Изобретение отйосится к нанесению покрытий на поверхность изделия, в частности к электродуговым устройствам, предназначенным для нанесения покрытий из проволочного материала, и может быть использовано в насадках, головках и других устройствах для получения струи с равномерными характеристиками по их длине.
Цель - повышение производительности устройства и качества покрытия.
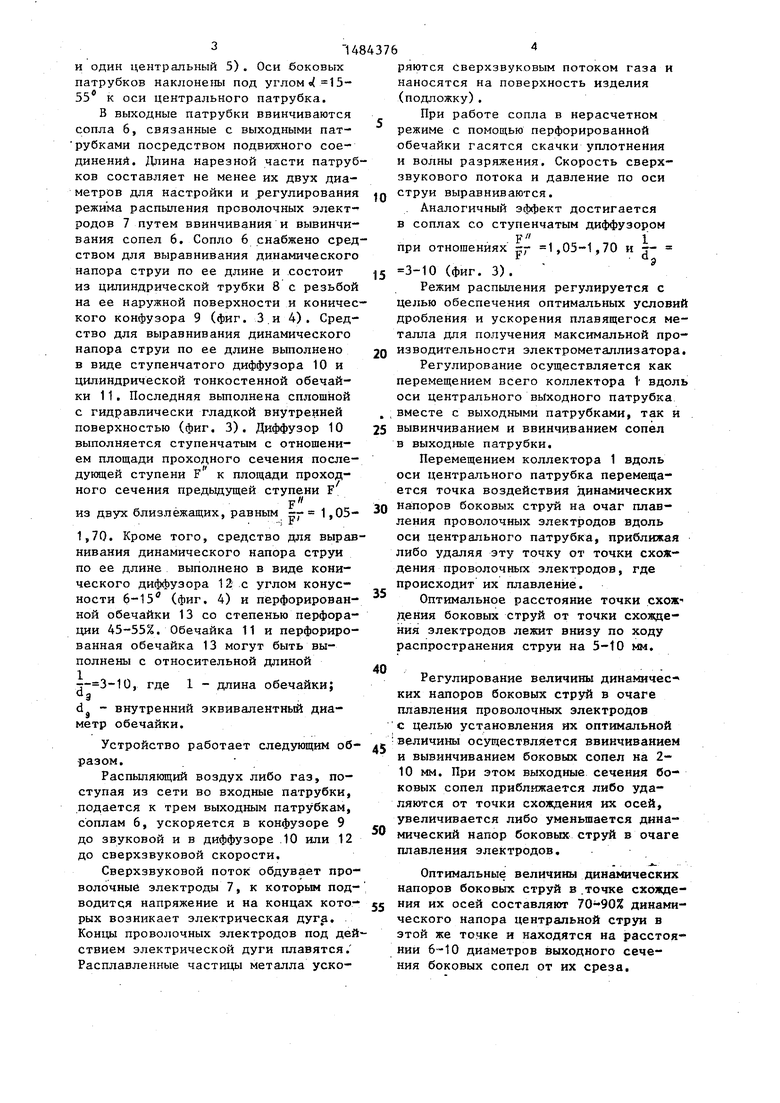
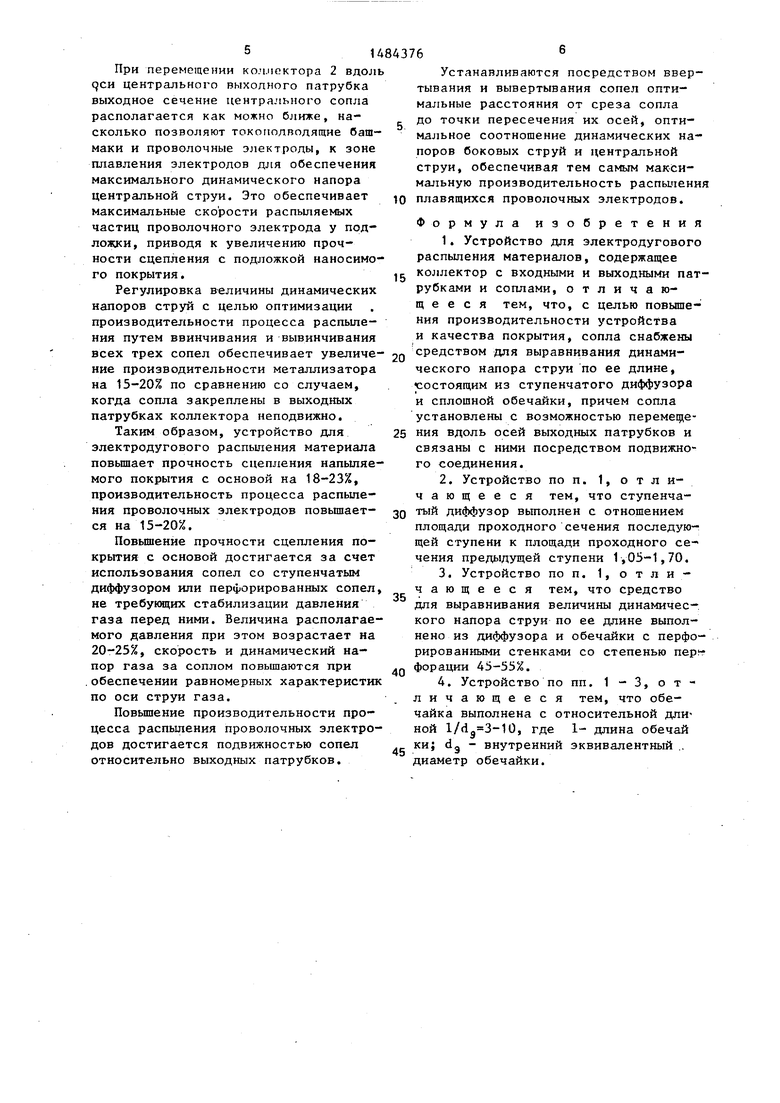
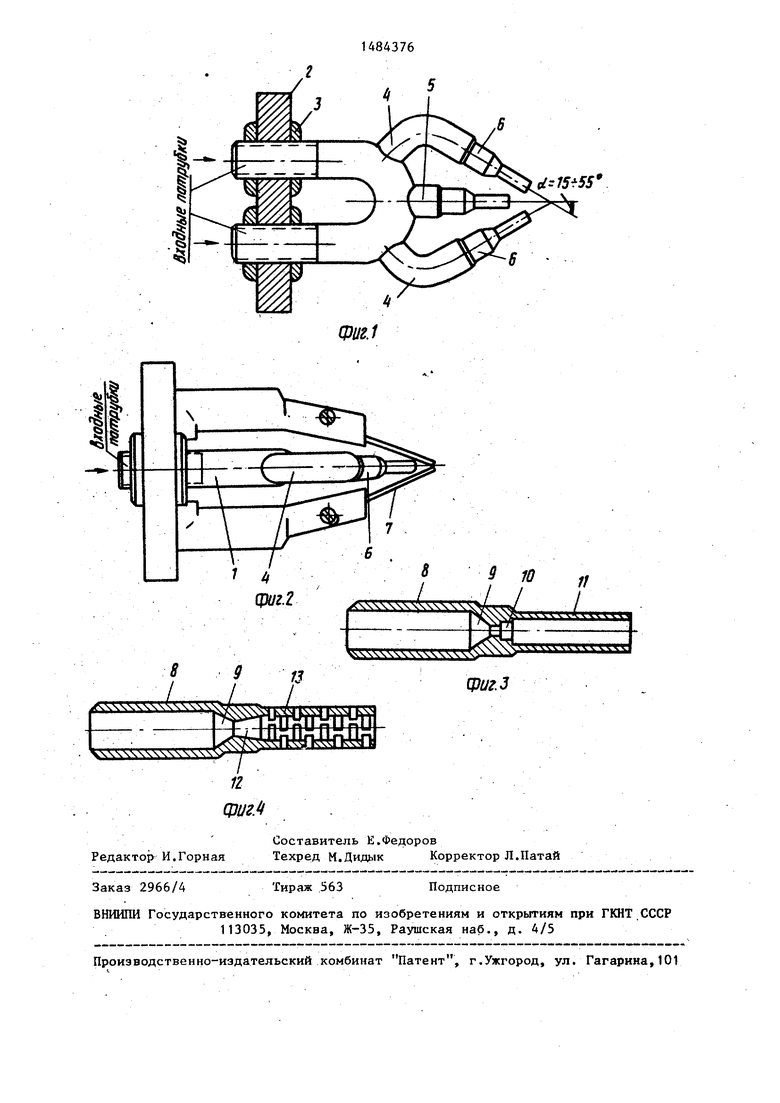
На фиг. 1 изображено устройство для электродугового распыления материалов, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - сопло со ступенчатым диффузором; на фиг. 4 - сопло с коническим диффузором и обечайкой, с перфорированными стенками.
