Изобретение относится -к области пайки, в частности к флюсам для пайки твердосплавного инструмента,
Пелью изобретения является снижение температурной активности флюса и предотвращение образования трещин в твердом сплаве.
Флюс содержит компоненты при следующем соотношении, мас.%:
Окисел кобальта 0,05-0,8 Окисел вольфрама 0,4-6 Фторборат калия 1,5-21 Обезвоженная бура 0,9-13 Фторид кальция или натрия1-15
Тринатрийфосфат 0,7-2,5 Борная кислота Остальное Борная кислота , являясь основой флюса, как самостоятельный компонент малоактивна. При расплавлении она выделяет борный ангидрид, который, взаимодействуя с окислами припоя и основных материалов, образует
легкоплавкие пшаки (типа С40 В Оз). Эти шлаки вьтолняют в основном функции защиты припоя и паяемых поверхностей от окисления при дальнейшем нагреве.
В активную часть флюса входят Тринатрийфосфат и фториды кальция или натрия. Тринатрийфосфат Na-jPO благодаря высокой растворимости в воде способствует образованию однородной массы флюса - пасты, хорошему смачиванию пастой паяемых поверхностей и припоя, равномерному распределению пасты по паяемой поверхности при ее нанесении.
CaFj и КаГ при расплавлении флюса .растворяют окислы твердых сплавов и стали в заданном интервале темпера- в условиях высоких скоростей нагрева при злектроконтактной и индукционной пайке.
Тринатрийфосфат при рае-плавлении вьщеляет фосфорный ангидOS ОС
о:
рид Р205 который активно взаимодействует с окислами основных металлов и припоя, образуя легкоплавкие шлаки Компоненты разложения тринатрийфосфа та в сочетании с и фторидами Са и Na активно взаимодействуют с карбидами твердых сплавов, обезуглероживая их. При содержании во флюсе выше верхнего предела начинается интенсивный процесс окисления основных материалов, что препятствуе образованию доброкачественных соединений.
Сочетание указанных трех компонентов обеспечивает оптимальную величину электросопротивления в контакте - твердый сплав-припой-сталь при прямом электроконтактном нагреве как в пастообразном состоянии, так и в виде расплава. При расплавлении они комплексно взаимодействуют с углеродом, карбидами, связкой твердых сплавов,.обеспечивая хорошую очистку паяемой поверхности.
Пайку проводили на установке ТВЧ в однопетлевом индукторе. Для пайки использовали порошковую смесь припоя и флюса в соотношении 3:1. Температура пайки контролировалась прибором КСП-4 с помощью хромель-алюмелевой термопары. Температура пайки не пре- вьшала 980°G. Прочность при испытаниях на срез составила 20-26 кг/мм. Трещин в пластинах твердого сплава не обнаружено. Анализ поверхности разрушения образцов показал отсутствие шлаковых включений. Припой образует с основными материалами равномерные галтели с радиусом 0,1-0,3мм
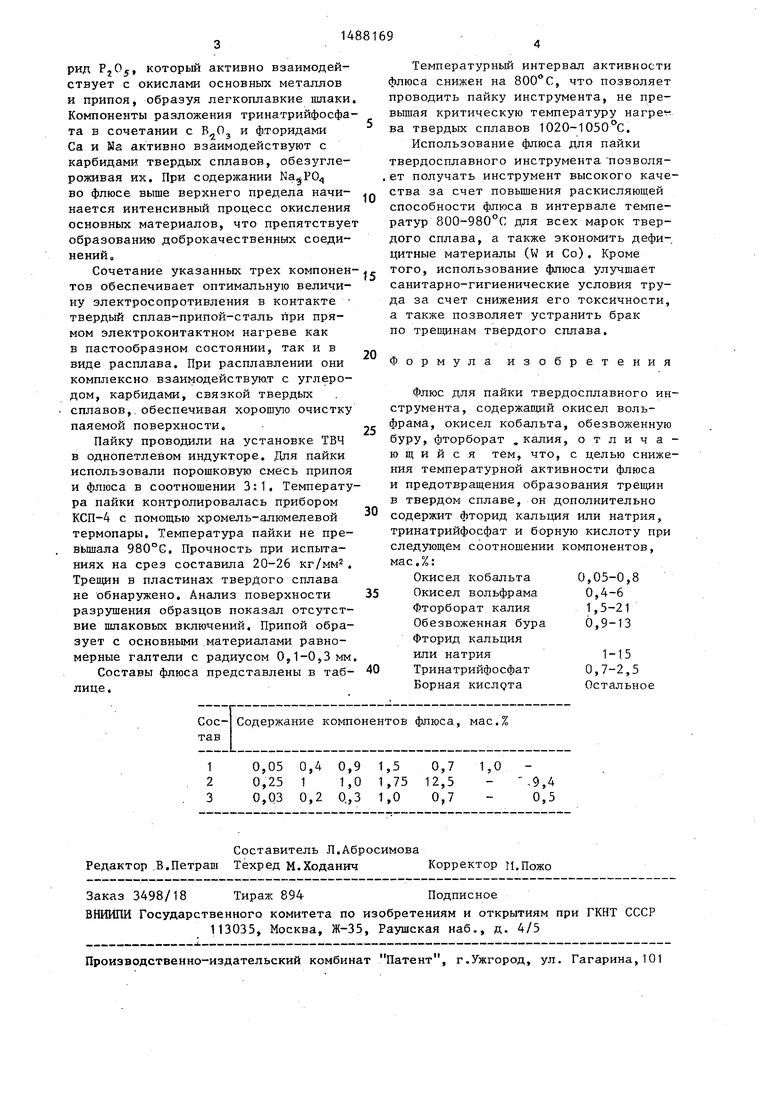
Составы флюса представлены в таблице .
