Изобретение относится к нераэру- шающим методам, а именно к магнитографическим методам дефектоскопии изделий сложного профиля, и может быть использовано для О бнаружения нарушений сплошности металла изделий во всех областях машиностроения.
Целью изобретения является повышение чувствительности контроля изделий сложного профиля.
На фиг. показано устройство и функциональная схема блока питания; на фиг.2 - разрез А-А на фиг.1.
Намагничивающее устройство содержит основной П-образный двухполюсный электромагнит С с манитопроводом 2 и токовой катушкой 3 индуктивности подключенной через реостатный выключатель (не показан) к блоку 4 питания. По обе стороны между полюсами основного злектромагнита 1, в зонах с увеличенной толщиной контролируемого изделия, расположены вспомогательные электромагниты 5 и 6 симметрично относительно его продольной оси с возможностью изменения расстояния между ними, подключенными к блоку 4 питания, соединенными последовательно элементом 7-задержки и импульс-: ным генератором 8 сигналов с низкочастотным спектром, выход которого соединен с обмотками вспомогательных электромагнитов 5 и 6. Между полюсами электромагнитов расположе- на магнитная лента 9.
Намагничивающее устройство размещают на изделии в зоне контроля совместно с магнитной лентой.
Вспомогательные электромагниты 5 и 6 устанавливают в межполюсном пространстве электромагнита 1 так, чтобы их полюса находились в начале зоны участка контроля с увеличиваюищмся сечением. Включая основной электромагнит 1 с помощью блока 4 питания и реостата, производят намагничивание участка изделия вместе.с магнитной лентой.
После установления квазистационарного режима в исследуемой зоне че- .рез 2-3 с с помощью элемента 8 задержки, например реле времени, производят включение импульсного генератора 8 сигналов, соединенного с обмоткой катушек вспомогательных электромагнитов 5 и 6. В контролируемом участке создается дополнительный магнитный поток, приводящий к
jMarHHTHOMy насыщению металла в зонах изделия, тем самым исключая утечку основного магнитного потока в зону большой толщины с металла, обеспечивая режим максимальной чувствительноети.
Магнитный поток основного электро-- магнита 1 в момент включения вспомогательных электромагнитов 5 и 6, про- магничивает исследуемый участок и выводит магнитную ленту на линейный участок ее рабочей характеристики.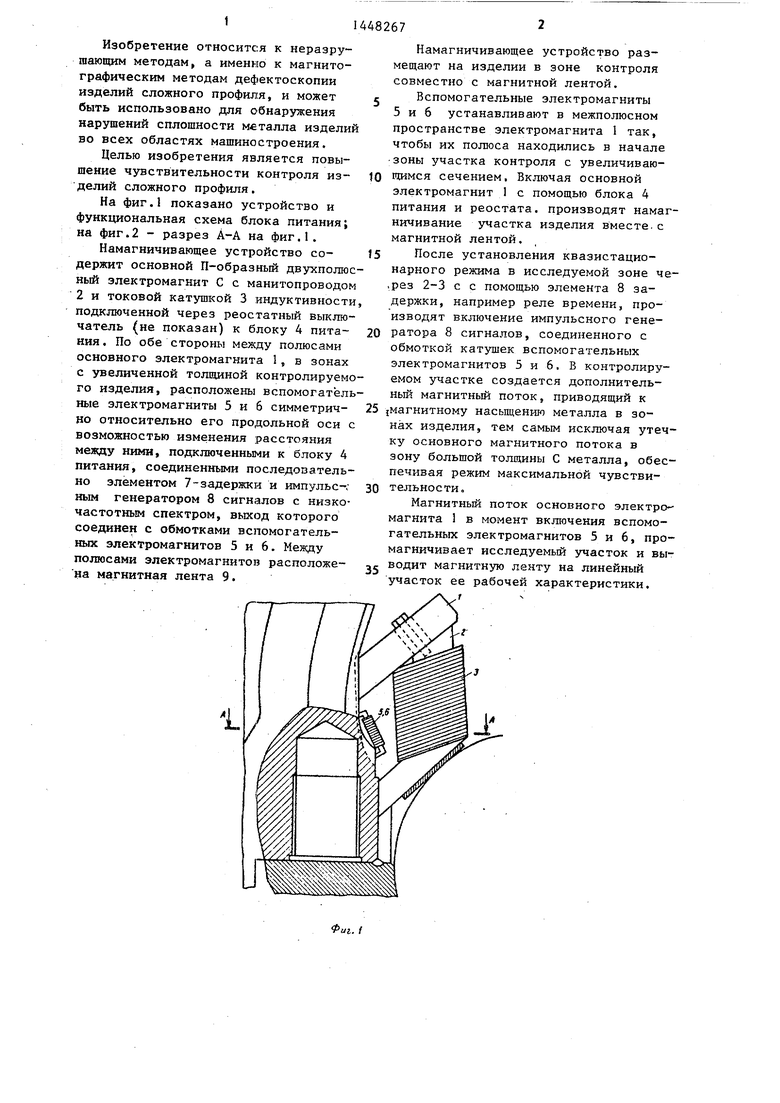
| название | год | авторы | номер документа |
|---|---|---|---|
| Намагничивающее устройство | 1989 |
|
SU1793358A1 |
| Намагничивающее устройство для магнитографического контроля изделий | 1986 |
|
SU1499209A1 |
| Устройство для магнитопорошковой дефектоскопии | 1985 |
|
SU1293622A1 |
| Намагничивающее устройство для магнитографического контроля цилиндрических изделий | 1989 |
|
SU1753391A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ | 1992 |
|
RU2020465C1 |
| Электромагнито-акустический способ контроля качества изделий из ферромагнитных материалов | 1983 |
|
SU1113732A1 |
| СПОСОБ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ И УСТРОЙСТВО, ЕГО РЕАЛИЗУЮЩЕЕ | 2022 |
|
RU2806246C1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ | 1993 |
|
RU2086974C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИНТЕНСИВНОСТИ НАПРЯЖЕНИЯ В ИЗДЕЛИЯХ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2159924C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КОЭРЦИТИВНОЙ СИЛЫ МАГНИТНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2186381C1 |

фиг. г
| Намагничивающее устройство к магнитографическому дефектоскопу | 1978 |
|
SU765721A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО К МАГНИТОГРАФИЧЕСКОМУ ДЕФЕКТОСКОПУ | 1966 |
|
SU214869A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ МАГНИТОГРАФИЧЕСКОЙ ДЕФЕКТОСКОПИИ | 1972 |
|
SU418786A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
