.(21) 4126464/23-02 (22) 23.09.86 (46) 28.02.89. Бкш. № 8
(71)Киевский институт автоматики им. XXV съезда КПСС,Кузнецкий метал. лургический комбинат им.В.И.Ленина
(72)Н.А.Фомин, В.М.Денисенко, Б.Б.Анисимов, Л.Я.Колесников, Л.Д.Шевчук, А.И.Катунин, А.Е.Кошелев А.В.Залевский и А.В.Смирнов
(53) 681.323(088.8)
(56)Авторское свидетельство СССР № 1186646, кл. С 21 С 5/00, 1984.
,:(54) СПОСОБ КОНТРОЛЯ СОДЕРЖАНИЯ УГ- .ЛЕРОДА В СТАЛЕПЛАВИЛЬНОЙ ВАННЕ ПО РАСПЛАВЛЕНИЮ ШИХТЫ
(57)Изобретение относится -к металлургии и предназначено для контроля содержания углерода в сталеплавильной ванне Цель изобретения - повьше.ние точности контроля содержания углерода в сталеплавильной ванне по Фасплавлению шнхты за счет нового выполнения действий во времени, связанных с измерением параметров процесса. Способ основан на использовании известной функциональной зависимости между теьшературой ликвидус и содержанием углерода для раствора железо- углерод, включающий определение тем- ператхфы ликвидус по разности измерений тетературы Т металла в ванне и температуры ДТ технологического перегрева железоуглеродистого расплава .над линией ликвидус, причем измерение температуры Т„ металла в ванне, длительности Т плавления пшхты и интегрального расхода энергии W на расплавление шихты производят в процессе плавления во время достижения интегральным расходом энергии Wp зна- чения в интервале от 0,7 до 0,9 за- ./taHHoro на период плавления. 1 ил.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля содержания углерода в сталеплавильной ванне | 1984 |
|
SU1186646A1 |
| Способ выплавки стали и сплавов | 1981 |
|
SU962321A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2007 |
|
RU2359071C2 |
| Способ раскисления кипящей стали | 1989 |
|
SU1673607A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 2008 |
|
RU2382824C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ (ВАРИАНТЫ) | 2013 |
|
RU2516248C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2231558C2 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 2001 |
|
RU2205230C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОШИХТЫ | 1991 |
|
RU2031961C1 |
I
Изобретение относится к черной металлургии, в частности к контролю технологических процессов производства стали, и может найти применение в системах контроля процессов выплавки стали в, агрегатах, работающих на твердой шихте, например в дуговых электропечах.
Целью изобретения является повышение точности контроля содержания углерода.
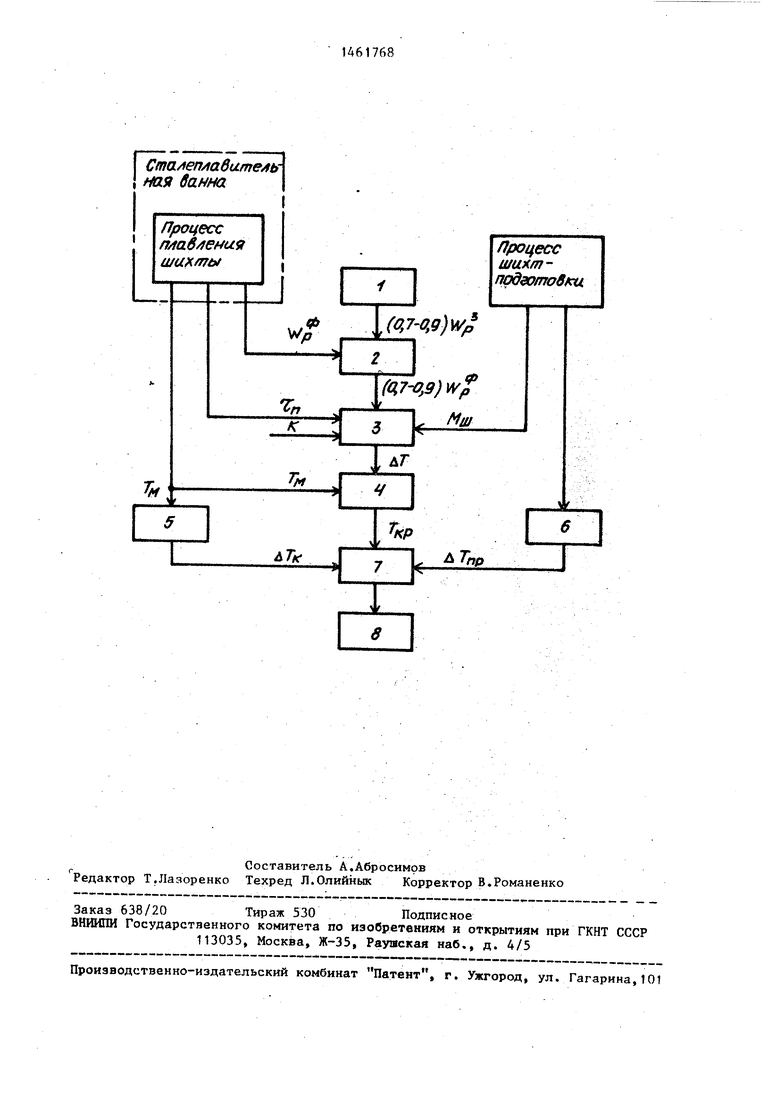
На чертеже представлена блок-схема устройства для реализации способа.
