Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для отрезки точных по объему заготовок под последующую безоблойную штамповку.
Цель изобретения - улучшение качества получаемых заготовок путем повышения их точности по объему.
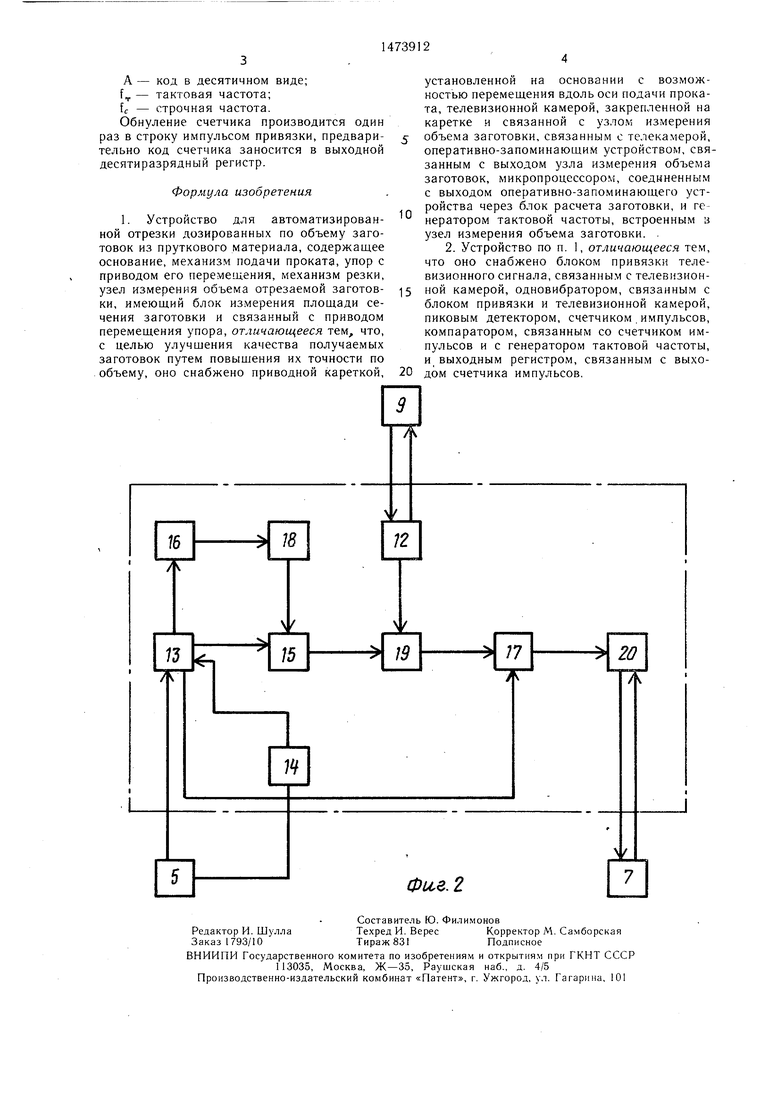
На фиг. 1 изображено устройство для отрезки дозированных по объему заготовок, общий вид; на фиг. 2 - схема измерительного блока.
Устройство для автоматизированной отрезки дозированных по объему заготовок содержит механизмы резания 1 и транспортировки проката 2, направляющую 3 с размещенной на ней -с возможностью равномерного возвратно-поступательного движения кареткой 4, оснащенной телевизионной камерой 5, которая соединена с измерительным блоком 6, соединенным с оперативно-запоминающим устройством 7, выход которого соединен с входом блока 8 расчета площади и высоты заготовки, выход которого соединен с управляющим микропроцессором 9, который соединен с входом блока 8 расчета площади и высоты заготовки, а также связан с входами-выходами блока 10, управляющего возвратно-поступательным движением упора 11, механизма 2 транспортировки, привода перемещения каретки 4 и генератора 12 тактовой частоты, входящего в состав измерительного блока 6 (фиг. 1).
Измерительный блок содержит блок 13 привязки уровня, связанный своими входами с телевизионной камерой 5 и одновиб- ратором 14, а выходами - с компаратором 15, пиковым детектором 16 и счетчиком 17 импульсов. Выход пикового детектора 16 соединен с входами устройства 18 нормировки, выход которого соединен с компаратором 15. Выход компаратора 15 соединен с вентилем 19, который пропускает импульсы тактовой частоты от генератора 12 тактовой частоты на счетчик 17 импульсов, выход ко- торого соединен с выходным регистром 20, связанным с оперативно-запоминающим устройством 7.
