1
Изобретение относится к маркировке электрических проводов с произвольной изоляцией и может быть использовано для подготовки монтажных проводов при изготовлении жгутов.
Лелью изобретения является получение маркировочных символов с увеличенным объемом информации для обеспечения автоматизированного изготовления жгутов электрических проводов.
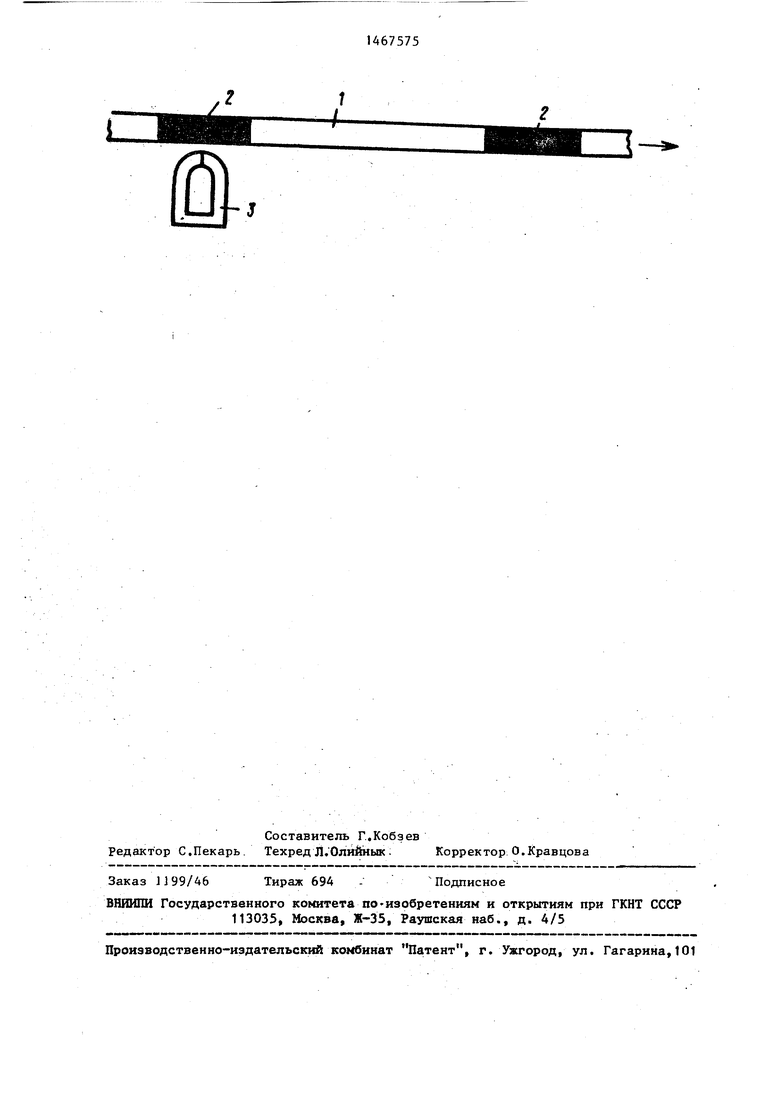
На чертеже изображен пример осуществления способа.
Маркирование изолированных проводов проводится следующим образом.
На изолированный провод , как на подложку, напылением,осаждением или другим способом предварительно наносят магнитное покрытие 2 в виде
ферролака, состоящее из мелкодисперсного ферромагнитного порошка -РеаОз (70-80. об.%) и немагнитной связки. Магнитное покрытие является носителем информации. Перемещая провод 1 относительно головки 3, приводят рабочий слой покрытия, в состояние ступенчатой намагничиваемости. Изменение намагничиваемости участка носителя происходит за счет подачи в обмотку записывающей голЬв ки 3 прямоугольного импульса тока, создающего между полюсами головки магнитное поле записи. Как и в случае магнитных лент, магнитное покрытие провода обладает свойствами запоминания и продолжительного хранения закодированной информации в виде уни4
О)
ел м ел
тарного кода необходимой служебной и технологической информации.