Устройство содержит блоки 1 и 2 определения интегрального расхода энергии, блок 3 определения средне за период плавления температуры технологического перегрева расплава над линией ликвидус, блок 4 определения температуры кристаллизации расплава, блоки 5,6 определения температуры по- поправок, блок 7 определения температуры ликвидус, блок 8 определения содержания углерода в сталеплавильной ванне.
К|
О 00
3 146
Способ реализуют следующим образом.
При достижении интегральным расходом энергии WP на расплавление шихты (блоки 1, 2) по формуле определяют значения в интервале 0,7-0,9 заданного на период плавления, определяют среднюю за период плавления температуру а Т технического перегрева расплава над линией ликвидус (блок 3):
К
к.
М
U)
15
где й Г средняя за период плавления температура технологического перегрева расплава над линией ликвидус, С ,
WP - интегральный расход энергии на расплавление шихты, кВт.ч 5
М. - масса шихты, загруженная в печь, т;
, - длительность плавления
К - коэффициент пропорциональности, вычисляемый заранее путем обработки массива данных для 100-150 плавок °С.т . кВт
Ткр Т - йТ .
По информации о температуре Т металла определяют также содержание кислорода в металле и вычисляют поправ- 20 У У еньшения температуры ликвидус от окисленности металла (блок 5) по известным зависимостям:
25
(4)
К Hti
WP
(2)
1 Гп1о то/6320
2,734 - -5---;
йТк 65 о
где QOJ - содержание кислорода в 30металле, %.
Зависимости (4) можно преобразовать в более удобную для выполнения практических расчетов формулу:
ДТ 5,72-10-2-Т - 76,57. (5)
средняя по массиву плавок
температура технологического перегрева расплава над иней ликвидус, С средняя по массиву плавок ,ц
длительность плавления, ч; средняя по массиву плавок
удельная (на тонну металлошихты) энергия на расплав- кВт- ч т.
ления шихты.
Причем W., С , W,c относятся к отрезку периода плавления, имеющему .окончание во время достижения интегральным расходом энергии W, значения в интервале О,7-0,9,заданного на пе- риод плавления.
Для условий эксплуатации дуговых печей ДСП-100 с водоохлаждаемыми сте- .нами и сводом электросталеплавильного цеха (ЭСШ) при выплавке сред- неуглеродистых низколегированных ма1768
рок стали получено значение К
i 0,36
SlI, кВт
По информации о температуре Т металла в ванне, измеренной в процессе плавления во время достижения интегральным расходом энергии WA зна- чения в интервале 0,7-0,9 заданного на период плавления, определяют температуру Т кристаллизации расплава (блок-4):
Ткр Т - йТ .
(3
(4)
ДТ 5,72-10-2-Т - 76,57. (5)
По содержанию в исходной шихте таких элементов как марганец, медь, никель, хром, фосфор, сера определяют
поправку на уменьшение температуры ликвидус от примесей (блок 6) с использованием известных зависимостей. Содержание основных элементов Э ; в шихте фиксируют по сертификату. Температурную поправку на уменьшение температуры ликвидус от примесей можно определить также путем обработки статистических данных массива плавок. Например, при обработке эксперимен-
тальных данных, получеиньк при быплав- ке углеродистых низколегированных йа- рок стали 20Х-40Х в условиях эксплуатации ДСП-100 ЭСП11:-2 ШК получено значение й.Т,р (4tO,5) c.
