1
Изобретение относится к машинеСтроению, в частности к конструкции оборудования для обработки давлением
Известно устройство для автоматической разбраковки проката в линии поперечной резки, содержащее соединенные между собой контрольный прибор качества проката, датчик перемещения проката, задатчик длины отрезаемой заготовки, логическую схему, два блока памяти дефектов, электронньш ключ, а также соединенные последовательно датчик перемещения отрезанньпс заготовок, блок сопровождения информации о качестве отрезанных заготовок и переключатель потока заготовок С 1 3.
Недостатками известного устройств являются низкая точность определения мест дефектов проката и отсутствие контроля качества всех зон подаваемого проката, что снижает выход качественных заготовок.
Цель изобретения - повышение выхода качественнЕ 1х заготовок путем кон-25 9 и троля качества всех зон подаваемого проката и более точного определения мест дефекта. Поставленная цель достигается тем что устройство- для автоматической разбраковки проката в линии поперечной резки, содержащее соединенные между собой контрольный прибор качества проката, датчик перемещения про ката, задатчик длины отрезаемой заготовки, логическую схему, два блока памяти дефектов, электронный ключ, а также соединенные последовательно датчик . перемещения отрезанных загото вок, блок сопровождения информации о качестве отрезанных заготовок и переключатель потока заготовок, снабже но датчиками перемеще1п-1я и контрольного положения каретки, датчиком пол женин механизма захвата проката, вычитающим счетчиком, цифровьм компаратором с тремя уровнями срабатывани триггер6,м, и дополнительным блоком па мяти дефектов, причем датчики переме щения проката и каретки и датчики положения всех механизмов подключены к логической схеме, выходы которой соединены с входами вычитающего счетчика, соединенного с цифровым компаратором, выходы первого и второго уровня срабатывания компаратора подключены к триггеру, а третьего уровня срабатьшания - к логической схеме, нулевой выход тригге.ра подсо1091969
единен к коммутирующему входу электронного ключа, а единичный - к считывающему входу дополнительного блока памяти дефектов, при этом последНИИ своим выходом подключен к записывающему входу первого блока памяти .дефектов, а считывающие входы первого и второго блоков памяти дефектов соединены с выходами датчика положеНИН механизма захвата проката.
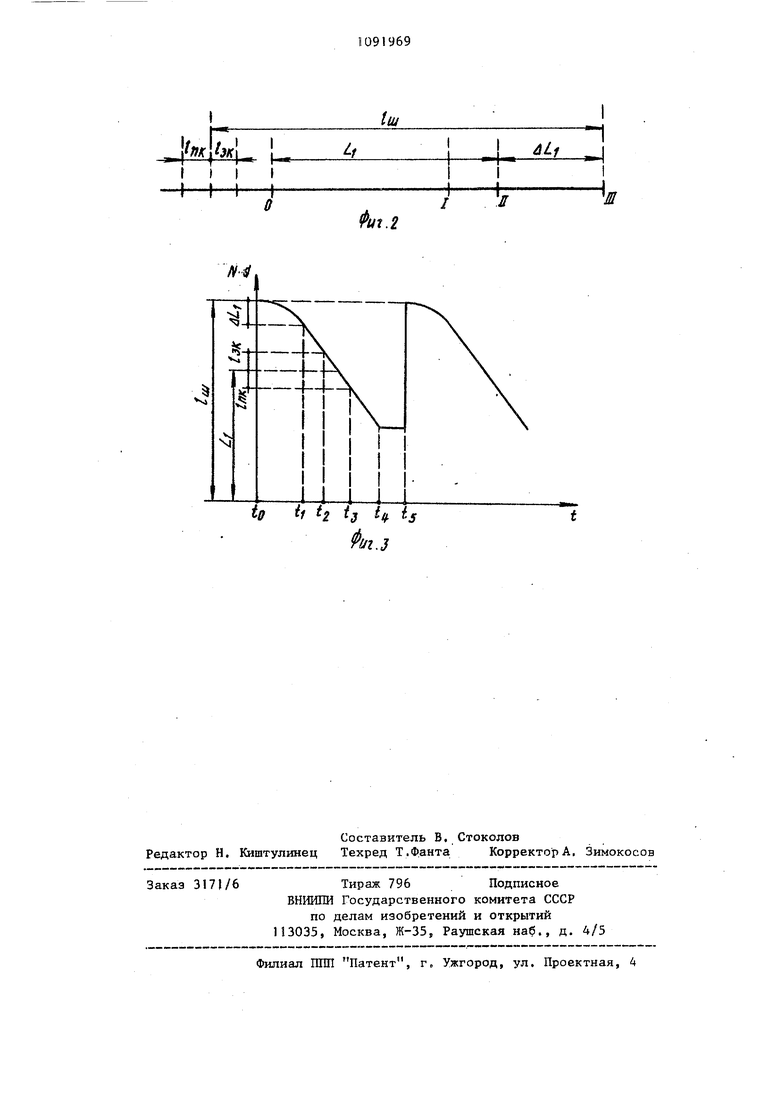
На фиг. 1 приведена блок-схема устройства; на фиг. 2 - принцип отсчета длины отрезаемых заготовок и расположение режутцего инструмента; на
фиг, 3 - график изменения числа N в
вычитающем счетчике за цикл работы.
Уст ройство содержит контрольный
прибор 1 качества проката, датчик 2