Приведем пример возможного -варианта записи марр ировочной информации на ферромагнитных покрытиях изолированных проводов, При коллинеарности вектора намагничивания и вектора перемещения провода реализуют способ маркировки в двоичной системе счисления, что наиболее приемлемо для сопряжения технологии монтажа с ЭВМ. Запись информации при плотностях 32 и 356 последовательных переходов в 1 мм (п.п,/мм) выполняется способом без возвращения к нулю (БВН1) и при 126 п,п,/мм - фазокодированным способом (ФК). Средняя амплитуда сигнала на магнитной поверхности 2 должна находиться в пределах от среднего амплитудного сигнала: ±10% для 32 п.п./мм, 10,,, 25% для 126 п.п,/мм, 30,,,25% для 356 п,п,/мм, при стираемости порядка 3%, Максимальная скорость движения провода в трактопротяжном механизме 2-3 м/с. Участки 2 могут быть расположены по всей длине провода с обязательным наличием их возле концов. Необходимый десятичный шифр или приказ кодируется последовательностью символов О и 1 и вводится в маркиро- вочное пространство. Например, служебной информации (Начало, № 174, Конец) присваивается код 11110101110 01, Здесь первых три и последних три символа 1JJ и 101 ука- зьтают на начало и конец записи, а средние символы lOlOJllO - на № J74,
между магнитным штрихом и направле нием движения провода, равным 90° Преимуществом является непрерывнос f записи и сравнительно небольшая дл на ферромагнитного покрытия, недос татком - значительное усложнение кйиструкции записьшающаго и считыв ющего устройства, необходимость в
JO дополнительном транслирующем обору довании,,
Отметим, что изолированный марк ровочный провод не допускает возде ствия магнитного поля напряженност
15 более 4000 А/м,
Данньй способ позволяет осущест -вить маркировку электрических пров дов произвольной изоляцией и может быть использован в процессе автома тизированной сборки электрических жгутов и монтажа электрических схе с помощью периферийных устройств, управляемых ЭВМ, в случае мало- ил безлюдной технологии.
Формула изобретени
1, Способ маркировки электричес ких проводов, при котором провод п ремещают вдоль его продольной оси мимо маркировочного приспособления и на отдельных участках поверхност провода образуют маркировочные сим волы путем воздействия энергии мар кировочного приспособления, о т л 35 чающийся тем, что, с целью получения маркировочных символов с увеличенным объемом информации для обеспечения автоматизированного из товления жгутов электрических пров
20
25
30
Вся информация составляет всего 2 байт, 40 дов, перед перемещением провода на
а запись - менее 1 мм. Причем представляется несущественным с начала или с конца .происходит запись (а в дальнейшем - считывание) маркировки Технологическая же информация (приказы) представляется 256 возможными комбинациями О и 1 в восьмиразрядном двоичном коде. Если же такого количества мало или много, то разрядность символа приказа можно изменить в меньшую Или большую сторону соответственно.
Возможен способ маркировки и при реализации, намагничивания с углом
его поверхность наносят магнитное покрытие, а в качестве маркировочного приспособления используют магнитную записывающую головку.
45 2, Способ по п, .1, о т л и ч а ю щ и и с я тем, что магнитное покры тие наносят в виде ферролака, состо щего из мелкодисперсного ферромагнитного порошка , и немагнит50. ной связки,
3, Способ поп, ,отлича ю щ и и с я тем, что запись маркировочных символов производят в унитар иом коде.
между магнитным штрихом и направлением движения провода, равным 90°. Преимуществом является непрерывность f записи и сравнительно небольшая длина ферромагнитного покрытия, недостатком - значительное усложнение кйиструкции записьшающаго и считывающего устройства, необходимость в
O дополнительном транслирующем оборудовании,,
Отметим, что изолированный маркировочный провод не допускает воздействия магнитного поля напряженностью
5 более 4000 А/м,
Данньй способ позволяет осущест- -вить маркировку электрических проводов произвольной изоляцией и может быть использован в процессе автоматизированной сборки электрических .. жгутов и монтажа электрических схем с помощью периферийных устройств, управляемых ЭВМ, в случае мало- или безлюдной технологии.
