Изобретение относится к машиностроению и технологии изготовления алмазного инструмента.
Целью изобретения является повышение износостойкости алмазного инструмента на полимерных и керамических связках.
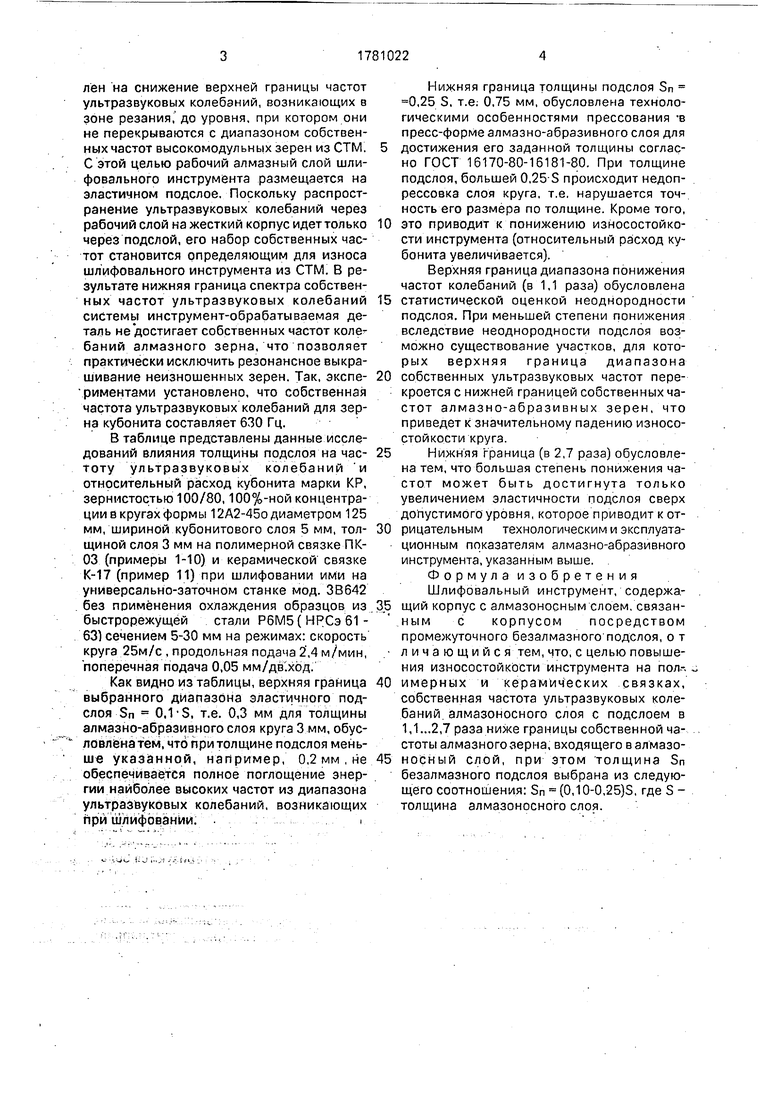
На фиг. 1 изображен инструмент, общий вид; на фиг.2 - вид сбоку фиг.1.
Шлифовальный круг состоит из корпуса 1, алмазного слоя 2 толщиной S и безалмазного подслоя 3 толщиной Sn.
Шлифовальный инструмент изготавливают следующим образом.
В пресс-форму засыпают вначале порошок подслоя, затем шихту алмазного слоя, все это прессуется и спекается определенное время. Затем готовый алмазоносный слой с подслоем клеят к металлическому корпусу шлифовального круга.