перемещения проката 3, кинематически связанный с тянущими роликами 4, задатчик 5 длины отрезаемой заготовки, подключенный к вхоДу логической схемы 6, датчик 7 перемещения и датчик 8 контрольного положения каретки режушего инструмента 10 отрезного механизма 11, датчик 12 положения механизма захвата 13 с двумя выходами 14 и 15, сигналы на которых появляются соответственно в моменты включения и отключения захвата 13, первый 16, второй 17 и дополнительный 18 блоки памяти дефекта, вычитающий счетчик 19, счетный вход 20 которого и поразрядные входы 21 подключены к соответствующим выходам логической схемы 6, а поразрядные выходы 22 подключены к входам цифрового компаратора 23 с тремя уровнями срабатьшания, который в свою очередь подключен выходом 24 первого уровня и выходом 25 второго уровня к триггеру 26, а выходом 27 третьего уровня срабатывания - к логической схеме 6, электронный ключ 28, датчик 29 перемещения заготовок 30 проката за отрезным механизмом, кинематически связанный с одним из роликов 31 рольганга 32, блок 33 сопровождения информации о качестве отрезанного режущим механизмом проката и переключатель 34 потока, осуществляюищй переключение отрезанных заготовок в поток 35 сортного или в поток 36 бракованного металла. На фиг. 2 цапфами I, II и III условно показаны положения режущего инструмента вдоль оси агрегата в процессе разгона каретки отрезного механизма в моменты нахождения послед3ней: I - в исходном положении, II в коргтрольном положении, III - в момент начала реза. Кроме того,, на фиг. 2 указано место расположения контрольного прибора 1 и приведены: расстояние от оси этого прибора до режущего инструмента при прохождении кареткой контрольного положения L, путь, пройденный кареткой от контрольного положения до начала реза ЛЪ, заданные длина отрезаемой заго товки 1щ и длины переднего и заднего 1 кондов заготовок, наличие дефектовна ксторых допустимо не контролировать. Для предлагаемых агрегатов выполн ется условие 1 а1 Ц L-f Ъ что позволяет обойтись для сопровож дения информации о дефекте проката логической.схемой, вычитаюощм счетчи ком и блоками памяти дефекта. В момент прохождения кареткой контрольно го положения, фиксируемого соответст вующим датчиком, в вычитающий счетч вводится, с учетом выбранной дискрет ности импульсов перемещения проката и каретки d, код числа L и начинае ся поступление на счетньй вход этого счетчика импульсов датчика перемещения каретки. Так продолжается до момента включения механизма захвата пр ката и начала реза. С этого момента на счетный вход вычитающего счетчика поступают импульсы датчика перемеп;ен проката. В момент уменьщения числа в счетчике до величины, соответствующей расстоянию (L + 1.,), появляется сигнал срабатывания первого уровня цифрового компаратора и связь контрольного прибора с устройством пре кращается. Все записанные к этому времени дефекты относятся к заготовке проката, которая будет формироват ся при следующем запуске отрезного мехат1зма. На время прохождения под дефектоскопом участка Ij + 1,, контроль качества последнего не производится. При прохождении под дефек тпгкопом задней границы . срабатывает второй уровень цифрового компаратора и связь контрольного прибор с устройством восстанавливается. Спу стя некоторое время после срабатывания второго уровня цифрового компаратора, но до начала нового цикла (т.