Формула изобретения
1, Способ маркировки электрических проводов, при котором провод перемещают вдоль его продольной оси мимо маркировочного приспособления и на отдельных участках поверхности провода образуют маркировочные символы путем воздействия энергии маркировочного приспособления, о т л и- 5 чающийся тем, что, с целью получения маркировочных символов с увеличенным объемом информации для обеспечения автоматизированного изготовления жгутов электрических прово0
5
0
0 дов, перед перемещением провода на
его поверхность наносят магнитное покрытие, а в качестве маркировочного приспособления используют магнитную записывающую головку.
2, Способ по п, .1, о т л и ч а ю- щ и и с я тем, что магнитное покрытие наносят в виде ферролака, состоящего из мелкодисперсного ферромагнитного порошка , и немагнитной связки,
3, Способ поп, ,отлича ю- щ и и с я тем, что запись маркировочных символов производят в унитар- иом коде.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ маркировки электрических проводов | 1982 |
|
SU1203603A1 |
| СПОСОБ МАРКИРОВКИ ОБЪЕКТА И РАСПОЗНАВАНИЯ ЕЕ ПОСЛЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ | 2011 |
|
RU2454716C1 |
| СПОСОБ ПОМЕХОУСТОЙЧИВОЙ ИДЕНТИФИКАЦИИ ДВИЖУЩИХСЯ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2622861C1 |
| СПОСОБ ПРОГРАММНО-ИНФОРМАЦИОННОГО УПРАВЛЕНИЯ ТРАНСПОРТОМ С ПРИМЕНЕНИЕМ АВТОМАТИЗИРОВАННОГО СРЕДСТВА НАВИГАЦИИ | 2019 |
|
RU2782549C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ДЛЯ ПРЕДОСТАВЛЕНИЯ ТЕЛЕКОММУНИКАЦИОННЫХ УСЛУГ И СПОСОБ ПРЕДОСТАВЛЕНИЯ УКАЗАННЫХ УСЛУГ, С ИСПОЛЬЗОВАНИЕМ БИЛЕТА МОСКОВСКОГО МЕТРОПОЛИТЕНА С МАГНИТНОЙ ПОЛОСОЙ | 1999 |
|
RU2155988C2 |
| СПОСОБ ИДЕНТИФИКАЦИИ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ | 2007 |
|
RU2347293C2 |
| МАРКИРОВОЧНЫЙ МОДУЛЬ | 1993 |
|
RU2088990C1 |
| СИСТЕМА ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ И СПОСОБ УСТАНОВЛЕНИЯ ПОДЛИННОСТИ МАРКИРОВКИ | 1996 |
|
RU2205733C2 |
| СПОСОБ МАРКИРОВКИ КАБЕЛЬНОГО ИЗДЕЛИЯ | 1993 |
|
RU2050603C1 |
| Способ обеспечения безопасного использования электронного документа | 2018 |
|
RU2699234C1 |
Изобретение относится к элект тротехнике и может быть использовано при подготовке монтажных проводовпри изготовлении жгутов. Цель изобретения - получение маркировочных символов с увеличенным объемом информации для обеспечения автоматизированного изготовления жгутов электрических проводов. Для этого на поверхность провода наносят магнитное покрытие. Маркировочные символы наносятся по заданной программе на поверхность изоляции провода с ферромагнитным покрытием в виде участков с остаточной намагничиваемостью, получаемых в результате прохождения провода в зоне записи записывающей магнитной головки. Магнитное покрытие представляет собой тонкую пленку из мелкодисперсного ферромагнитного порошка y f-iG3 и немагнитной связки, 2 з.п. ф-лы, 1 ил. о $ (Л
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2369662C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Опора для шариковых конвейеров | 1933 |
|
SU40929A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
