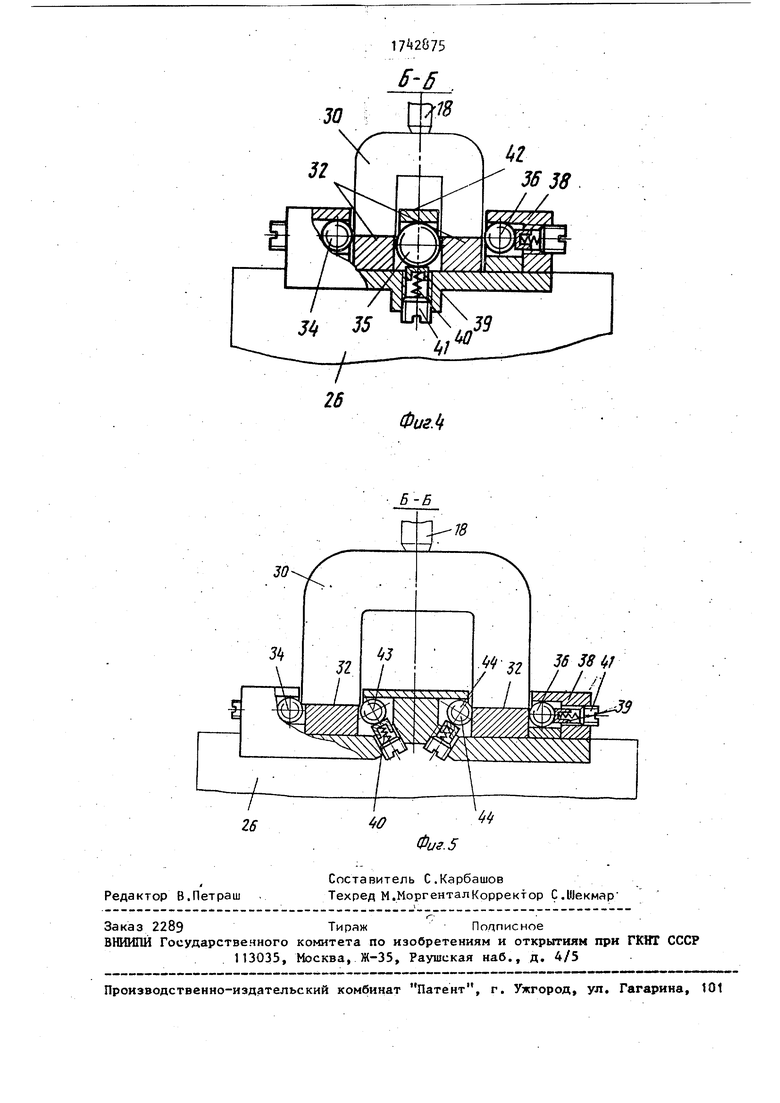
На фиг. 1 изображен полуавтомат, общий вид; на фиг.2 - то же, вид сверху; на фиг. 3 узел I на фиг.1, на фиг.k - разрез Б-Б на Аиг.З, на фиг.5 то же, вариант.
Полуавтомат для обработки торцов витых ленточных разрезных магнитопро- водов состоит из станины 1, на которой установлены привод 2 вращения двух скрепленных между собой абразивных кругов 3, механизм k автоматической правку этих кругов, механизм 5 подъема и устройство 6 с толкателем 7 для вывода магнитопроводов из зоны обработки, механизм 8 возвратно-поступательного перемещения двух механизмов 9 и 10 удаления заусенцев, механизм 11 с толкателем 12 подачи магнитопроводов, направляющие элемен5
0
5
O
5
ты ТЗ для задания направления подачи магнитопроводов в зоны обработки, две опорные площадки со скосами рабочих поверхностей к горизонтальной плоскости, механизмы (фиг.2) фиксации обрабатываемых магнитопроводов. На штангах 19 связанных между собой, установленных на направляющих элементах 20 и соединенных со штоком 21 механизма 5 подъема, закреплены два катода 22 и два токопровода 23. Катоды 22 соединены с блоком 2k подготовки электролита. Механизм 4 автоматической правки абразивных кругов содержит два рычага 25 с закрепленными на их концах, обращенных к торцовым поверхностям абразивных кругов,двумя алмазными инструментами 26. На штангах 27 связанных между собой, установленных на направляющих элементах 28 и соединенных, со штоком 29 механизма возвратно-поступательного перемещения 8 закреплены два идентичных механизма 9 и 10 удаления заусенцев с полуколец магнитопроводов 30.