5
0
5
0
5
0
Температурный интервал активности флюса снижен на , что позволяет проводить пайку инструмента, не превышая критическую температуру нагре-г ва твердых сплавов 1020-1050 С.
Использование флюса для пайки твердосплавного инструмента позволя- ,ет получать инструмент высокого качества за счет повьш1ения раскисляющей способности флюса в интервале температур 800-980°С для всех марок твердого сплава, а также экономить дефицитные материалы (W и Со). Кроме того, использование флюса улучшает санитарно-гигиенические условия труда за счет снижения его токсичности, а также позволяет устранить брак по трепщнам твердого сплава.
Формула изобретения
Флюс для пайки твердосплавного инструмента, содержащий окисел вольфрама, окисел кобальта, обезвоженную буру, фторборат ,калия, отличающийся тем, что, с целью снижения температурной активности флюса и предотвращения образования в твердом сплаве, он дополнительно содержит фторид кальция или натрия, тринатрийфосфат и борную кислоту при следующем соотношении компонентов, мас.%:
Окисел Кобальта
Окисел вольфрама
Фторборат калия
Обезвоженная бура
Фторид кальция
или натрия
Тринатрийфосфат
Борная кислрта
0,05-0,8 0,4-6 1,5-21 0,9-13
1-15 0,7-2,5 Остальное
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНОГО ПРИПОЯ НА ПОВЕРХНОСТЬ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2262430C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПРИПОЯ | 2006 |
|
RU2351448C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НАПЛАВКОЙ ПРИПОЯ НА ПОВЕРХНОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ | 2004 |
|
RU2260503C1 |
| Флюс для высокотемпературной пайки | 1979 |
|
SU856719A1 |
| Состав трубчатого припоя для пайки меди и ее сплавов | 1980 |
|
SU882086A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКА ИЗ ТВЕРДОСПЛАВНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ НАПАЙКИ НА ПОВЕРХНОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2347000C2 |
| ФЛЮС ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ ТВЕРДЫХ СПЛАВОВ ПРИПОЯМИ НА ОСНОВЕ МЕДИ | 2007 |
|
RU2346798C2 |
| Способ пайки материалов | 1974 |
|
SU536905A1 |
| Состав флюсующего покрытия для прутков припоя | 1986 |
|
SU1386408A1 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
Изобретение относится к пайке ,в частности, к составу флюса для пайки твердосплавного инструмента. Цель изобретения - снижение температурной активности флюса и предотвращение образования трещин в твердом сплаве. Технологическая активность флюса находится в интервале температур 800-980°С. ФЛЮС СОДЕРЖИТ КОМПОНЕНТЫ В СЛЕДУЮЩЕМ СООТНОШЕНИИ, МАС.%: CO2O3 0,05-0,8, WO3 0,4-6,0, KBF4 1,5-21,0, NAB4O7 0,9-13,0, CAF2(NAF) 1,0-15,0, NA3PO4 0,7-2,5, H3BO3- остальное. Использование флюса позволяет устранить брак по трещинам твердого сплава и производить пайку при температуре, не превышающей критическую температуру нагрева твердых сплавов. 1 табл.
| ПАЙКИ ИЗДЕЛИЙ | 0 |
|
SU275697A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