Устройство для электродугового распыления материалов (фиг. 1 и 2) представляет собой трубчатый коллектор 1, закрепленный на передней стенке головки 2 металлизатора с помощью гаек 3, обеспечивающих перемещение коллектора в направлении, перпендикулярном плоскости передней стенки 2, при настройке и регулировке процесса распыления плавящейся проволоки.
Коллектор 1 имеет два входных и три выходных патрубка (два боковых 4
&
00 Јь
со
оэ
и один центральный 5). Оси боковых патрубков наклонены под углом Л 15- 55е к оси центрального патрубка.
В выходные патрубки ввинчиваются сопла 6, связанные с выходными пат- рубками посредством подвижного соединений. Длина нарезной части патрубков составляет не менее их двух диаметров для настройки и регулирования режима распыления проволочных электродов 7 путем ввинчивания и вывинчивания сопел 6. Сопло 6 снабжено средством для выравнивания динамического напора струи по ее длине и состоит из цилиндрической трубки 8 с резьбой на ее наружной поверхности и конического конфузора 9 (фиг. З.и 4). Средство для выравнивания динамического напора струи по ее длине выполнено в виде ступенчатого диффузора 10 и цилиндрической тонкостенной обечайки 11. Последняя выполнена сплошной с гидравлически гладкой внутренней поверхностью (фиг. 3). Диффузор 10 выполняется ступенчатым с отношением площади проходного сечения последующей ступени F к площади проходного сечения предыдущей ступени F
F из двух близлежащих, равным -- 1,051,70. Кроме того, средство для выравнивания динамического напора струи по ее длине выполнено в виде конического диффузора 12 с углом конусности 6-15° (фиг. 4) и перфорированной обечайки 13 со степенью перфорации 45-55%. Обечайка 11 и перфорированная обечайка 13 могут быть выполнены с относительной длиной
, где 1 - длина обечайки; йэ
d - внутренний эквивалентный диаметр обечайки.
Устройство работает следующим об- разом.
Распыляющий воздух либо газ, поступая из сети во входные патрубки, подается к трем выходным патрубкам, соплам 6, ускоряется в конфузоре 9 до звуковой и в диффузоре 10 или 12 до сверхзвуковой скорости.
Сверхзвуковой поток обдувает проволочные электроды 7, к которым подводится напряжение и на концах кото- рых возникает электрическая дуга. Концы проволочных электродов под действием электрической дуги плавятся. Расплавленные частицы металла уско
Q 0 5
$
5
0
5
0
0
ряются сверхзвуковым потоком газа и наносятся на поверхность изделия (подложку).
При работе сопла в нерасчетном режиме с помощью перфорированной обечайки гасятся скачки уплотнения и волны разряжения. Скорость сверхзвукового потока и давление по оси струи выравниваются.
Аналогичный эффект достигается в соплах со ступенчатым диффузором
F i
при отношениях -;- 1,05-1,70 и -т-
3-10 (фиг. 3).
Режим распыления регулируется с целью обеспечения оптимальных условий дробления и ускорения плавящегося металла для получения максимальной производительности злектрометаллизатора.
Регулирование осуществляется как перемещением всего коллектора I1 вдоль оси центрального выходного патрубка вместе с выходными патрубками, так и вывинчиванием и ввинчиванием сопел в выходные патрубки.
Перемещением коллектора 1 вдоль оси центрального патрубка перемещается точка воздействия динамических напоров боковых струй на очаг плавления проволочных электродов вдоль оси центрального патрубка, приближая либо удаляя эту точку от точки схождения проволочных электродов, где происходит их плавление.
Оптимальное расстояние точки схождения боковых струй от точки схождения электродов лежит внизу по ходу распространения струи на 5-tO мм.
