0«г./
Изобретение относится к сварке, именно к способам .сварки плавящимя электродом, и может бьп-ь применено в строительной, машиностроитель- ной, судостроительной И других отрасях техники.
Целью изобретения является повышение несущей способности сварных соединений с фланговыми швами при to одинаковом объеме наплавленного металла.
На фиг. 1 представлено сварное соединение с фланговым швом; на. фиг. 2 - результаты испытаний. |5
Сварное соединение с фланговыми швами выполняют с плавно менйкицимся по его длине соотношением катетов К и Kj. На периферийных участках данного шва соотношение К,/К 1,73 20 и 0,57, где больший катет прилежит к той присоединяемой пластине, к торцу которой приложена внешняя нагруз- кд, в срединном же (по длине) сечении шва катеты выполняются равными 25 между собой.
Повышение несущей способности сварного соединения с угловыми флан- говыми швами связано с увеличением площади поверхности, через которую JQ проходит максимальный силовой поток (площади поверхности разрушения).
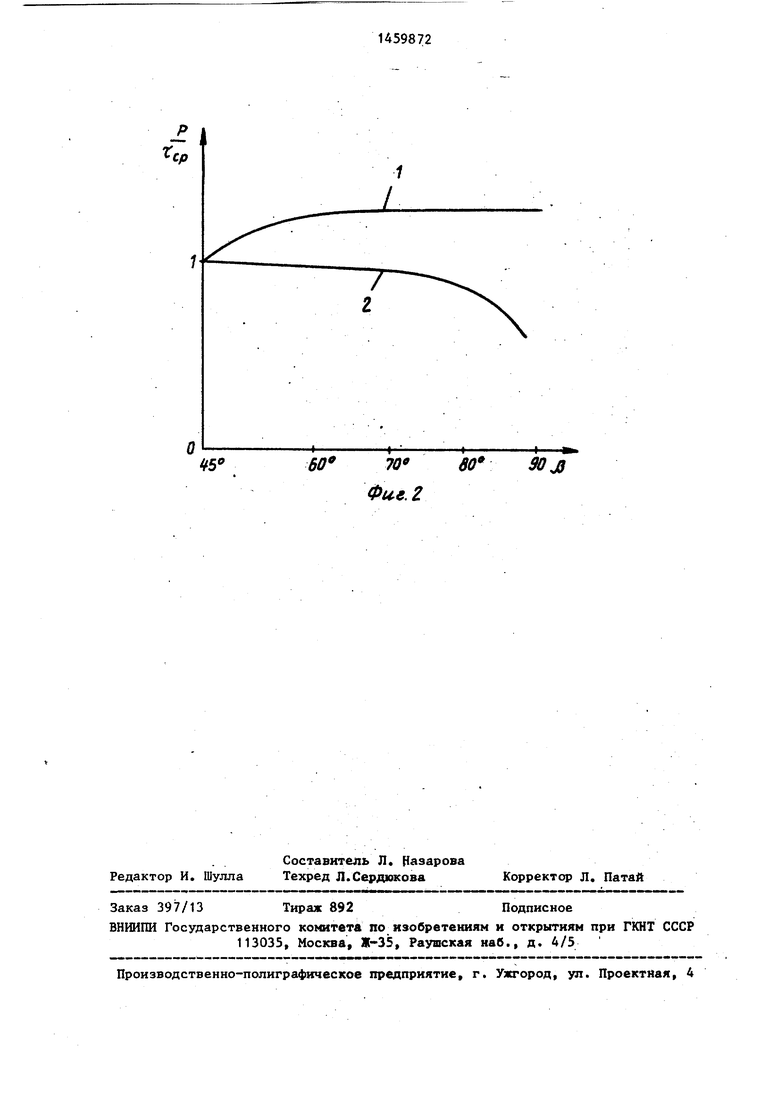
На Фиг о 2 показано полученное на основе, экспериментальных данных изме -35
tp
нение предельной нагрузки Р/ единения с фланговыми швами в зависи мости от угла ft по предлагаемому (кривая 1) и известному (кривая 2) способам, где предел текучести материала сварного шва при сдвиге, из которого следует, что повышение прочности соединения при углах наклона обрааующ&й шва. р, больших 60 , практически не происходит. Этим обуславливается .выбор соотношения кате- тов кук 1,73 и 0,57. .