Часть полуавтомата, где осуществляющая удаление заусенцев, содержит механизм 18 фиксации магнитопроводов 30, штангу механизма 8 возвратно-поступательного перемещения, опорную площадку Т со скосом, механизм 10 удаления заусенцев, который устанавливается вертикально аеред механизмом 5 подъема магнитопроводов.
Механизм удаления заусенцев состоит из корпуса 31i имеющего базирующую площадку 32. В продольных пазах 33, выполненных вдоль корпуса 31, с возможностью перемещения и поворота вокруг своих осей, установлены цилиндрические режущие элементы . Нижние концы каждого из режущих элементов шарнирно соединены в соответствующем пазе 33 с корпусом 31 с помощью подвижных элементов 37, например, тросиками. Режущие элементы . поджаты к базирующим площадкам 32 через стаканы 39 и пружины АО винтами 41, а режущий элемент 35 аналогично поджат к одной из базирующих площадок 32 и к базирующей направляющей планке k2 для окна маг- нитопровода, которая жестко закреплена на корпусе 31 параллельно продольным осям режущих элементов Нижние и верхние концы режущих эле-
o
5
0
5
0
5
0
5
0
5
ментов 3 и 36 поджаты к опорным выступам Зб в целях предохранения иг от выпадения.
Согласно варианту исполнения механизма удаления заусенцев полуавтомата для обработки торцов витых ленточных разрезных магнитопроводов (фиг.5) вместо среднего режущего элемента 35 установлены два режущих элемента 43 и й, идентичные элементам 3k и 36, которые поджаты к базирующей направляющей планке 2 для окна магнитопровода и к базирующим площадкам 32 через стаканаы 39 и пружины kQ винтами 1 .
Полуавтомат работает следующим образом.
Разрезанные магнитопроводы 30 по направляющим элементам 13 толкателем 12 механизма 11 подачи магнитопроводов подаются на опорные площадки 1 со скосами. Величина подачи магнитопроводов регулируется ходом толкателя 12 механизма 11. Когда тол катель 12 продвинется до крайнего положения, срабатывает пневмораспре- делитель и вступают в работу механизмы 17 и 18 фиксации магнитопроводов, которые, перемещая полукольца ,магнитопровода 30 по опорным площадкам 1 со скосами, направленными навстречу перемещению полуколец Mai- нитопровода З О, поджимают их торцы к базирующим площадкам 32 (фиг.З), з окна полуколец магнитопровода устанавливаются по базирующим направляющим планкам k2.
В момент приближения торцов полукольца магнитопровода к базирующим площадкам 32 грани торцов полуколец магнитопровода отжимают режущие элементы от опорных выступов 38, базирующих площадок 32 и базирующих направляющих планок k2 для окна магнитопровода и проворачивают вокруг продольных осей режущие элементы 3 36 на некоторый угол. Поворотом режущих элементов вокруг своих осей обеспечивается поочередное вступление в работу всей их цилиндрической поверхности, что увеличивает срок их службы. .После установки магнитопровода 30 на базирующих площадках 32 механизм уда ления заусенцов под действием механизма 8 возвратно-поступательного перемещения опускается, при этом с граней торцов полуколец, магнитопроводов 30 режущими элементами производится удаление заусенцев и образование на их месте фасок, величина которых регулируется усилием сжатия пружин 0 винтами t1. В момент опускания механизмов удаления заусенцов на режущие элементы действуют силы резания, направленные в сторону, противоположную направлению перемещения механизма удаления заусенцев. Тросики 37, удерживая режущие элементы в определенном положении, не ограничивают и свободу в направлениях, перпендикулярных направлению перемещения механизма удаления заусенцев. Таким образом, происходит удаление заусенцев и образование фасок на гранях полуколец магнитопроводов.
№
8
алмазными инструментами 26, которые закреплены на рычагах 25 механизма автоматической правки.
Во время обработки полуколец маг- нитопровода 30 на абразивных кругах 3, а также в процессе правки абразивных кругов в зону обработки поступает смазывающе-охлаждающая жидкость (электролит) из блока 2k подготовки электролита.
