Изобретение относится к изготовлению абразивного инструмента, предназначенного преимущественно для глуби{)ного шлифования инструментальных сталей.
Целью изобретения является увеличение размерной стойкости, кромкостойкости, снижение явлений «засаливания и адгезии абразивного инструмента при глубинном шлифовании инструментальных сталей путем подбора химических инертных абразивных материалов с достаточной режущей способностью и износостойкостью.
Абразивная масса для изготовления шлифовального инструмента содержит зерна кубического- нитрида бора марки КР (кубонит), зерна плавленного корунда (44А монокорунда) с зернистостью, равной 130- 160% от зернистости основной фракции кубонита, и зерна спеченного корунда марки ЦМ-332 с зернистостью,, равной 20-30% от зернистости основной фракции, при следующем соотношении компонентов, об.%: Плавленный корунд32-56
Кубический нитрид бора 25,0-50,0 Спеченный корундОстальное
Глубинное шлифование характеризуется малыми (в десятки раз меньше) толщинами среза по сравнению с обычным многопроходным шлифованием. В то же время длина дуги контакта инструмента с заготовкой и время контакта зерна с металлом увеличиваются в десятки раз по отношению к обычным методам шлифования. Расчет сил, действующих на одно зерно при глубинном шлифовании, показывает, что сила резаиия на 20-30% меньше. Учитывая перечисленные особенности глубинного шлифования, можно сформулировать основные требования к абразивному материалу при этих условиях работы: необходима высокая режущая способность при небольших усилиях резания, действующих на зерно, достаточная химическая инертность, так как зерно находится с металлом в контакте более длительное время, и достаточная износостойкость.
Исходя из этих требований формируется композиция абразивного материала для глубинного шлифования инструментальных и, в первую очередь, быстрорежущих
Ф
00 4
СП
сталей. Высокой режущей способностью при малых усилиях резания обладает зерно монокорунда.
Вторым компонентом с высокими режущими свойствами выбрано зерно кубического нитрида бора марки КР (кубонита), которое имеет строение монокристалла.
Высокая твердость и низкий коэффициент трения кубонита по быстрорежущим сталям позволяет в значительной мере снизить адгезионные процессы в зоне резания, теплонапряженность шлифования. Это особенно важно при глубинном шлифовании, где время контакта зерна с металлом увеличивается на порядок по сравнению с многопроходным методом. Поэтому применение зерен кубонита марки КР позволяет осуществлять высокопроизводительную и качественную обработку без фазовых и структурных изменений в поверхностном слое. Кроме то- го износостойкость КНБ при обработке быстрорежущих и других инструментальных сталей превосходит износостойкость алмаза в 5-10 раз, а электрокорунда в 100- 200 раз. Таким образом, композиция предлагаемых абразивных материалов из монокорунда и кубонита в составе шлифовального круга обеспечивает высокую его режущую способность, размерную стойкость, крупные зерна создают на обрабатываемой поверхности локальные выросты и при этом разрушаются, затем вступают в работу зерна основной фракции, а для увеличения кромкостойкости предложено ввести в композицию зерно спеченного корунда, зернистость которого составляет 20-30% от зернистости основной фракции кубонита. Зерно спеченного корунда имеет пределы прочности на сжатие и изгиб в 2-5 раз выше, чем зерна электрокорунда плавленного, поэтому в композиции берет на себя функции по поддержанию размерной стойкости и кромкостойкости. Уменьшение или увеличение количества зерен спеченного корунда, приводит к значительным изменениям стойкости и кромкостойкости.
В целом оптимальные условия работы инструмента обеспечиваются новой совокупностью взаимосвязанных предлагаемых компонентов абразивного материала. Соотношения содержания компонентов и их зернистости является оптимальным, так как при увеличении зернистости основной фракции (кубонита) расход ее увеличивается без увеличения эксплуатационных характеристик инструмента.
Нагрузки при резании в предлагаемой композиции зерен распределяются следующим образом. Вначале в работу включаются крупные зериа монокорунда, которые создают на обрабатываемой поверхности локальные вырывы, что снижает прочность поверхностного слоя, облегчаются условия дальнейшей обработки, при этом крупные зерна разрушаются и вступают в работу зерна основной фракции кубоннта, износостойкость которых достаточно высокая. Затем по мере измельчения этих зерен в работу включаются зерна дополнительной мелкой
фракции спеченного корунда.