Устройство работает следующим образом.
Прокат подают до упора 11 механизмом 2 транспортировки, причем перед началом работы в управляющий микропроцессор 9 вводится информация о номинальных величинах длины (высоты) заготовки, площади поперечного сечения, объеме отрезаемого металла. На основе этой информации происходит установка упора 11 в соответствующее положение относительно механизма 1 резания. Микропроцессор 9 дает команду на включение привода перемещения каретки 4 по направляющей 3, включение генератора 12 тактовой частоты, устанавливает количество рассчитываемых параметров заготовки по всей длине прутка (число необходимых
измерений), ведет отсчет оставшейся длины прутка после отрезки. При движении каретки 4 телевизионный сигнал от телевизионной камеры 5 поступает в измерительный
5 блок 6, где происходит обработка сигнала в информацию с диаметра прутка с отметками времени (перемещения камеры 5), которая поступает в оперативно-запоминающее устройство 7, откуда оно последовательf) но считывается и вводится в блок 8 расчета площади поперечного сечения и высоты заготовки, выход которого соединен с микропроцессором 9. В результате полученной информации управляющий микропроцессор 9 формирует командный сигнал для установки
5 в соответствующее положение упора 11, а после получения сигнала о выполнении этой команды от блока 10 организует возможное движение механизма 2 подачи и, получив от него сигнал об исполнении команды, включает механизм 1 резания.
0 Блок измерения работает следующим образом.
В измерительный блок поступает полный телевизионный сигнал, а также импульсы синхронизации строк и полей. Телевизионный
„ сигнал подается в блок 13 привязки уровня по уровню гашения к нулевому потенциалу. Привязка осуществляется импульсами длительностью 1 икс, формируемыми одно- вибраторами 14 от заднего фронта (среза) строчного синхронизирующего импульса.
о С выхода схемы привязки сигнал поступает на компаратор 15, где происходит сравнение напряжения обратной связи, формируемого устройством 1$ нормировки. С выхода блока привязки сигнал поступает на пиковый детектор 16, выделяющий и храня5 щий в течение одного поля максимальное значение телевизионного сигнала. Напряжение и«акс - максимальное значение сигнала поступает на устройство 18 нормировки, формирующее из этого напряжение сигнала обратных связей. При сравнении при0 вязанного по уровню гашения телевизионного сигнала и напряжения обратных связей на выходе компаратора вырабатывается импульс, соответствующий длительности участка строки с телевизионным сигналом
5 максимальной амплитуды (максимальной интенсивности свечения объекта в поле телевизионной камеры). Этот импульс поступает на вентиль 19, разрешающий подачу счетных тактовых импульсов с. генератора 12 тактовой частоты на счетчик 17 импульсов.
Q Счетчик имеет десять разрядов, при этом линейный размер L объекта с максимальной по полю интенсивностью вычисляется по формуле
L S-K-A-,
5fr
где S -расстояние от камеры до объекта; К - коэффициент, учитывающий параметры оптической системы камеры;
А - код в десятичном виде;
fT - тактовая частота;
fc - строчная частота.
Обнуление счетчика производится один раз в строку импульсом привязки, предварительно код счетчика заносится в выходной десятиразрядный регистр.
Формула изобретения
1. Устройство для автоматизированной отрезки дозированных по объему заготовок из пруткового материала, содержащее основание, механизм подачи проката, упор с приводом его перемещения, механизм резки, узел измерения объема отрезаемой заготовки, имеющий блок измерения площади сечения заготовки и связанный с приводом перемещения упора, отличающееся тем, что, с целью улучшения качества получаемых заготовок путем повышения их точности по объему, оно снабжено приводной кареткой,
установленной на основании с возможностью перемещения вдоль оси подачи проката, телевизионной камерой, закрепленной на каретке и связанной с узлом измерения
объема заготовки, связанным с телекамерой, оперативно-запоминающим устройством, связанным с выходом узла измерения объема заготовок, микропроцессором, соединенным с выходом оперативно-запоминающего устройства через блок расчета заготовки, и ге нератором тактовой частоты, встроенным в узел измерения объема заготовки. .