Регулирование величины динамичес- ких напоров боковых струй в очаге плавления проволочных электродов с целью установления их оптимальной :величины осуществляется ввинчиванием и вывинчиванием боковых сопел на 2- 10 мм. При этом выходные сечения боковых сопел приближается либо удаляются от точки схождения их осей, увеличивается либо уменьшается динамический напор боковых струй в очаге плавления электродов.
Оптимальные величины динамических напоров боковых струй в .точке схождения их осей составляют 70-90% динамического напора центральной струи в этой же точке и находятся на расстоянии 6-10 диаметров выходного сечения боковых сопел от их среза.
51
При перемещении коннектора 2 вдол qcH центрального выходного патрубка выходное сечение центрального сопла располагается как можно ближе, насколько позволяют токоподводящие башмаки и проволочные электроды, к зоне плавления электродов для обеспечения максимального динамического напора центральной струи. Это обеспечивает максимальные скорости распыляемых частиц проволочного электрода у подложки, приводя к увеличению прочности сцепления с подложкой наносимого покрытия.
Регулировка величины динамических напоров струй с целью оптимизации производительности процесса распыления путем ввинчивания и вывинчивания
0
5
6
Устанавливаются посредством ввертывания и вывертывания сопел оптимальные расстояния от среза сопла до точки пересечения их осей, оптимальное соотношение динамических напоров боковых струй и центральной струи, обеспечивая тем самым максимальную производительность распыления плавящихся проволочных электродов.
Формула изобретения 1. Устройство для электродугового распыления материалов, содержащее коллектор с входными и выходными патрубками и соплами, отличающееся тем, что, с целью повышения производительности устройства и качества покрытия, сопла снабжены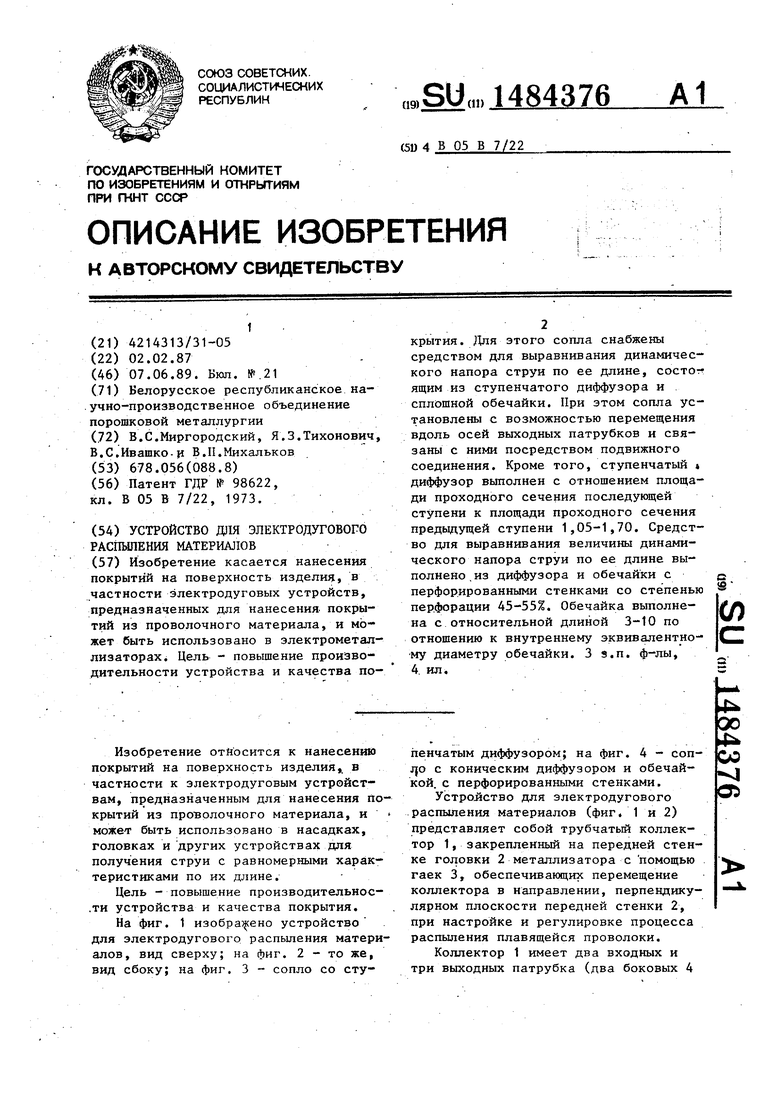
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2013 |
|
RU2530580C1 |
| МНОГОСОПЛОВОЙ РЕГУЛИРУЕМЫЙ ЭЖЕКТОР | 1994 |
|
RU2047793C1 |
| ТЕПЛОВОЙ КАВИТАЦИОННЫЙ ГЕНЕРАТОР | 2010 |
|
RU2422733C1 |
| Насадка пневматическая для распыления жидкости в фонтане | 2020 |
|
RU2749375C1 |
| УНИВЕРСАЛЬНАЯ ПРОТИВОТОЧНАЯ СТРУЙНАЯ УСТАНОВКА ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ СЫРЬЯ | 1999 |
|
RU2170617C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2002 |
|
RU2228799C2 |
| СПОСОБ ПОДВОДНОГО МАССАЖА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КАВИТАТОР ДЛЯ ПОДВОДНОГО МАССАЖА | 2017 |
|
RU2647329C1 |
| АБСОРБЕР | 2016 |
|
RU2623768C1 |
| МНОГОСТУПЕНЧАТЫЙ СТРУЙНЫЙ АППАРАТ | 2001 |
|
RU2180711C1 |
| ЭЖЕКТОРНЫЙ СМЕСИТЕЛЬ | 1998 |
|
RU2156157C2 |