е. до поступления команды на новьш запуск отрезного механизма на рез ), срабатывает третий уровень ци.694фрового компаратора п поступление импульсов на счетный вход вычитакяиед счетчика прекращается. В гаком со- стоянии схема остается до начал нового цикла. На фиг. 3 приведен график измене ния числа N в вычитающем счетчике з цикл работы. Бременам . с yчeтo. дискретности нмпульсов d соответствуют ; tp - прохождение кареткой контроль- ного положения, начало цикла, ввод в счетчик кода числа I ц , t - включение механизма захвата проката, начало реза, прекращение поступления импульсов датчика перемещения каретки и начало поступления импульсов датчика перемещения проката; t2 прохождение под контрольным прибором передней границы конца срабатывание первого уровня цифрового компаратора, отключение контрольного прибора от устройства, перенос информации о дефектах в первый блок памяти;t - прохождение под контрольным прибором задней границы конца Ip, , срабатывание второго уровня цифрового компаратора, восстановление канала связи контрольного прибора с устройством;t. - срабатывание третьего уровня цифрового компаратора, прекраще ие поступления импульсов на счетный вход вычитающего счетчика; t - начало нового цикла. Устройство работает cлeдyюп и образом. . Информация о некондиционности проката 3 с выхода прибора 1 через электронный ключ 28 записывается в дополнительный блок 18 памяти дефектов, затем в момент сраблту.шания первого уровня 24 цифрового кo пapaтopa 23 переписывается в первый блок 16 памяти дефекта, откуда при включении захвата 13 переписывается во второй блок 17 памяти дефекта, а в м омент отключения захвата - в блок 33 сопро-, вождения информации о качестве отрезанных заготовок 30. По мере продвижения отрезанных заготовок проката по рольгангу 32 информация о их качестве перемещается в блоке 33 от входа к выходу. В момент подхода к переключателю 34 осуществляется рассортировка заготовок на два потока: кондиционные направляются в поток 35 сортного, а некондиционные - в noTOKj 36 бракованного металла, В момент прохождения кареткой 9 контрольного положения, фиксируемого датчиком 8, в вычитающий счетчик 19 через логическую схему 6 по разрядным входам 21 с эадатчика 5 вводится код длины J.j отрезаемой заготовки, а на счетный вход 20 счетчика начинают поступать импульсы датчика 7 перемеще ния каретки. С момента включения ме-ханизма захвата 13, фиксируемого на выходе 14 датчика 12, на счетный вхо 20 вычитающего счетчика 19 начинают поступать импульсы датчика 2 перемещения проката 3, а преступление импульсов датчика 7 прекращается. По мере поступления импульсов на вход 2 счетчика зaпиcaн oe в нем число непрерьюно уменьшается. Когда число. Записанное в счетчике, уменьшится с УЧЕТОМ дискретности d импульсов датчиков 2 и 7 до величины jsj - -1 что соответствует вхождению в зону контроля прибора 1 участка (Ij пк (см. фиг. 2 и 3), на выходе 24 перво го уровня срабатывания компаратора 23 появляется сигнал, которым тригге 26 переводится в состояние , при 30 этом электронный ключ 28 закрывается, 1 9 а записанная в дополнительном блоке 18 памяти информация о дефекте, если таковая имеется, переписывается в первый блок 16 памяти дефектов. До момента срабатывания второго уровня компаратора ключ 28 остается закрытым, а связь прибора 1 с блоком памяти 1В прервана. В момент уменьшения числа в счетчике до величины Nj :: на выходе 25 второго уровня компаратора появляется сигнал, которым