Физическая сущность положительных эффектов, достигаемых в заявляемом способе, заключается в следующем. Известно, что при работе шлифовального инструмента зона резания является источником ультразвуковых колебаний, порождаемых частыми соударениями алмазных зерен с обрабатываемой поверхностью. При этом алмазные зерна, обладая модулем упругости, намного превышающим MOflyflb ynpyro C rn cfHS KM, являются основными каналами распространения энергии ультразвуковых колебаний в рабочем слое инструмента. При совпадении частоты ультразвуковых колебаний, образующихся в процессе шлифования с собственной частотой алмазного зерна, происходит резонансное вырывание его. (авследствие, значительная часть алмазных зерен или кубического нитрида бора (КНБ) выпадает из связки неизношенной, возможности сверхтвердого материала используются не полностью. Модуль упругости алмаза и КНБ очень высок, поэтому собственные колебания зерен этих материалов характеризуются большими частотами. Как показали исследования (см. таблицу), в резонакс с ними могут попасть только наиболее высокие частоты колебаний, возникающие в зоне резания. Описываемый инструмент направto
V| 00
о ю го
лен на снижение верхней границы частот ультразвуковых колебаний, возникающих в зоне резания, до уровня, при котором они не перекрываются с диапазоном собственных частот высокомодульных зерен из СТМ. С этой целью рабочий алмазный слой шлифовального инструмента размещается на эластичном подслое. Поскольку распространение ультразвуковых колебаний через рабочий слой на жесткий корпус идет только через подслой, его набор собственных частот становится определяющим для износа шлифовального инструмента из СТМ. В результате нижняя граница спектра собственных частот ультразвуковых колебаний системы инструмент-обрабатываемая деталь не достигает собственных частот колебаний алмазного зерна, что позволяет практически исключить резонансное выкрашивание неизношенных зерен. Так, экспериментами установлено, что собственная частота ультразвуковых колебаний для зерна кубонита составляет 630 Гц.
В таблице представлены данные исследований влияния толщины подслоя на частоту ультразвуковых колебаний и относительный расход кубонита марки КР, зернистостью 100/80,100%-ной концентрации в кругах формы 12А2-45о диаметром 125 мм, шириной кубонитового слоя 5 мм, толщиной слоя 3 мм на полимерной связке ПК- 03 (примеры 1-10) и керамической связке К-17 (пример 11) при шлифовании ими на универсально-заточном станке мод. ЗВ642 без применения охлаждения образцов из быстрорежущей стали Р6М5( НРСэ 61- 63) сечением 5-30 мм на режимах: скорость круга 25м/с , продольная подача 2,4 м/мин, поперечная подача 0,05 мм/дв.ход.
Как видно из таблицы, верхняя граница выбранного диапазона эластичного подслоя Sn 0.1-S, т.е. 0,3 мм для толщины алмазно-абразивного слоя круга 3 мм, обусловлена тем, что при толщине подслоя мень- ше указанной, например, 0,2мм не обеспечивается полное поглощение энергии наиболее высоких частот из диапазона ультразвуковых колебаний, возникающих при шлифовании.
Нижняя граница толщины подслоя Sn 0,25 S, т.е. 0,75 мм, обусловлена технологическими особенностями прессования -в пресс-форме алмазно-абразивного слоя для
достижения его заданной толщины согласно ГОСТ 16170-80-16181-80. При толщине подслоя, большей 0,25 S происходит недоп- рессовка слоя круга, т е. нарушается точность его размера по толщине. Кроме того,
это приводит к понижению износостойкости инструмента (относительный расход кубонита увеличивается)
Верхняя граница диапазона понижения частот колебаний (в 1,1 раза) обусловлена
статистической оценкой неоднородности подслоя. При меньшей степени понижения вследствие неоднородности подслоя возможно существование участков, для которых верхняя граница диапазона
собственных ультразвуковых частот перекроется с нижней границей собственных частот алмазно-абразивных зерен, что приведет к значительному падению износостойкости круга
Нижняя граница (в 2,7 раза) обусловлена тем, что большая степень понижения частот может быть достигнута только увеличением эластичности подслоя сверх допустимого уровня, которое приводит к отрицательным технологическим и эксплуатационным показателям алмазно-абразивного инструмента, указанным выше.
Формула изобретения Шлифовальный инструмент, содержащий корпус с алмазоносным слоем связанным с корпусом посредством промежуточного безалмазного подслоя, о т личающийся тем, что, с целью повышения износостойкости инструмента на полимерных и керамических связках, собственная частота ультразвуковых колебаний алмазоносного слоя с подслоем в 1,1...2,7 раза ниже границы собственной частоты алмазного зерна, входящего валмазоносный слой, при этом толщина Sn безалмазного подслоя выбрана из следующего соотношения: Sn (0,10-0,25)5, где S - толщина алмазоносного слоя.
1
2 3 I
1
3,00 3,00
з.оо з.оо
3,00 3,00 3,00 3,00 3,00 3,00
з.оо
Прототип (без подслоя)
Q20 0,30 0,50 0,75 0,80 0,50 0,50 0,50 0,50 0,50 0,50
0,06
0,10
0,16
0,25
0,27
0,16
0,16.