Установленное количественное содержание компонентов также является оптимальным, так как увеличение или снижа1ие содержания основной фракции кубонита (и связанного с ним содержания монокорунда) экономически нецелесообразно - увеличение не приводит к повышению эксплуатационных характеристик, а сннженне приводит к тому, что нарушается механизм включения в работу попеременно зерен монокорунда,
5 разрушающихся хрупко и все время обновляющих новые грани, и зереи кубонита, обладающих достаточной износостойкостью и возможностью поддержания размерной стойкости инструмента. Увеличение или снижение содержания спеченного корунда также
0 приводит к нарушению баланса распределения нагрузок в зоне резания между хруп- коразрушаюшимися зернами и износостойкими прочными зернами.
5 Изготовление шлифовальных кругов из абразивной композиции производится по технологии производства эльборового инструмента на керамической связке.
Изготовлены шлифовальные круги типоразмера 1А1 200X32X10X5. 0 Пример 1. 100%-иая концентрация кубического нитрида бора.
Компоненты абразивного слоя дозируют в следующем соотношении, об.%: Плавленный монокорунд (44А)16
5 Кубический нитрид бора
(КР)25
Электрокорунд спеченный (ЦМ-332)5
Жидкий бакелит5
„ Связующее (К27)Остальное
Смешивают, прессуют и спекают по технологии производства инструмента из эль- бора на керамической связке.
Пример 2. 50%-ная концентрация КР. 5 Компоненты абразивного слоя дозируют в следующем соотношенни, об.%: Плавленный монокорунд (44А)28,5
Кубнческий нитрид бора 12,5 Электрокорунд спеченный/
0 (ЦМ-332)5
Жидкий бакелит5
Связующее (К27)Остальное
Смещивают, прессуют и спекают по технологии производства инструмента из эль- бора на керамнческой связке. Испытания проводят на плоскошлнфо- вальном станке для глубинного шлифоваиия. Режимы резания: Укр.30 м/с, ,2- 0,4 м/мин, ,5-3 мм.
Обрабатываемый материал - сталь Р6М5 (Я/ с б2-66). Замеры съема металла и износа круга производят микрометром с ценой деления 0,001 мм.
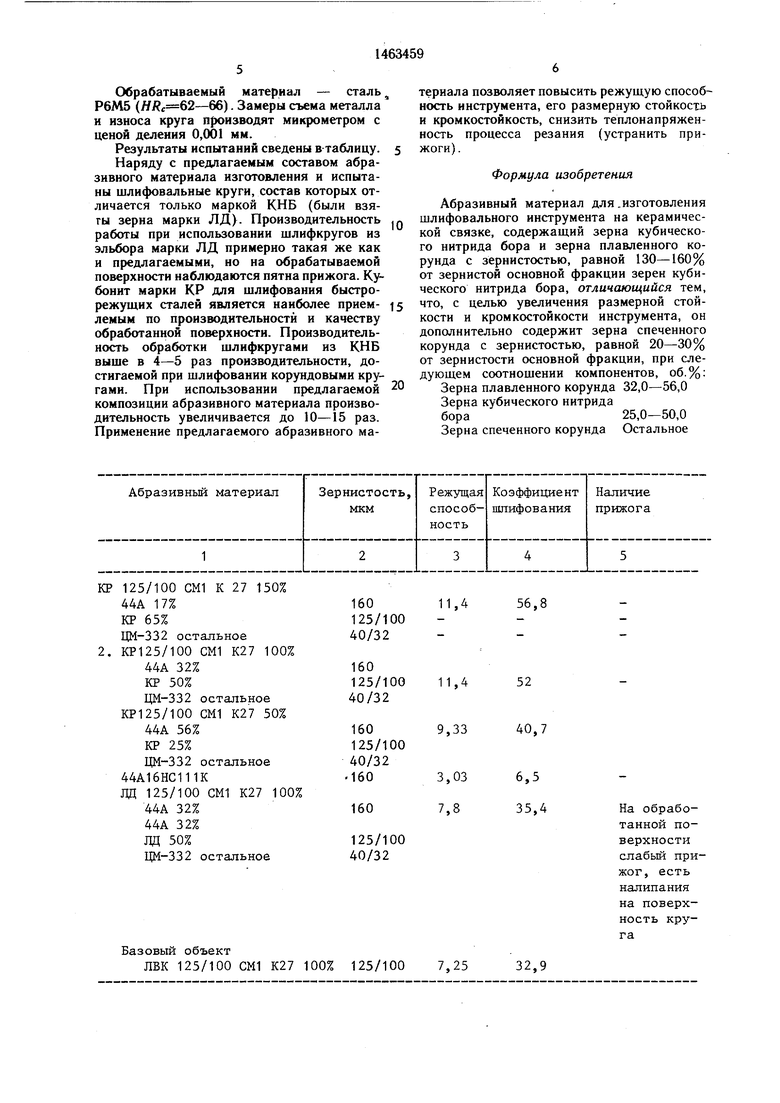
Результаты испытаний сведены в таблицу. Наряду с предлагаемым составом абразивного материала изготовлеиия и испытаны шлифовальные круги, состав которых отличается только маркой КНБ (были взяты зерна марки ЛД. Производительность работы при использоваиии шлнфкругов из эльбора марки ЛД примерио такая же как и предлагаемыми, ио на обрабатываемой поверхности наблюдаются пятна прижога. Ку- бонит марки КР для шлифования быстрорежущих сталей является наиболее прием- лемым по производительности и качеству обработанной поверхности. Производительность обработки шлифкругами