Изобретение относится к области газотермического напыления, в частности к оборудованию для нанесения износостойких или коррозионостойких металлических покрытий методом электродуговой металлизации при восстановлении, упрочнении или защите рабочих поверхностей деталей. Изобретение относится к технике нанесения газотермических покрытий и может быть использовано в различных отраслях машиностроения, нефтегазодобывающей промышленности, на ремонтных предприятиях других отраслей, связанных с ремонтов быстроизнашивающихся деталей и узлов основного и вспомогательного оборудования путем нанесения покрытий различными материалами.
Известен электродуговой распылитель, содержащий блок с каналами для подачи проволок, токосъемные направляющие элементы, разделенное сопло, выполненное в виде цилиндрической трубки с осевым рассекателем внутри, образующим отверстия в виде сегментов, хорды которых параллельны между собой и расположены одна от другой на расстоянии, равном двойному диаметру проволок (А.С. СССР 1565537, кл. B05B 7/22, 1988 г.). Расплавленный металл, частично захватываемый краями воздушных струй, вытекающими из отверстий сопла и инжектируемого атмосферного воздуха, дробится и переносится на изделие. Подсос воздуха увеличивает общую массу потока и существенно снижает его скорость, кроме того, возникающая турбулентность увеличивает угол раскрытия металлизационной струи, что приводит к ухудшению физико-механических свойств покрытия.
Известно устройство для электродуговой металлизации, содержащее два соосно установленных электрода и расположенные в плоскости, перпендикулярной плоскости электродов, два сопла для подачи сжатого газа, установленные симметрично относительно плоскости, проходящей через оси электродов, при этом сопла для подачи сжатого газа размещены в вертикальной плоскости и установлены па одной оси, проходящей через центр электрической дуги и перпендикулярно плоскости, проходящей через оси электродов (А.С. СССР 1329835, кл. B05B 7/22, 1985 г.). Недостатком указанной конструкции является широкий угол раскрытия металлизационной струи, имеющей к тому же эллипсообразную форму, что приводит к нестабильности свойств в разных сечениях металлизационного пятна напыления. Кроме того, эвакуация расплавленного электрической дугой металла с поверхности электродов происходит только за счет эжекции, что снижает скорость разгона частиц металла на начальном участке струи.
Наиболее близким по технической сущности к достигаемому эффекту к предлагаемому изобретению является устройство для электродуговой металлизации, содержащее два электрода и два симметричных сопла, размещенные в вертикальной плоскости, которая проходит через центр электрической дуги и расположена перпендикулярно к плоскости, проходящей через оси электродов, с дополнительно установленным центральным соплом, ось которого совпадает с линией пересечения указанных плоскостей», а его сечение в 4-60 раз меньше суммарного сечения симметричных сопел (Патент РФ 2119389. кл. 6B05В 7/22, 2001 г.). Недостатком указанной конструкции является низкая эффективность работы дополнительного сопла, дающего узкий поток газа, ось которого трудно совместить с зоной плавления электродов. Особенно заметно эго становится при вибрации электродов, вызываемой динамическим воздействием струй газа, выходящих из основных симметричных сопел.
Предлагаемое изобретение решает техническую задачу повышения коэффициента использования напыляемого материала и основных свойств (адгезия и пористость) напыляемых покрытий за счет получения более компактной металлизационной струи и увеличения тем самым скорости частиц напыляемых металлов.
Для решения поставленной задачи в предлагаемом устройстве электродуговой металлизации, содержащем два электрода и два сопла для подачи сжатого газа, установленных с углом схождения or 30 до 45°, электроды расположены внутри сопел, а их оси совпадают с осями сопел, в которых они установлены, при этом площади свободных кольцевых сечений сопел, по которым подается газ, равны между собой и составляют 10-30 мм2, а длина каналов сопел £, формирующих газовые струи не менее, чем в 1,5-2,0 раза больше их диаметров.
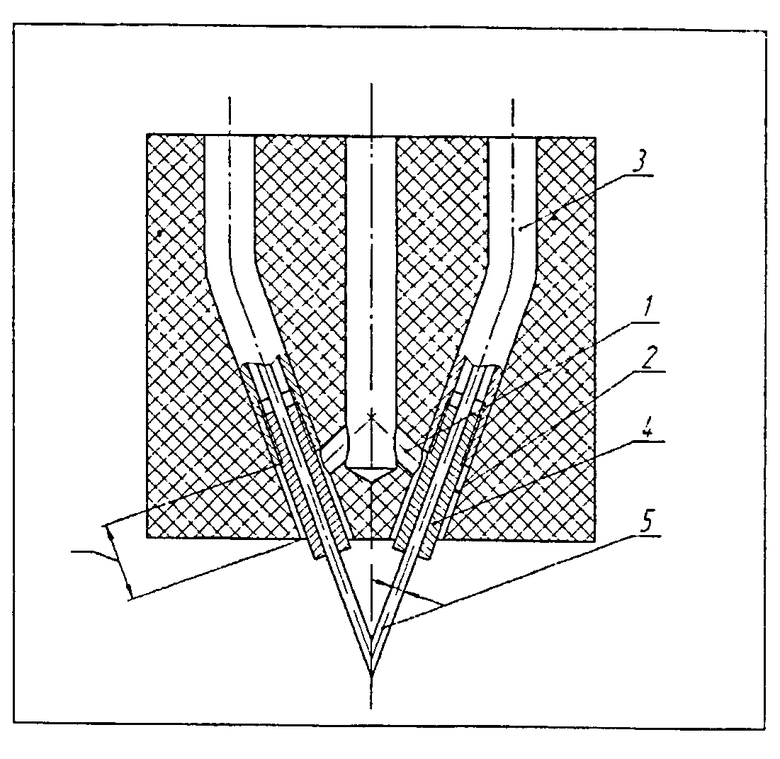
Сущность предложенного решения поясняется схемой, показанной на фигуре.
