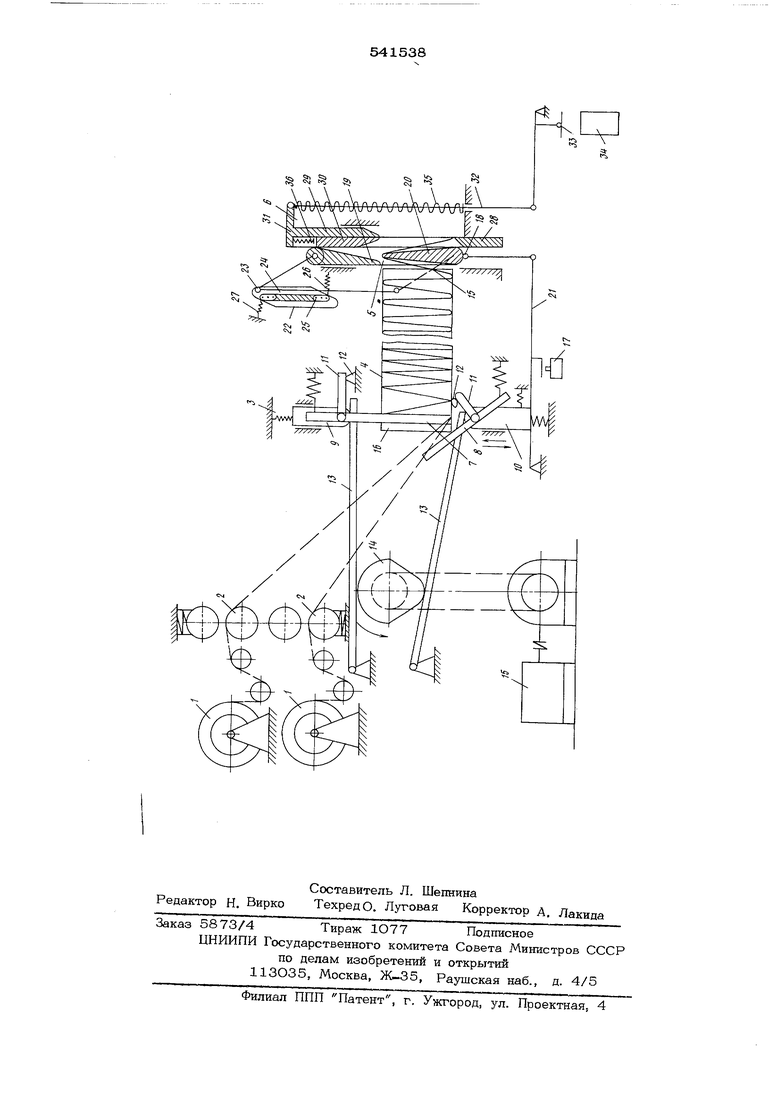
шарнирно расположенных на подпружиненных ползунах 9, Ю и связанных с двуплечими рычагами 11, одни концы которых подпружинены, а другие взаимодействуют с упорами 12. Ползуны 9, 1О перемещаются по направляющим посредством рычагов 13, взаимодействующих с кулачком 14, вращающимся от двигателя 15. В передней части приемной кассеты 4 расположен приемник 16.
С узлом гофрирования 3 кинематически связаны подающий механизм 5 и счетчик 17 числа гофров. Подающий механизм 5 выполнен в виде рамы 18 и двух шаговых ножей 19 и 20, размещенных на ее концах с возможностью поворота.
Рама 18 перемещается от ползуна 10 посредством связывающего их рачага 21. Рычаг 21 взаимосвязан со счетчиком 17. Поворот шаговых ножей 19 и 2О осуществляется при помощи рычажного параллелограмма 22 и ролика 23, закрепленного на нем и установленного в направляющих 24, 25 с возможностью перехода с направляющей 24 в направляющую 25 и обратно при взаимодействии с подпружиненными упорами 26 и 27.
Механизм резки 6 выполнен в виде неподвижного ножа 28, взаимодействующего с подвижным ножом. 29 и подпружиненным прижимом 30, установленными на ползуне 31.
Ползун 31 связан подпружиненным рычагом 32 с кронштейном 33, взаимодействующим с электромагнитом 34. Включение электромагнита 34 осуществляется через электроцепь от счетчика числа гофров.
Устройство работает следующим образом.