из КНБ выше в 4-5 раз производительности, достигаемой при шлифовании корундовыми кругами. При использовании предлагаемой композиции абразивного материала производительность увеличивается до 10-15 раз. Применение предлагаемого абразивного материала позволяет повысить режушую способность инструмента, его размерную стойкость и кромкостойкость, снизить теплонапряжен- ность процесса резания (устранить при- жоги).
Формула изобретения
Абразивный материал для.изготовления шлифовального инструмента на керамической связке, содержащий зерна кубического нитрида бора и зерна плавленного корунда с зернистостью, равиой 130-160% от зернистой основной фракции зерен кубического нитрида бора, отличающийся тем, что, с целью увеличения размерной стойкости и кромкостойкости инструмента, он дополнительно содержит зерна спеченного корунда с зернистостью, равной 20-30% от зернистости основной фракции, при следующем соотношении компонеитов, об.%:
Зерна плавленного корунда 32,0-56,0
Зерна кубического нитрида
бора25,0-50,0
Зерна спеченного корунда Остальное
| название | год | авторы | номер документа |
|---|---|---|---|
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА С ПОНИЖЕННЫМ СОДЕРЖАНИЕМ КУБИЧЕСКОГО НИТРИДА БОРА | 2015 |
|
RU2587369C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2014 |
|
RU2583217C1 |
| Связка абразивного инструмента | 1982 |
|
SU1047671A1 |
| ЗЕРНИСТО-АБРАЗИВНЫЕ АГЛОМЕРАТЫ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, А ТАКЖЕ ИХ ИСПОЛЬЗОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2468907C1 |
| Шлифовальный инструмент | 1990 |
|
SU1781022A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| ТВЕРДЫЕ ЧАСТИЦЫ С ПОКРЫТИЕМ | 2009 |
|
RU2472834C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
Изобретение относится к области производства абразивного инструмента, используемого преимущественно для глубинного шлифования инструментальных сталей с целью повышения размерной стойкости и кром- костойкости. Абразивный материал для изготовления шлифовального инструмента включает зерна кубического нитрида бора марки КР (кубонит), зерна плавленного корунда
Р 125/100 СМ1 К 27 150% 44А 17% КР 65%
ЦМ-332 остальное . КР125/100 СМ1 К27 100%
44А 32%
КР 50%
ЦМ-332 остальное КР125/100 СМ1 К27 50%
44А 56%
КР 25%
ЦМ-332 остальное 44А16НС111К ЛД 125/100 СМ1 К27 100%
44А 32%
44А 32%
ЛД 50%
ЦМ-332 остальное
160
125/100
40/32
160
125/100
40/32
160
125/100 40/32 -160
160
125/100 40/32
56,8
52 40,7
6,5 35,4
На обработанной поверхностислабый при- жог, есть налипания на поверхность круга
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