2. Устройство по п. 1, отличающееся тем, что оно снабжено блоком привязки телевизионного сигнала,связанным с телевизионной камерой, одновибратором, связанным с блоком привязки и телевизионной камерой, пиковым детектором, счетчиком . импульсов, компаратором, связанным со счетчиком импульсов и с генератором тактовой частоты, и выходным регистром, связанным с выходом счетчика импульсов.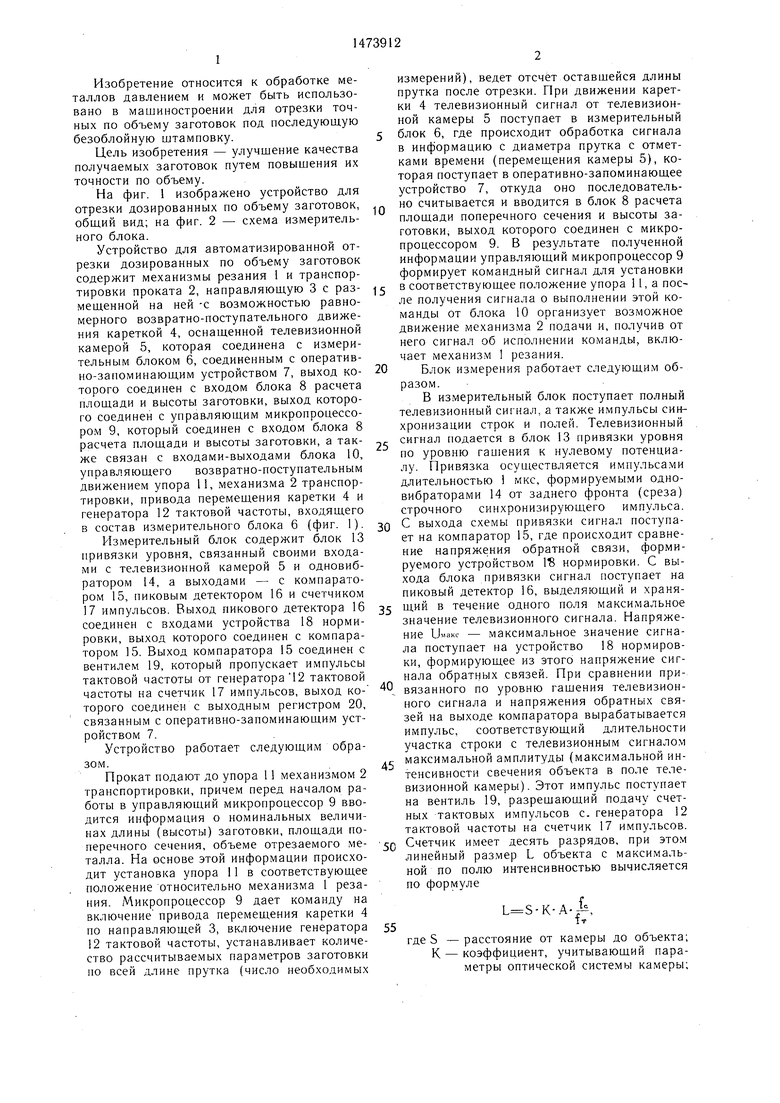
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕЛЕВИЗИОННАЯ КАМЕРА ДЛЯ НАБЛЮДЕНИЯ В УСЛОВИЯХ СЛОЖНОЙ ОСВЕЩЕННОСТИ И/ИЛИ СЛОЖНОЙ ЯРКОСТИ ОБЪЕКТОВ | 2007 |
|
RU2362275C1 |
| Установка для вытягивания стеклянных трубок | 1989 |
|
SU1659366A1 |
| ДАТЧИК ИСПРАВНОСТИ УЛЬТРАЗВУКОВЫХ ПРЕОБРАЗОВАТЕЛЕЙ | 2006 |
|
RU2327981C2 |
| ТЕЛЕВИЗИОННАЯ СИСТЕМА ДЛЯ НАБЛЮДЕНИЯ ЗА ПЕРЕМЕЩЕНИЕМ ГОРЯЧЕГО ПРОКАТА | 2012 |
|
RU2502211C1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ДЛИНЫ | 1998 |
|
RU2148789C1 |
| ТЕЛЕВИЗИОННАЯ КАМЕРА ДЛЯ НАБЛЮДЕНИЯ В УСЛОВИЯХ СЛОЖНОГО ОСВЕЩЕНИЯ И/ИЛИ СЛОЖНОЙ ЯРКОСТИ ОБЪЕКТОВ | 2011 |
|
RU2472299C1 |
| ТЕЛЕВИЗИОННАЯ КАМЕРА НА ПРИБОРАХ С ЗАРЯДОВОЙ СВЯЗЬЮ | 1993 |
|
RU2092977C1 |
| ТЕЛЕВИЗИОННАЯ СИСТЕМА ДЛЯ НАБЛЮДЕНИЯ ЗА ПЕРЕМЕЩЕНИЕМ ГОРЯЧЕГО ПРОКАТА | 2011 |
