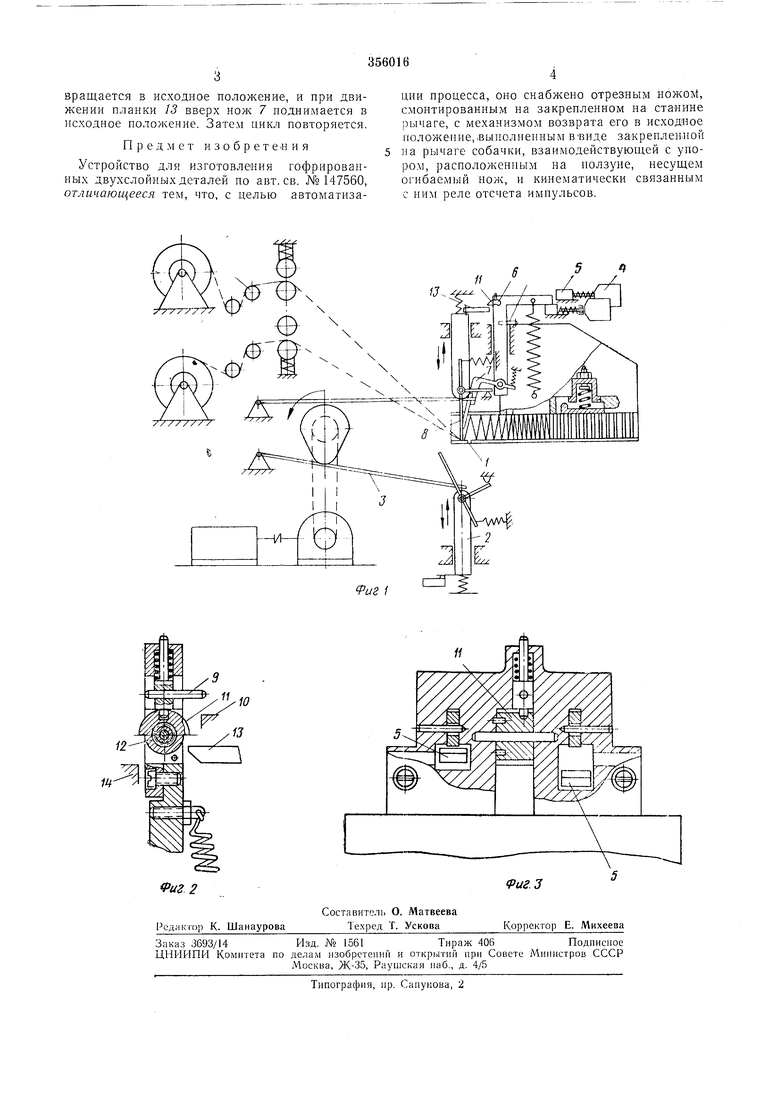
По основному авт. св. № 147560 известно устройство для изготовления гофрированных двухслойных деталей (фильтроэлементов) с нлотным прилеганием одного слоя к другому в местах перегиба; для обеспечения разности натяжения бумага и сетка памотаиы на две отдельные каТупп и. Бумага и сетка через узел натяжения подаются в механизм гофрирования, Б котором гофрирование производится двумя формующими ножами. Образова вшийся гофр перемещением верхнего или нижнего ножа нодается в приемную кассету. Приемная кассета для устранения выхвата образованного гофра в момент выхода из него огибаемого ножа снабжена нрнемником с вертикальными выступами ,в боковых ирое.мах. Однако в данном устройстве отрезка и отсчет строго определенной пориии гофр осуществляется оператором вручную. Автоматизания про-десса отсчета и отрезки .мерных гофрированиых заготовок достигается использованием в устройстве для изготовления гофрированнь х двухслойных деталей механизма отсчета гофр, кинематически связанного с отрезным ножом, смонтированным на закрепленном иа станине рычаге. ром, который расположен па нолзуне, несущем формующий нож. На фиг. 1 дана общая схема описываемого устройства; на фиг. 2 - разрез по механизму возврата отрезного ножа в исходное положение; на фиг. 3 - поперечный разрез по фиг. 2. Отсчет производит реле отсчета имиульсоп от концевого выключателя /, импульсы на который передаются от ползуна 2, связанного с нижним ножом 3. После образования нужного количества rocjjp от реле отсчета имнульсоа нодается команда на один из электромагнитов 4, который убирает опору 5 из-под рычага 6. Отрезной нож 7, опускаясь, екользит по верхнему ножу 8, заходя в ro(jp на онределенпое расстояние. После образования очередного гофра подается команда на второй электромагнит 4 и иож, срываясь с оноры 5, ироизводит отрезку. Возврат отрезного ножа 7 в исходное положенне осутцествляетея следуюни1м образом. При опускании ножа 7 штифт 9 наскакивает па унор 10 и производит рас(|)иксировапие поворотной собачки //, которая иод де| 1ствием пружины 12 разворачи.вается против часовой стрелки и тем самым дает возможность ходить планке 13 не поднимая нож 7 в исходное ноложение. llpn дал)Пейн1ем опускаппи собачка //, патыкаясь па упор 14, воз
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных двухслойных деталей | 1961 |
|
SU147560A1 |
| Устройство для изготовления гофрированных двуслойных деталей | 1975 |
|
SU541538A2 |
| Устройство автоматической резки фильтрующей гофрированной бумаги, свернутой в трубу | 1990 |
|
SU1778011A1 |
| Устройство для гофрирования материала | 1985 |
|
SU1341047A1 |
| Устройство автоматической резки фильтрующей гофрированной бумаги, свернутой в трубу | 1990 |
|
SU1837018A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ РУЛОННЬ!Х МАТЕРИАЛОВ | 1971 |
|
SU290077A1 |
| Автоматическая линия изготовления спиралей | 1991 |
|
SU1821276A1 |
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| ВСЕСОЮЗНАЯ ПАТЕ-^ •' ;:1Л?СКАЯ би6^1Ии.ека МБА .. >& | 1972 |
|
SU355279A1 |