триггер 26 переводится в нулевое состояние, и вновь открьшается ключ 28 для , прохождения информации с прибора 1 на блок 18 памяти. При дальнейшем уменьшении числа в счетчике 19 до величины NJ, несколько меньшей N, но до момента поступления сигнала с датчика 8 о начале нового цикла, на выходе 27 третьего уровня срабатывания компаратора появляется сигнал, результатом которого является прекращение поступления импульсов на вход счетчика 19. Эффективность использования ycTi, ройства обуславливается повьплением выхода качественных заготовок при обработке проката на линиях поперечной резки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической разбраковки проката | 1982 |
|
SU1044439A1 |
| Устройство для автоматической разбраковки проката | 1985 |
|
SU1324697A1 |
| Устройство для автоматической разбраковки заготовок нарезанных из проката | 1988 |
|
SU1618476A1 |
| Способ управления загрузкой, выгрузкой и перемещением заготовок в кольцевой печи | 1989 |
|
SU1696826A1 |
| Устройство контроля заполнения межклетевого промежутка при многониточной прокатке | 1985 |
|
SU1308411A1 |
| Следящий электропривод для разметки шкал | 1984 |
|
SU1228071A1 |
| Датчик наличия металла в двухниточной прокатной клети | 1988 |
|
SU1585042A1 |
| Устройство для управления загрузкой, выгрузкой и перемещением заготовок в кольцевой печи | 1989 |
|
SU1721420A1 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ РАСПЛАВА В КОВШЕ | 2006 |
|
RU2324904C1 |
| Датчик наличия металла в двухниточной прокатной клети | 1989 |
|
SU1632536A1 |

УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ РАЗБРАКОВКИ ПРОКАТА В ЛИНИИ ПОПЕРЕЧНОЙ РЕЗКИ, содержащее соединенные между собой контрольный прибор качества проката, датчик перемещения проката, задатчик длины отрезаемой заготовки, логическую схему, два блока памяти дефектов, электронный ключ, а также соединенные последовательно датчик перемещения отрезанных заготовок, блок сопровождения информации о качестве отрезанных заготовок и переключатель потока заготовок, отличающееся тем, что, с целью повьщ1ения вькода качественных заготовок путем контроля качества всех зон подаваемого проката и более точного определения мест дефекта, оно снабжено датчиками перемещения и контрольного положения каретки, датчиком положения механизма захвата проката, вычитающим счетчиком, цифровым компаратором с тремя уровнями срабатывания, триггером и дополнительным блоком памяти дефектов, причем датчики перемещения проката и карет ки и датчики положения всех механизмов подключены к логической схеме, выходы которой соединены с входами вычитающего счетчика, соединенного с цифровым компаратором, выходы первого и второго уровня срабатывания компа(Л ратора подключены к триггеру, а третьего уровня срабатывания - к логической схеме, нулевой выход триггера с с подсоединен к коьшутирующему входу электронного ключа, а единичный - к считывающему входу дополнительного блока памяти дефектов, при этом по:о следний своим выходом подключен к записывающему входу первого блока пасо о мяти дефектов, а считывающие входы первого и второго блоков памяти дефектов соединены с выходами датчика со положения механизма захвата проката.