Температуру ликвидус определяют как сумму трех величин - температуры Т кристаллизации расплава, температурных поправок на уменьшение температуры ликвидус от влияния примесей
I uTnp и окисленности Д Т металла (блок 7), т.е.
Т +
р
йТп
+ &т,
(6)
По значению температуры ликвидус определяют содержание углерода в сталеплавильной ванне (блок 8)., используя известную диаграмму Fe-C.10
Выбор интервала значений интегрального расхода энергии, внутри которого производят измерение Т , п р обусловлен особенностями плавления шихты в сталеплавильной15
ванне. Так, при интегральном расходе энергии менее 0,7 заданного на период плавления значения ванна недостаточно усреднена по химсоставу, в частности по углероду, что приводит 20 к погрешности определения среднемас- совой температуры расплава и, следовательно, к погрешности контроля содержания углерода.
При интегральном расходе энергии 25 более 0,9 заданного на период плавления значения начинается ускорен.- ный нагрев жидкой фазы, что приводит jK значительной погрешности расчета температуры технологического пере- 30 грева и, следовательно, к погрешности контроля содержания углерода.
Наиболее благоприятными условиями измерения температуры Т металла в .ванне с точки зрения обеспечения на- ос иболее высокой точности вычисления температуры ДТ технологического перегрева являются условия, при которых интегральный расход энергии равен диапазону 0,7-0,9 заданного на пари- 40 од плавления значения.
Это объясняется тем, что в этот период плавки ванна уже достаточно усреднена по химсоставу, в частности по углероду, что уменьшает погреш- 45 ность определения среднемассовой температуры расплава, а следовательно, повышает точность контроля содержания углерода.
В этот же период плавки скорость 50 нагрева жидкой фазы незначительна, так как подведенная мощность расходуется на плавление шихты, что позволяет более точно вычислять температуру ДТ технологического перегрева, 55 а следовательно, повьштает точность контроля содержания углерода.
Выполнение операций измерения тем- п«патуры Тд металла в ваннеу длительности L. плавления шихты и интегрального расхода энергии W. на расплавление шихты до окончания процесса raiaa ления во время достижения интегральным расходом энергии Wp значения в интервале от 0,7 до 0,9 заданного на период плавления .позволяет значительно повысить точность контроля содержания углерода в сталеплавильной ванне по расплавлению шихты.
Обработка экспериментальных данных показала, что погрешность контроля содержания углерода предложенным способо м составляет (0,05-0, 08)абс .% в то время как погрешность контроля содержания углерода с использонанием -способа-прототипа составляет (0,10- 0,25): абс.%.
Предложенный способ, кроме у мень- шения погрешности контроля содержания углерода, позволяет с упреждением прогнозировать содержание .углерода по расплавлению, что дает возможность выбрать требуемую стратегию управления процессом в период окисления .
Формула изобретени
Способ контроля содержания углерода в сталеплавильной ванне по расплавлению шихты,например в дуго- вой электропечи, основанный на использовании известной функгщональ- ной зависимости между температурой ликвидус и содержанием углерода для раствора железо-углерод, включаюш тй определение температуры ликвидус по разности измеренной температуры Тд, металла в ванне и температуры ДТ технологического перегрева железоуглеродистого расплава над линией лик видус, вычисленной по измеренным значениям длительности плаапения, интегрального расхода энергии на плавление, массы шихты и с учетом поправок на влияние примесей и окис- ленности металла, отличающийся тем, что, с целью повышения точности контроля содержания углерода, измерение температуры Т металла в ванне, длительности t плавления шихты и интегрального расхода энергии WP на расплавленте шихты производят в процессе плавления во время достижения интегргшьлым расходом энергии Wp значения п интервале от 0,7 до 0,9, заданного и;) период плавления.
I Cina/ien/iaeume b I пая ванна
процесс
п/1ав ени9
ша)(ты
/ w
ь-Я
TM
TM
АТ„
процесс u/uj(mnpdso/повки
(o,70,g)w
)
wf Мш
дт;
пр
