Изобретение относится к пpoкaтнo iy производству, в частности касается конструкции патрона, обеспечивающего непрерывный поворот и подачу заготовки при холодной прокатке труб.
Целью изобретения является повышение производительности и качества труб.
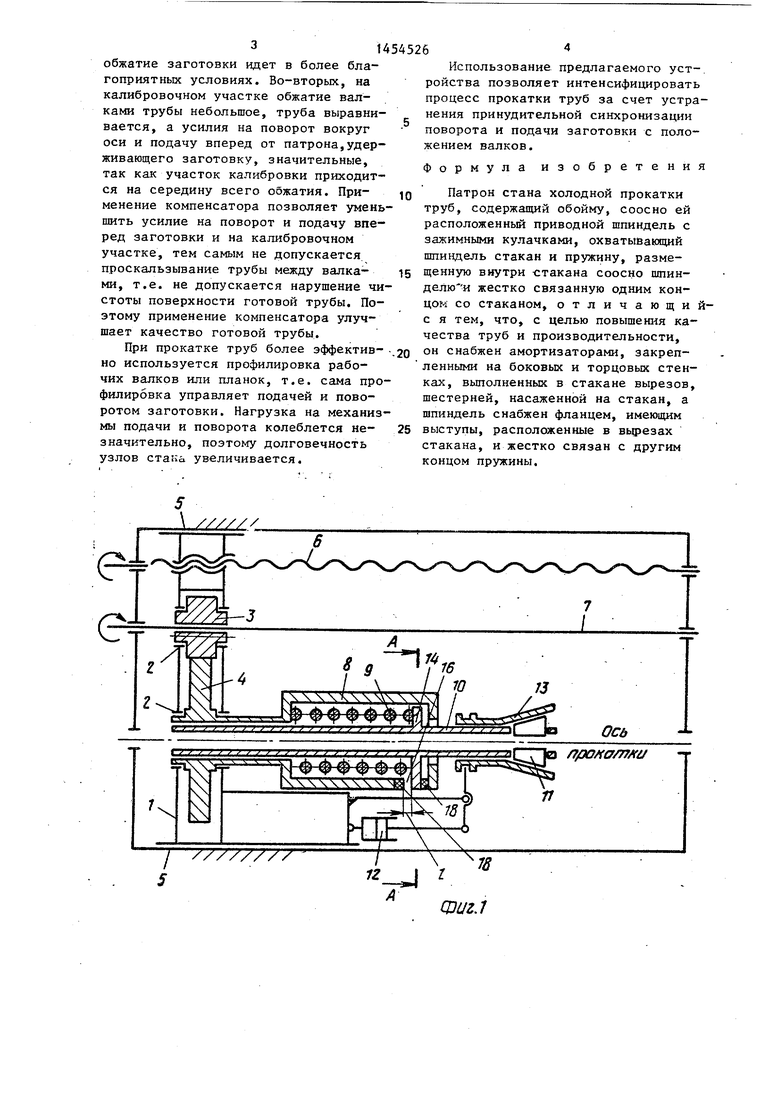
На фиг„ 1 показан предлагаемый патрон, общий вид., разрез, на фиг.2 - разрез А-Л на фиг, К
Патрон заготовки стана холодной прокатки труб содержит корпус 1, в котором размещены с возможностью вращения в подшипниках 2 приводные шестерни 3 и 4, смонтированные с возможностью перемещения по направ- 1ЛЯЮЩИМ 5 от винта 6 механизмом пода- чи на чертеже (не показан). Шестерня |з насажена на вал 7 поворота, шестерня 4 - на стакан 8, внутри которого размещена компенсирующая пружина 9,, концы которой жестко прикреплены к стакану и расположенному соосно и внутри его шпинделю 10, несущему зажимные кулачки 11, заключенные в подвижную от силового цилиндра 12 |0бойму 13 а Шпиндель снабжен фланцем 14 с выступами 15 под которые на боковой поверхности стакана выполнены вырезы 16. На боковых и торцевых стенках вырезов устаногшены амортизаторы 17 и 18.
Устройство работает следующим образом.
Механизм подачи непрерьшно вращает винт 6 подачи и перемещает патрон : заготовки по направляющим 5, напри- мер, вправо. Механизм поворота не- : прерьшно приводит во вращение вал 7 i поворота, шестерни 3 и 4, а так как с последней связана пружина 9, то чв рез нее вращение передается на шпиндель 10 и кулачки 11, которые при работе стана зав:имают заготовку с по мощью силового щлиндра 12. Таким образом, заготовка, непрерывно и равномерно поворачивается вокруг своей оси и подается вперед в зону обжатия Вращающиеся валки начинают деформирование вначале только касаясь за- готовки, которая проскальзьшает между ними в осевом и тангенциальном направлениях, затем давление валков на заготовку возрастает. Когда контактная площадь валков с заготовкой возрастает до такого размера, что усилие, удерживающее заготовку, пре0
5
0
5
30
35
40
45
50
55
высит усилие сжатия и закручивания пружины 9, последняя начинает упруго деформироваться, компенсируя задержку движения зажатой валками заготовки. Начинается выстой трубы.
При деформации пружины 9 она запасается потенциальной энергией, при этом выбирается зазор подачи 1 и зазор поворота d между выступами шпинделя 10 и вырезами в стакане 8. Затем начинается калибровка заготовк;, и давление металла на валки уменьшается. Наступает момент, когда заготовка проскальзывает между валками, т.е. усилие сжатия и закручивания пружины превьш1ает усилие удерживающее заготовку валками.