Устройство работает следующим образом.
Через подводящие каналы 1 подается сжатый газ, который затем попадает в сопла 2, после чего, через контактные трубки 3 и мундштуки 4 на проволочные электроды 5, подается ток и зажигается дуга. Металл, расплавленный дугой, подхватывается воздушным потоком и переносится па плоскость подложки.
Пример применения.
Для улучшения физико-механических свойств покрытий за счет уменьшения угла раскрытия металлизационной струи и увеличения скорости напыляемых частиц, устройство имеет два сопла, расположенных в горизонтальной плоскости и сходящихся под углами 30-45°, внутри которых подаются электроды в виде проволок, оси которых совпадают с осями сопел. Точка схождения электродов совпадает с точкой схождения осей сопел. Воздушные потоки, направленные вдоль проволок-электродов, «прилипают» к ним, поэтому расплавленный электрической дугой металл постоянно находится в центре динамического напора струи и не зависит от вибраций проволок. Расплавленный металл подхватывается воздушным потоком, образованным при взаимодействии двух струй воздуха, каждая из которых вытекает из своего сопла и переносится на подложку.
Напыление «горки» при использовании алюминиевых проволок диаметром 2 мм с дистанции 100 мм без перемещения металлизатора относительно подложки показало, что при использовании предлагаемого метода диаметр пятна напыления составляет 25-32 мм. При напылении с использованием других конструкций распылителей диаметр пятна составлял 32-42 мм. Кроме того, разность диаметров пятна в двух взаимно перпендикулярных сечениях (одно из сечений совпадает с плоскостью проволок) в предлагаемом варианте не превышала 10%, в то время как при напылении горки серийным металлизатором Ml 2 она достигает более 30%.
Повышение коэффициента использования напыляемого материала с применением данной конструкции распылительной системы особенно заметно при обработке трубных конструкций и других деталей с малым радиусом кривизны.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2002 |
|
RU2228799C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1999 |
|
RU2186632C2 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ ПОКРЫТИЯ | 2019 |
|
RU2715827C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1997 |
|
RU2119389C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1999 |
|
RU2162749C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2008 |
|
RU2386720C1 |
| Распыляющая металлизационная головка | 1989 |
|
SU1787049A3 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2019 |
|
RU2725785C1 |
| Способ газотермического нанесения стальных покрытий | 1989 |
|
SU1731863A1 |
Изобретение относится к области газотермического напыления, в частности к оборудованию для нанесения износостойких или коррозионостойких металлических покрытий методом электродуговой металлизации при восстановлении, упрочнении или защите рабочих поверхностей деталей, и может быть использовано в различных отраслях машиностроения, нефтегазодобывающей промышленности, на ремонтных предприятиях других отраслей, связанных с ремонтом быстроизнашивающихся деталей и узлов основного и вспомогательного оборудования. В устройстве для электродуговой металлизации два электрода и два сопла установлены с углом схождения от 30 до 45°, электроды расположены внутри сопел, а их оси совпадают с осями сопел, в которых они установлены, при этом площади свободных кольцевых сечений сопел, по которым подается газ, равны между собой и составляют от 10 до 30 мм2, а длина каналов сопел, формирующих газовые струи, не менее чем в 1,5-2,0 раза больше их диаметров. Обеспечивается повышение коэффициента использования напыляемого материала, а также адгезии и пористости напыляемых покрытий за счет получения более компактной металлизационной струи и увеличения скорости частиц напыляемых металлов. 1 ил., 1 пр.
Устройство для электродуговой металлизации, содержащее два электрода и два сопла для подачи сжатого газа, отличающееся тем, что два электрода и два сопла установлены с углом схождения от 30 до 45°, причем электроды расположены внутри сопел, а их оси совпадают с осями сопел, в которых они установлены, при этом площади свободных кольцевых сечений сопел, по которым подается сжатый газ, равны между собой и составляют от 10 до 30 мм2, а длина каналов сопел, формирующих газовые струи, не менее чем в 1,5-2,0 раза больше их диаметров.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1997 |
|
RU2119389C1 |
| Приспособление для укладывания в стопки прессованных в круги жмыхов | 1926 |
|
SU18654A1 |
| Устройство для одновременной передачи двух сообщений по радиотелеграфу | 1924 |
|
SU1182A1 |
| СПОСОБ ВОЗДЕЛЫВАНИЯ СВЕРБИГИ ВОСТОЧНОЙ НА СКЛОНОВЫХ ЗЕМЛЯХ | 2004 |
|
RU2268568C1 |
| US 6742719 B2, 01.06.2004 | |||