Изобретение касается нанесения покрытий на поверхность изделия ,в частности, электродуговых устройств, предназначенных для нанесения покрытий из проволочного материала, и может быть использовано в электрометаллизаторах. Цель - повышение производительности устройства и качества покрытия. Для этого сопла снабжены стредством для выравнивания динамического напора струи по ее длине, состоящим из ступенчатого диффузора и сплошной обечайки. При этом сопла установлены с возможностью перемещения вдоль осей выходных патрубков и связаны с ними посредством подвижного соединения. Кроме того ступенчатый диффузор выполнен с отношением площади проходного сечения последующей ступени к площади проходного сечения предыдущей ступени 1,05-1,70. Средство для выравнивания величины динамического напора струи по ее длине выполнено из диффузора и обечайки с перфорированными стенками со степенью перфорации 45-55%. Обечайка выполнена с относительной длиной 3-10 по отношению к внутреннему эквивалентному диаметру обечайки. 3 з.п. ф-лы, 4 ил.
всех трех сопел обеспечивает увеличе- 2о СР6ДСТВОМ Для выравнивания дннамн- ние производительности металлизатора на 15-20% по сравнению со случаем, когда сопла закреплены в выходных патрубках коллектора неподвижно.
Таким образом, устройство для электродугового распыления материала повышает прочность сцепления напыляемого покрытия с основой на 18-23%, производительность процесса распыления проволочных электродов повышается на 15-20%.
Повышение прочности сцепления покрытия с основой достигается за счет использования сопел со ступенчатым диффузором или перфорированных сопел, не требующих стабилизации давления газа перед ними. Величина располагаемого давления при этом возрастает на 20-25%, скорость и динамический напор газа за соплом повышаются при обеспечении равномерных характеристик по оси струи газа.
Повышение производительности процесса распыления проволочных электродов достигается подвижностью сопел относительно выходных патрубков.
ческого напора струи по ее длине, состоящим из ступенчатого диффузора и сплошной обечайки, причем сопла установлены с возможностью перемеще 25 ния вдоль осей выходных патрубков и связаны с ними посредством подвижно го соединения.
35
40
СР6ДСТВОМ Для выравнивания дннамн-
ческого напора струи по ее длине, состоящим из ступенчатого диффузора и сплошной обечайки, причем сопла установлены с возможностью перемеще- ния вдоль осей выходных патрубков и связаны с ними посредством подвижного соединения.
Редактор И.Горная
Составитель Е.Федоров
Техред М.Дидык Корректор Л.Патай
Заказ 2966/4
Тираж 563
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Подписное
| Приспособление к трикотажной, например, круглой, машине для ее выключения при обрыве или затяжке нити | 1952 |
|
SU98622A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
