Фиг.З
Изобретение относится к торцовым уплотнениям валов химических аппаратов и может быть использовано в химической и других отраслях промышленности.
Цель изобретения - повышение надежности, долговечности и уменьшение времени приработки поверхности трения у набивки.
На фиг.1 показано торцовое уплотнение, разрез; на фиг. 2 - разрез А-А на фиг.1 (лента условно не заштрихована) ; на фиг.З и 4 - узлы гнезда с набивкой с разными углами наклона конусных поверхностей относительно оси вала; на фиг.З - развертка набивки, состоящая из отдельных лент, связанных между собой.
Торцовое уплотнение (фиг.1 и 2) состоит из установленного на фланце 1 аппарата неподвижного корпуса 2, в конусной расточке а под углом Л к оси вала которого уложен износостойкий набивочный материал 3, охватываемый полухомутами 4 и 5, скрепленными между собой шпильками 6 с гайками 7. На валу 8 установлена втулка 9, на которой расположено аксиально подвижное вращающееся кольцо 10 трения уходящее ( частично в гнездо б, обеспечивающее контакт трения с набивочным материалом 3 под действием пружин 11 и давлением среды в аппарате и уплотненное на втулке 9 резиновым кольцом 12. Вращение втулки 9 от вала 8 передается болтами 13,а вращающемуся кольцу 10 от втулки 9 штифтами 14. Перемещение по оси вала вращающегося кольца 10 осуществляется болтами 15 с гайками 16. Втулка 9 уплотнена по валу 8 резиновым кольцом 17, Корпус 2 и полухомуты 4 и 5 (фиг.З) имеют уступы 18 и 19 глубиной С, равной не менее толщины ленты набивки, в которые заходит вращающееся кольцо 10. В торцовом уплотнении набивка 3 выполнена из лент 20 и 21 и установлена на конусной поверх ности расточки а, образуя по торцу контакта трения выступы в и впадины г с высотой Ь.Для лучшей герметичности по конусной поверхности корпуса 2(фиг.4) полухомуты 4 и 5 и корпус 2 имеют конусные поверхности под углом сЈ к оси вала. В качестве набивочного материала 3 могут быть использованы ленты 20, уплотненные концентричными гибкими кольцами, а так0
5
0
5
0
5
0
5
0
5
же ленты 21 (фиг.З), скрепленные между собой липкой лентой 22 или сшитые нитями 23 для получения непрерывной по длине ленты, с укладкой ее в гнезде по спирали. Зазоры между стыками лент заполнены смазывающим материалом 24.
Уплотнение роботает следующим образом.
При вращении вала 8 происходит вращение кольца 10, которое пружинами 1 1 и давлением среды в аппарате прижимается к уложенному в гнезде рас точки а ленточному набивочному материалу 3, создавая герметичный контакт по трущимся поверхностям. Благодаря .наличию у ленточной набивки по контакту трения выступов в и впадин г с высотой h в процессе начала работы при трении осуществляется нагрев и растекание при сжатии выступов во впадины ленточной набивки, уменьшении высоты h и достижение в течение короткого промежутка времени необходимой плоскостности с созданием герметичности по контакту трения . При дальнейшей работе и износе выступающих слоев в контакт трения вступают по всей площади контакта охваченные полухомутами слои ленты с повышенными показателями по плотности и износостойкости. Набивка 3 в гнезде а уплотнения может устанавливаться с концентричными кольцами 20 или укладываться по спирали отдельными лентами 21, скрепленными между собой нитями 23 или клейкими лентами 22, зазоры между которыми могут быть заполнены смазкой для уменьшения коэффициента трения, износа и потребляемой мощности уплотнения. Уступы 18 и 19 у корпуса и полухомутов имеют в радиальном направлении глубину с не менее толщины ленты и при установке ее по спирали перекрывают начальный (внутренний) и конечный (наружный) слои ленточной набивки, обеспечивая при минимально допустимых зазорах между уступами и жестким кольцом трения замкнутый объем с набивкой,сохраняющей большую плотность. Смена набивки осуществляется на аппарате при фиксации болтами 15 с гайками 16 вращающегося кольца 10 для исключения давления на него усилия от пружин без дополнительной разборки уплотнения.
J147
При вмпогшении конусной поверхности у корпуса 2 под углом f , к оси вала в процессе работы осуществляется прижим от вращающегося кольца 10 набивки 3 к конусной поверхности корпуса 2, что обеспечивает надежную герметичность по конусной поверхности от давления среды при малой плотности набивки.
Размер и направление угла наклона oi , p конусной поверхности гнёзда а для установки набивки, величина радиального сжатия определяются с учетом физико-механических свойств н толщины ленты набивочного материала (паронит, фторопласт и др.) и исходя из условия создания в короткий промежуток времени герметичности, надежности и долговечности. Формула изобретения
1. Торцовое уплотнение вращающегося вала с размещенным в гнезде кор
пуса кольцом набивки и частично входящим в указанное гнездо ответным жестким кольцом, отличающееся тем, что, с целью повышения надежности, долговечности и уменьшения времени приработки поверхности трения у набивки, гнездо корпуса уплотнения выполнено с конусной расточкой по наружному диаметру, ленточная набивка уложена в расточку с образованием по ее торцу выступов и впадин и охвачена по наружной конусной,, поверхности полухомутами.
