Известны устройства для изготовления гофрированных двухслойных деталей, нанример, фильтроэлементов, с плотным прилеганием одного слоя к другому в местах перегиба.
Описываемое устройство для изготовления гофрированных двухслойных деталей отличается от известных тем, что его приемная кассета снабжена приемниког - с вертикальными выступами в боковых проемах для устранения выхвата образованного гофра в момент выхода из него огибаемого ножаТакое выполнение устройства позволяет повысить качество и производительность изготовления гофрированных двухслойных фильтроэлементов.
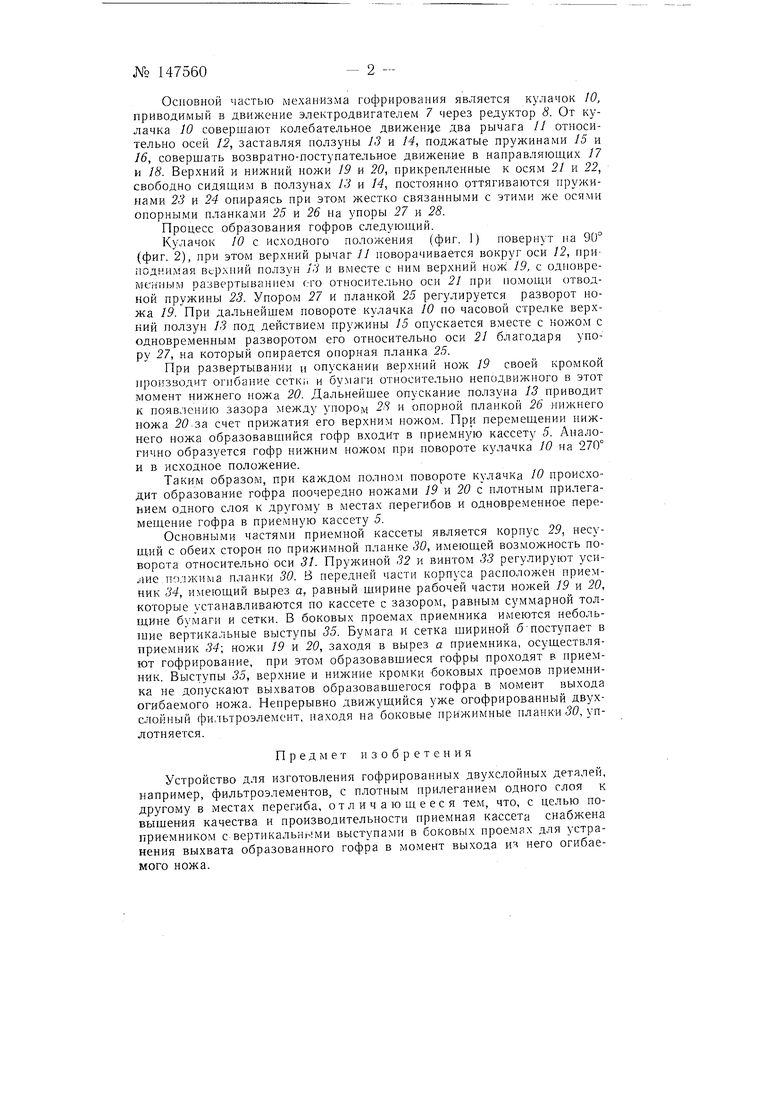
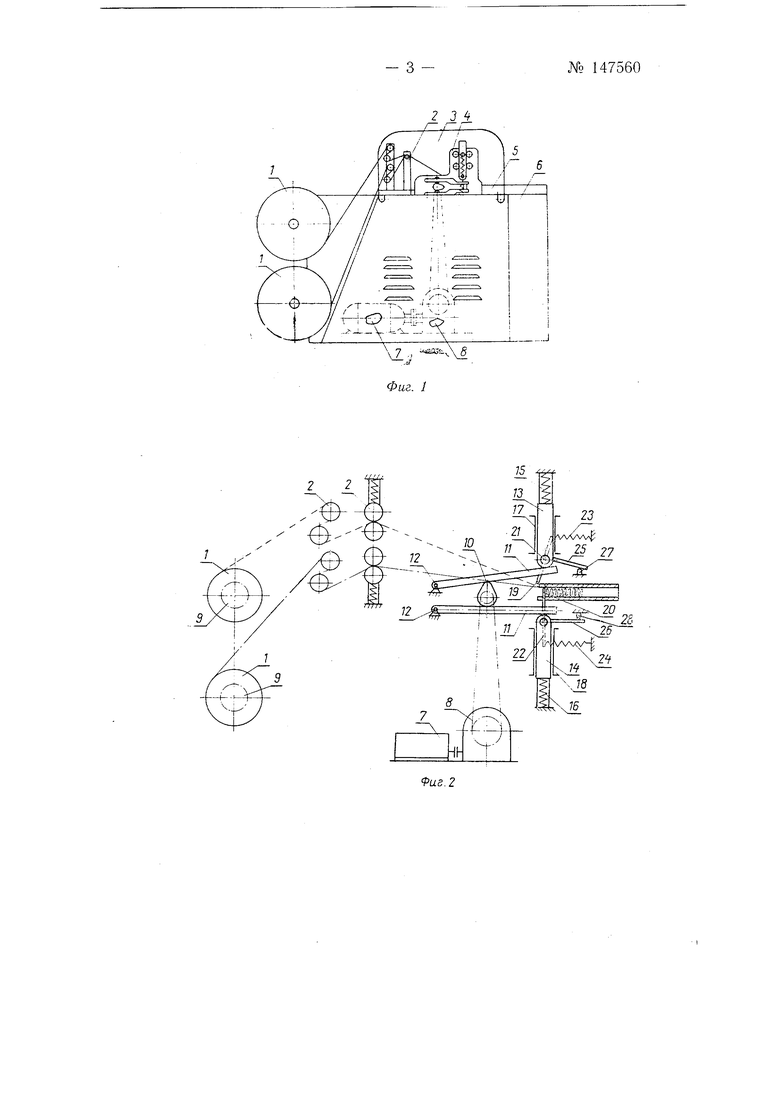
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2- кине.матическая схема устройства; на фиг. 3 - приемная кассета в двух проекциях и разрезе по А-А.