Пример. Сваривают пластины из стали СтЗ угловыми неравнокатетными швами с изменяющимся по длине шва соотношением катетов Сварку осуществляют в несимметричную лодочку {электродами Э42 диаметром 4 мм. Меньший из катетов шва рав.ен 8-10 мм, длина швов 75-82 мм, угол наклона образукщей шва по его длине изменяется за счет изменения угла наклона электрода относительно свариваемой пластины. К торцам сваренньк пластин вдоль швов (фиг. 2) прилагают нагрузку до разрушения соединений.
В результате предельная нагрузка соединений с угловыми фланговыми швами по предлагаемому способу выше прочности известных соединений с фланговыми швами с равнокатетными на 30-32%, с неравнокатё тными (с постоянным по длине шва соотношением катетов) на 32-33% при постоянном объёме наплавленного металла.
Применение предлагаемого способа по сравнению с известным повьш1ает несущую способность сварных соединений при одинаковом объеме наплавленного металла; уменьшает объем наплавленного металла при одинаковой нормативной нагрузке на соединение.
Формулаизобретения
Способ сварки деталей, при котором сварной шов выполняют по длине с плавно изменяющимся поперечным сечением, отличающийся тем что, с целью повьш1ения несущей способности сварных соединений с фланговыми швами при одинаковом объеме наплавленного металла, изменение поперечного сечения достигают за счет плавного изменения соотношения катетов К, и KJ, при этом на периферийных участках данного шва обеспечивают соотношение . 1,73 и 0,57, больший катет шва ра сполагают на детали со стороны приложения эксплу- атащюнной нагрузки, а в срединном сечении шва катеты.выполняют равными
«5
60 ТО во 30 JS Фие.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механических испытаний сварных угловых швов | 1987 |
|
SU1569148A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСПОРОК ДЛЯ УСИЛЕНИЯ КОЛОННЫ ЗДАНИЯ | 2012 |
|
RU2507356C2 |
| АРМАТУРНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2010 |
|
RU2447243C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО СОЕДИНЕНИЯ СВАРКОЙ ПЛАВЛЕНИЕМ | 2013 |
|
RU2552614C1 |
| РАСПОРКА ДЛЯ УСИЛЕНИЯ КОЛОННЫ ЗДАНИЯ | 2012 |
|
RU2498035C1 |
| Способ ремонта подкрановых балок | 1985 |
|
SU1333522A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 1995 |
|
RU2097646C1 |
| Образец для изучения поведения трещины в металле сварного соединения при многопроходной сварке | 1989 |
|
SU1611655A1 |
| Сварной образец для механических испытаний | 1986 |
|
SU1348707A1 |
| Узел соединения ригеля с колонной торцового поперечника связевого железобетонного каркаса здания | 1984 |
|
SU1219755A1 |
Изобретение относится к сварке, в частности, к способам сварки деталей, и может быть использовано при сварке зтЛовых швов в конструкциях, подвергающихся нагружению вдоль свар- :ного шва. Цель изобретения - повьшег ние несущей способности сварных соединений с угловьпуи фланговыми швами без увеличения объема наплавленного металла. Сварной шов выполняют с плавно меняющимся по его длине соотношением катетов К и К. На периферийных участках шва это соотношение равно кук 1,73 и 0,57. Больший катет располагают на детали, к торцу которой приложена внешняя нагрузка, в срединном же (по длине) сечении шва катеты выполняют равными между собой. При этом увеличивается площадь поверхности, через которую проходит максимальный силовой поток. 2 шт. о 