Включается двигатель 15, и кулачок 1 начинает вращаться, переменно воздейству через рычаги 13 на ползуны 9 и 10. При подъеме ползуна 9 нож 7 поднимается вместе с ним и разворачивается. Затем ползун 9 опускается, а нож 7, опускаясь и разворачиваясь, огибает сетку и бумагу вокруг неподвижного в это время ножа 8. При перемещении ножа 8 образовавшийся гофр входит в приемную кассету 4. При дальнейшем вращении кулачка 14 начинает перемещаться ползун Ю, и нож 8 образует гофр аналогичным образом.
Движение ползуна 10 передается через рычаг 21 на счетчик числа гофров и на раму 18.
При движении рамы 18 вниз ролик 23 находится в направляющей 24, а шаговый нож 19 занимает крайнее левое положение и своей правой боковой поверхностью, соприкасаясь с гофром, скользит по поверхности. В это время шаговый нож 2О занимает крайнее правое положение.
Когда рама 18 доходит до нижнего,
положения, ролик 23,отжав упор 26, переходит в направляющую 25. При этом шаговый нож 19, поворачиваясь против часовой стрелки, переносит нижний изгиб гофра правее шагового ножа 2О, а сам нож 2О, поворачиваясь также против часовой стрелки, занимает крайнее левое положение. Это положение соответствует исходному. Когда рама 18 начинает двигаться вверх, шаговый нож 2О своей правой боковой поверхностью скользит по нижней поверхности гофра.
При достижении рамой 18 верхнего крайнего положения ролик 23, отжимая упор 27, переходит в направляющую 24 и поворачивает шаговые ножи 19 и 20 по часовой стрелке. Шаговый нож 20 перебрасывает верхний изгиб гофра правее ножа 19, а нож 19, повернувшись в левое крайнее положение, занимает исходное положение для скольжения по поверхности следующего гофра, т.е. цикл повторяется.
Таким образом, за один цикл движения ползуна 10 между шаговыми ножами 19 и 20 проходит один гофр.
Когда количество прошедших гофров точно равняется заданному, счетчик числа гофров замыкает цепь электромагнита 34 и кронштейн 33 тянет через рычаг 32, преодолевая сопротивление пружины 35, ползун 31. При этом подвижный нож 29 двигается вместе с прижимом ЗО вниз.
Прижим 30 скользит по верхней поверхности гофра, а снизу гофр подпирается шаговым ножом 2О.
По достижении среднего положения прижим 30 прижимает гофр к шаговому ножу 20 и останавливается.
В это время подвижный нож 29, преодолевая сопротивление пружины 36, опускается до крайнего нижнего положения и отрезает гофр по нижнему изгибу.
Электромагнит 34 отключается, и пружина 35 возвращает нож в исходное положение.
Формула изобретения
1. Устройство для изготовления гофрированных двуслойных деталей по авт. св. 147560, отличающееся во тем, что, с целью обеспечения отрезки
детали с заданным числом гофров, оно снабжено счетчиком числа гофров и подающим механизмом, кинематически связанными с механизмом гофрирования, и механизмом резки, подвижной нож которого электрически связан со счетчиком, а прижим взаимодействует с подаюшим механизмом.
2. Устройство по п. 1, о т л и ч а ю - щ е е с я тем, что, с целью обеспечения подачи по одному гофру, подающий механизм выполнен в виде рамы, установленной с возможностью возвратно-поступателыного перемещения и несушей шаговые ножи, расположенные на противоположных ее концах с возможностью поворота посредством рычажного параллелограмма и ролика, закрепленного на нем и установленного в направляющих с возможностью перехода из одной направляющей в другую при взаимодействии с подпружиненными упорами.
«-N-I/
irf


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования материала | 1985 |
|
SU1341047A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МАТЕРИАЛОВ | 2002 |
|
RU2237577C2 |
| Механизм гофрирования | 1989 |
|
SU1784491A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ФИЛЬТРОВ | 1991 |
|
RU2069153C1 |
| Механизм гофрирования | 1990 |
|
SU1837019A1 |
| Автоматическая линия для изготовления деталей | 1984 |
|
SU1207580A1 |
| Механизм гофрирования бумажной ленты Г.Д.Бернштейна | 1956 |
|
SU1092052A1 |
| Устройство для гофрирования ленты | 1975 |
|
SU551082A1 |
| Устройство для шаговых перемещений груза | 1989 |
|
SU1698155A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩИХ ПЛАСТИН АЛЮМИНИЕВОГО РАДИАТОРА | 1999 |
|
RU2164187C2 |