Устройство состоит из следующих основных частей: двух катушек 7, узла 2 натяжения, колпака 3, узла 4 механиз.ма гофрирования, приемной кассеты 5, станины 6, электродвигателя 7 и редуктора 8.
Для обеспечения разности натяжения, а следовательно, плотного прилегания друг к другу в местах перегибов, бумага и сетка намотаны на две отдельные катушки /ив узле 2 натяжения следуют раздельно, встречаясь в узле 4 механизма гофрирования в момент образования гофра, Катиики /, подторможенные фрикционными муфтами 9, позволяют в комплексе с узлом 2 осуществлять регулируемый натяг бумаги и сетки в отдельности.
№ 147560- 2 Основной частью механизма гофрирования является кулачок 10, приводимый в движение электродвигателем 7 через редуктор 8. От кулачка 10 совершают колебательное движенце два рычага // относительно осей 12, заставляя ползуны J3 и 14, поджатые пружинами /5 и 16, совершать возвратно-поступательное движение в нанравляюш.их 17 и 18. Верхний и нижний ножи 19 и 20, прикренленные к осям 21 и 22, свободно сидяш,им в ползунах 13 и 14, постоянно оттягиваются пружинами 23 и 24 опираясь при этом жестко связанными с этими же осями опорными планками 25 и 26 на упоры 27 и 28.
Процесс образования гофров следуюн-1,нй.
Кулачок 10 с исходного положения (фиг. 1) повернут на 90° (фиг. 2), при этом верхний рычаг 11 поворачивается вокруг оси 12, приподнимая Верхний нолзун 13 и вместе с ним верхний нож 19, с одновременным развертыванием с-го относительно оси 21 при помощи отводной пружины 23. Упором 27 и планкой 25 регулируется разворот ножа 19. При дальнейшем повороте кулачка 10 по часовой стрелке верхний ползун 13 под действием пружины 15 опускается вместе с ножом с одновременным разворотом его относительно оси 21 благодаря упору 27, на который опирается опорная планка 25.
При развертывании н опускании верхний нож 19 своей кромкой производит огибание сеткй и бумаги относительно неподвижного в этот момент нижнего ножа 20. Дальнейшее опускание ползуна 13 приводит к появлению зазора между упором 28 и опорной планкой 26 нижнего ножа 20 зя счет прижатия его верхним ножом. При перемешении нижнего ножа образовавшийся гофр входит в приемн)ю кассету 5. Аналогично образуется гофр нижним ножом при повороте кулачка 10 на 270° и в исходное положение.
Таким образом, при каждом полном повороте кулачка Ю происходит образование гофра поочередно ножами 19 ti 20 с плотным прилеганием одного слоя к другому в местах перегибов и одновременное перемещение гофра в приемную кассету 5.
Основными частями приемной кассеты является корпус 29, несуш,.ий с обеих сторон по прижимной планке 30, имеющей возможность поворота относительно оси 31. Пружиной 32 и винтом 33 регулируют усилие пплжима планки 30. В передней части корпуса расноложен приемник 34, имеющий вырез а, равный ширине рабочей части ножей 19 и 20, которые устанавливаются по кассете с зазором, равным суммарной толщине бумаги и сетки. В боковых проемах приемника имеются небольшие вертикальные выступы 35. Бумага и сетка шириной бпоступает в приемник 34; ножи 19 и 20, заходя в вырез а приемника, осуществляют гофрирование, при этом образовавшиеся гофры проходят в приемник. Выступы 55, верхние и нижние кромки боковых проемов приемника не допускают выхватов образовавшегося гофра в момент выхода огибаемого ножа. Непрерывно движущийся уже огофрированный двухслойный фильтроэлемент, находя на боковые прижимные планки 50, уплотняется.
Предмет изобретения
Устройство для изготовления гофрированных двухслойных деталей, например, фильтроэлементов, с плотным прилеганием одного слоя к другому в местах перегиба, отличающееся тем, что, с целью повышения качества и производительности приемная кассета снабжена приемником с вертикальными выступами в боковых проемах для устранения выхвата образованного гофра в момент выхода из него огибаемого ножа.
j
7 ., -- ss&Ag J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ДВУХСЛОЙНЫХ ДЕТАЛЕЙ | 1972 |
|
SU356016A1 |
| Устройство для изготовления гофрированных двуслойных деталей | 1975 |
|
SU541538A2 |
| ЛИСТОВОЙ КОМПЕНСАТОР ТОЛЩИНЫ ТКАНИ | 2013 |
|
RU2649130C2 |

2 2