0,16
0,16
0,16
0,16
330 330 330 330 330 505 575 330 233 218 330 620-6 10
21,9
,9
,9
,9
,9
,05
,1
,9 2,7 2,9 1,9 1
2,65 1,85 1,25 1,70 2,70 1,80 1,90 1,25 1,65 2,70 1,32 2,65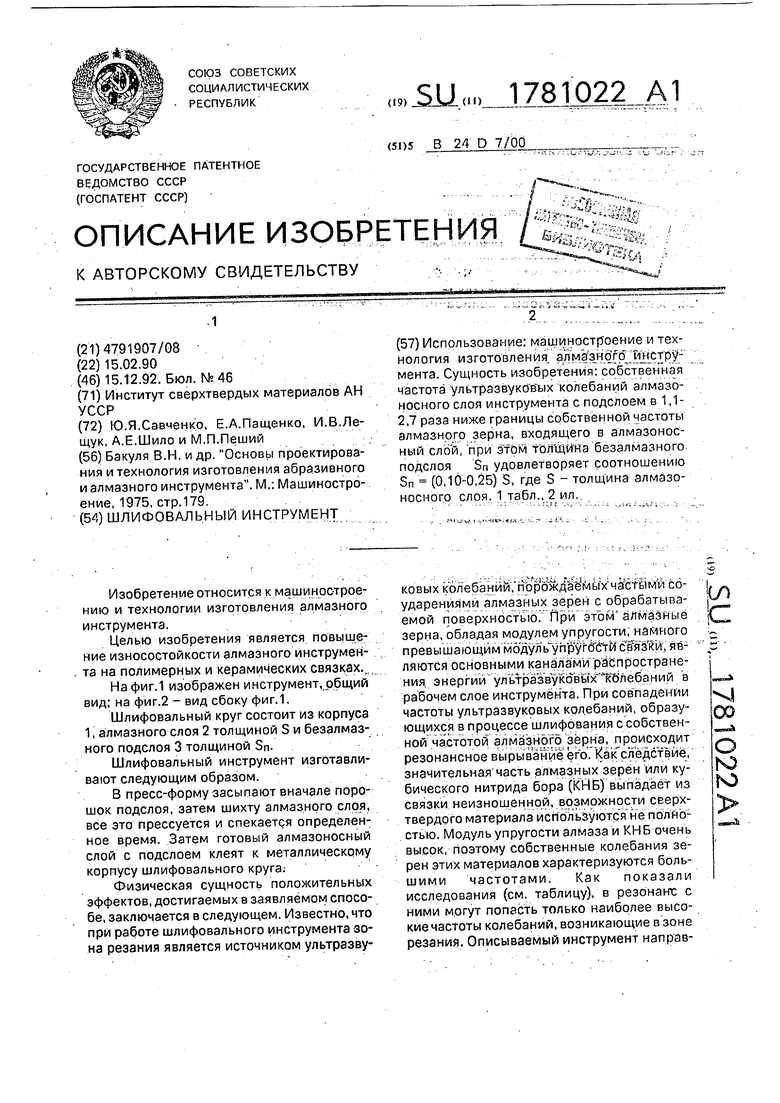

| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный материал | 1987 |
|
SU1463459A1 |
| Способ изготовления абразивно-алмазного инструмента | 1982 |
|
SU1090544A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Инструмент для отделочной обработки зубчатых колес | 1978 |
|
SU891278A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| Способ изготовления алмазного трубчатого инструмента | 1981 |
|
SU1006199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 1991 |
|
RU2008188C1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2013 |
|
RU2542891C2 |
| Способ изготовления алмазного инструмента | 1989 |
|
SU1662820A1 |
Использование: машиностроение и технология изготовления алмаз ногб инструмента. Сущность изобретения: собственная частота ультразвуковых колебаний алмазоносного слоя инструмента с подслоем в 1,1- 2,7 раза ниже границы собственной частоты алмазного зерна, входящего в алмазоносный слой, при этом тол щина безалмазного подслоя Sn удовлетворяет соотношению Sn (0,10-0,25) S, где S - толщина алмазоносного слоя. 1 табл., 2 ил
фиг. 2
| Бакуля В.Н и др Основы проектирования и технология изготовления абразивного и алмазного инструмента | |||
| М.; Машиностроение, 1975, стр.179 |