|
RU2472303C1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |
| СПОСОБ КОНТРОЛЯ ЦЕНТРИРОВКИ ЛИНЗ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2035712C1 |
Изобретение относится к обработке металлов давлением, а именно к оборудованию для резки пруткового проката на мерные заготовки. Цель изобретения - улучшение качества получаемых заготовок путем повышения их точности. Устройство содержит приводную каретку на основании, телевизионную камеру, оперативно-запоминающее устройство с микропроцессором, блок расчета заготовки, встроенный в узел измерения объема заготовки и генератор тактовой частоты, встроенный в узел измерения объема заготовки, а также блок привязки телевизионного сигнала. Устройство обеспечивает точный промер диаметра прутковой заготовки по длине прутка с установленной частотой измерений и расчет необходимой длины отрезаемой заготовки. После определения длины заготовки микропроцессор 9 формирует соответствующие команды для перемещения упора 11 устройства, включение и работу механизма 2 транспортировки проката. 1 з.п.ф-лы, 2 ил.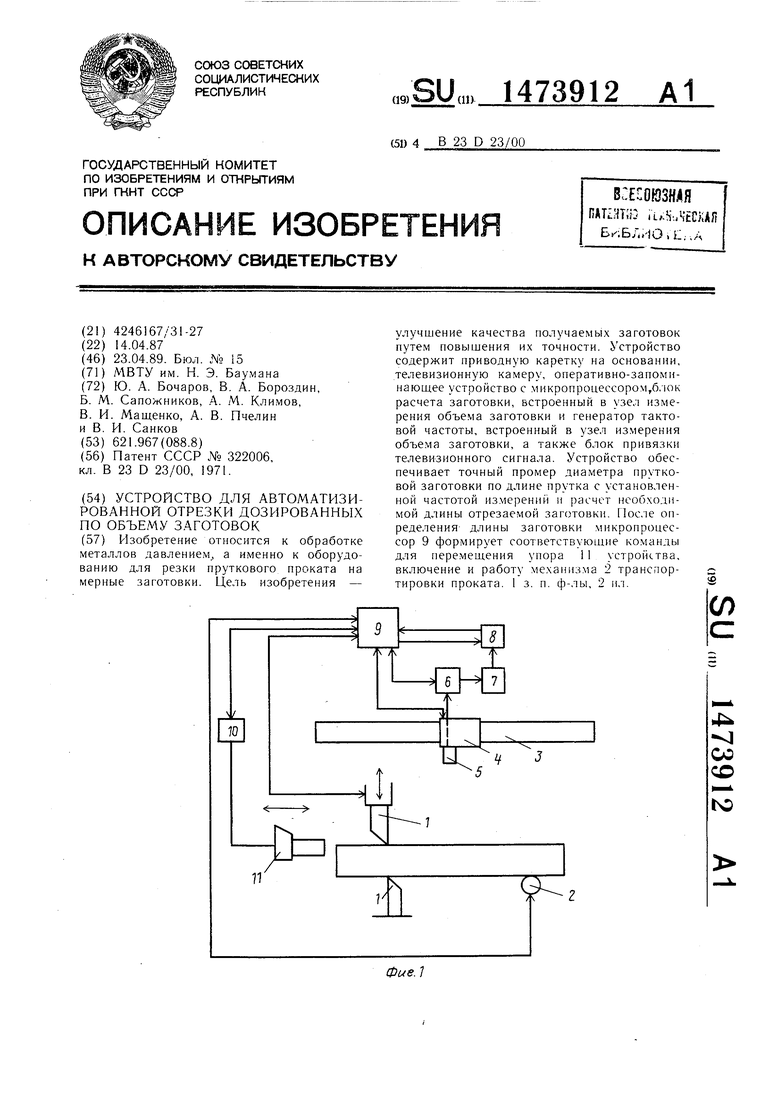
16
18
v
13
-
15
А
12
v
19
17
20
л
| 0 |
|
SU322006A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