Предлагаемый полуавтомат позволяет произвести полную обработку торцов полуколец магнитопровода: снять зауе сенцы по периметру кромок торцов полуколец магнитопроводов и межвитко- вые заусенцы, сохранив в целостности тело магнитопровода. В результате повышается качество магнитопроводов
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ С ТОРЦОВ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 1992 |
|
RU2050614C1 |
| Полуавтомат для обработки торцовВиТыХ лЕНТОчНыХ РАзРЕзНыХ МАгНиТО-пРОВОдОВ | 1979 |
|
SU838780A1 |
| Полуавтомат для обработки торцов витых ленточных магнитопроводов | 1984 |
|
SU1216808A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Автоматическая линия для изготовления витых ленточных разрезных магнитопроводов | 1985 |
|
SU1361645A1 |
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| Устройство для фиксации витого ленточного магнитопровода | 1990 |
|
SU1760570A1 |
| Автомат для зачистки острых кромок | 1984 |
|
SU1220745A1 |
Использование: изготовление витых ленточных магнитолроводов, удаление заусенцев, образующихся при резке заготовок магнитопроводов, образование фасок на торцах полуколец магнитопроводов. Сущность изобретения: устройство дополнительно содержит два механизма фиксации с опорными площадками. Разрезанные магнитопроводы подаются на опорные площадки и к механизмам фиксации, которые поджимают торцы полуколец магнитопроводов к базирующим площадкам. Торцы полуколец магнитопроводов отжимают режущие элементы от опорных выступов и поворачивают , режущие элементы вокруг продольных осей. Механизм удаления заусенцев опускается и производится удаление заусенцев и образование фасок на гранях торцов полуколец магнитопроводов . 5 ил. §
Затем срабатывает пневмораспредели 20 за счет уменьшения активных потерь и
тель и подвижные части механизмов 17, 1б, 11 и В) занимают исходное полс- жение. По следующей команде пневмо- распределителя толкатель 12 механизма 11 подает следующий магнитопро- вод на опорные площадки Ц со скосами, при этом магнитопровод со снятыми заусенцами передвигается на следующую позицию (для дальнейшей его обработки) по направляющим 13 под катоды 23. При этом подается команда от пневмораспределителя на механизмы 15 и 16 фиксации магнитопроводов и на подачу напряжения к катодам 22 и токопроводу 23. Далее полукольца магнитопровода 30 с помощью механизмов 15 и 16 фиксации подаются своими торцами на вращающийся абразивный круг. Время обработки задается и определяется |реле времени. По истечении этого времени подается команда на пневмораспре делитель, при этом напряжение на катодах 22 и токопроводе 23 отключается, механизмы 15 и 16 возвращаются в исходное положение, полукольца магнитопровода 30 поднимаются штангами 19 в верхнее положение с помощью механизма 5 подъема. Толкатель 7 механизма 6 продвигает полукольца по направляющим элементам 13 Механизм 5 подъема возвращается в исходное положение, и тогда вступае в действие механизм 11. Далее цикл повторяется в автоматическом режиме После проведения ряда циклов обработки магнитопроводов абразивные круги 3 изнашиваются, поэтому их подвергают периодической правке
тока холостого хода, при этом повышается процент выхода годных изделий Г Кроме того, повышается степень автоматизации процесса за счет сокращеиия времени обработки магнитопроводов, поскольку обработка предлбженным режущим инструментом более кратко- временна, чем сошлифовывание всего тела магнитопровода вместе с заусенцами в известном полуавтомате, а также за счет повышения при этом долговечности абразивных кругов, которые работают в облегченном режиме, требуя меньшего времени на их периодическую правку и замену.
0
5
0
5
Формула изобретения
Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов по авт.св. V 838780, отличающийся тем, что, с целью повышения качества магнитопроводов и обеспечения автоматизации процесса, он дополнительно снабжен закрепленными на станине двумя механизмами фиксации с опорными площадками, размещенными за толкателем по направлению подачи, и двумя механизмами удаления заусенцев, каждый из которых выполнен в виде кор- пуса с продольными пазами, по крайней мере тремя, и приводом его возвратно-поступательного перемещения в плоскости, перпендикулярной плоскости подачи магнитопроводов, режущих элементов, установленных в пазах корпуса с возможностью поворота и подпружиненных относительно него.
Э17 42875to
направляющей планки для окна магнито- щий элемент подпружинен относительно провода, при этом центральный режу- планки.
Л
V
; лго я п
77
11
зо Ч
.
Т/
7 14
13
V
2 2S
Фиг.1
18 30
16
77 Фиг.1
-7S
.l
30
26
Фиг4
36 38 V /.///
шшш
| Полуавтомат для обработки торцовВиТыХ лЕНТОчНыХ РАзРЕзНыХ МАгНиТО-пРОВОдОВ | 1979 |
|
SU838780A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