Потенциальная энергия, запасенная во время обжатия заготовки (выстоя) превращается в кинетическую, проворачивая заготовку на угол отставания поворота d и подавая вперед на величину отставания подачи 1,
Открывается, зев валков, освобождая заготовку. Компенсатор приходит в первоначальное положение, выступы 15 шпинделя.10 под действием пружины упираются в стенки вырезов ста- кана 8, где расположены амортизаторы 17 и 18, которые гасят колебания пружины.
Кроме того, во время открытия зева валков часть поворота и часть подачи заготовки осуществляются непосредственно механизмами подачи и поворота, так как их приводы вращаются непрерывно и равномерно. Цикл прокатки повторяется,
Размещение компенсатора в конце кинематической цепи подачи и поворота заготовки, т.е. возле заготовки в патроне, обусловлено тем, что поворот и подача заготовки от компенсаторов во время открьгтия зева происходит тем быстрее, чем меньше масса движуощхся деталей. Возможно применение раздельных компенсаторов в кинематической цепи подачи и кинематической цепи поворота. Это несколько усложняет конструкцию, но упрощает расчет пружин. Применение патрона с компенсатором благотворно сказывается на качестве готовой трубы. Во-первых, заготовка не испытывает большие пиковые нагрузки, в частности скручивания, следовательно, структура трубы не претерпевает изменений наклепа перед прокаткой и
31454526
обжатие заготовки идет в более благоприятных условиях. Во-вторых, на калибровочном участке обжатие валками трубы небольшое, труба выравнивается, а усилия на поворот вокруг - оси и подачу вперед от патрона,удерживающего заготовку, значительные, так как участок калибровки приходится на середину всего обжатия. При- ю менение компенсатора позволяет уменьшить усилие на поворот и подачу вперед заготовки и на калибровочном участке, тем самым не допускается проскальзывание трубы между валка- {5 ми, т.е. не допускается нарушение чистоты поверхности готовой трубы. Поэтому применение компенсатора улучшает качество готовой трубы.
Использование предлагаемого уст ройства позволяет интенсифицироват процесс прокатки труб за счет устр нения принудительной синхронизации поворота и подачи заготовки с поло жением валков.
Формула изобретени
Патрон стана холодной прокатки труб, содержащий обойму, соосно ей расположенный приводной шпиндель с зажимными кулачками, охватывающий шпиндель стакан и пружину, размещенную внутри -стакана соосно шпин- жестко связанную одним концом со стаканом, отличающи с я тем, что, с целью повышения ка чества труб и производительности.
При прокатке труб более эффектив- -.20 он снабжен амортизаторами, закрепно используется профилировка рабочих валков или планок, т.е. сама профилировка управляет подачей и поворотом заготовки. Нагрузка на механизмы подачи и поворота колеблется незначительно, поэтому долговечность узлов стака увеличивается.
25
ленными на боковых и торцовых стенках, вьшолненных в стакане вырезов шестерней, насаженной на стакан, а шпиндель снабжен фланцем, имеющим выступы, расположенные в вырезах стакана, и жестко связан с другим концом пружины.
Использование предлагаемого уст-, ройства позволяет интенсифицировать процесс прокатки труб за счет устранения принудительной синхронизации поворота и подачи заготовки с положением валков.
Формула изобретения
Патрон стана холодной прокатки труб, содержащий обойму, соосно ей расположенный приводной шпиндель с зажимными кулачками, охватывающий шпиндель стакан и пружину, размещенную внутри -стакана соосно шпин- жестко связанную одним концом со стаканом, отличающи с я тем, что, с целью повышения качества труб и производительности.
он снабжен амортизаторами, закреп
ленными на боковых и торцовых стенках, вьшолненных в стакане вырезов, шестерней, насаженной на стакан, а шпиндель снабжен фланцем, имеющим выступы, расположенные в вырезах стакана, и жестко связан с другим концом пружины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон поворота заготовки стана холодной прокатки труб | 1980 |
|
SU858959A1 |
| Патрон поворота трубы стана пилигримовой прокатки | 1978 |
|
SU738700A1 |
| Устройство для подачи заготовок стана холодной прокатки труб | 1982 |
|
SU1080891A1 |
| Привод поворота и осевого перемещения патрона заготовки стана холодной прокатки труб | 1980 |
|
SU900900A1 |
| Патрон заготовки стана холодной прокатки труб | 1976 |
|
SU704692A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2291005C2 |
| Патрон заготовки стана холодной прокатки труб | 1983 |
|
SU1091953A1 |
| Промежуточный патрон для станов холодной прокатки труб | 1966 |
|
SU222316A1 |
| ВСЕСОЮЗНАЯ • | 1973 |
|
SU373043A1 |
Изобретение относится к прокатному производству и касается конст16 п Арукции патрона подачи и поворота стана холодной прокатки труб. Целью изобретения является повьппение качества труб и производительности. Патрон включает расположенные в корпусе шестерни, смонтированные с возможностью перемещения от винта. Одна шестерня жестко связана со стаканом 8, внутри которого расположен шпиндель и охватыванщая его пружина, концы которой жестко прикреплены один к стакану, второй - к шпинделю.Шпиндель снабжен фланцем 14 с выступами 15, под которые на боковой поверхности стакана выполнены вырезы 16. На боковых и торцовых стенках вырезов установлены амортизаторы 17. 2 ил. ГЛ ф (Л Г5 СП ел О5 8 /7
| Патрон заготовки стана холодной прокатки труб | 1976 |
|
SU704692A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патрон поворота заготовки стана холодной прокатки труб | 1980 |
|
SU858959A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