2.Уплотнение по п.1, о т л и- чающееся тем, что зазоры по стыкам лент заполнены смазкой.
3.Уплотнение по п.1, отличающееся тем, что корпус и полухомуты выполнены с уступами с глубиной, равной не менее толщины ленты набивки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовое уплотнение вращающегося вала аппарата | 1988 |
|
SU1634905A1 |
| ТОРЦЕВОЕ УПЛОТНЕНИЕ | 1993 |
|
RU2069804C1 |
| Торцовое уплотнение | 1983 |
|
SU1086264A1 |
| БЫСТРОСЪЕМНАЯ ГОЛОВКА ДЛЯ ИСПЫТАНИЙ И ПРИРАБОТКИ ТОРЦОВЫХ УПЛОТНЕНИЙ | 1991 |
|
RU2073807C1 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2152550C1 |
| Сальниковое уплотнение вращающегося вала с пластичной набивкой | 1981 |
|
SU983362A1 |
| Сальниковое уплотнение вала | 1985 |
|
SU1335766A2 |
| ДИНАМИЧЕСКИ НАГРУЖЕННОЕ УПЛОТНЕНИЕ С НИЗКИМ КОЭФФИЦИЕНТОМ ТРЕНИЯ | 2007 |
|
RU2438062C2 |
| Контактное уплотнение | 1980 |
|
SU887855A1 |
| НАБИВКА МАШИННОГО ПЛЕТЕНИЯ | 1993 |
|
RU2113571C1 |
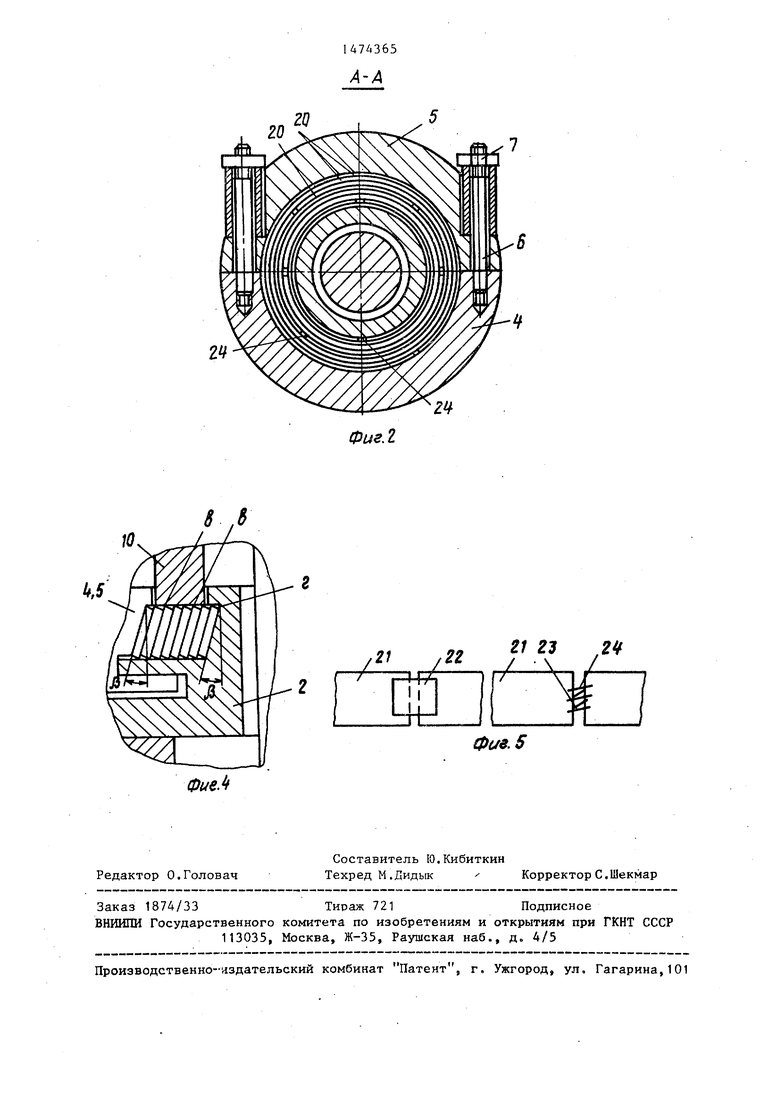
Изобретение относится к торцовым уплотнениям валов химических аппаратов. Изобретение позволяет повысить надежность и долговечность уплотнения, а также уменьшить время приработки поверхности у набивки. Гнездо а выполнено с конусной расточкой по наружному диаметру. Ленточная набивка уложена в расточку с образованием по ее торцу выступов в и впадин г. Зазоры между стыками лент заполнены смазывающим материалом. Корпус 2 и полухомуты 4,5 выполнены с уступами 18,19 глубиной, равной не менее толщины ленты. 2 з.п. ф-лы, 5 ил.
13
i/ Vf/
Фиг.1
1476365
А-А
Фиг.2
Ю
Ы
/
22
21 гз гч
/ /
W
0U8.5
| Торцовое уплотнение | 1978 |
|
SU918607A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
