Изобретение относится к полиграфическому производству, а именно бро- шюровочно-переплетному производству, и может быть осуществлено на полиграфических предприятиях отрасли.
Цель изобретения - повышение прочности брошюр.
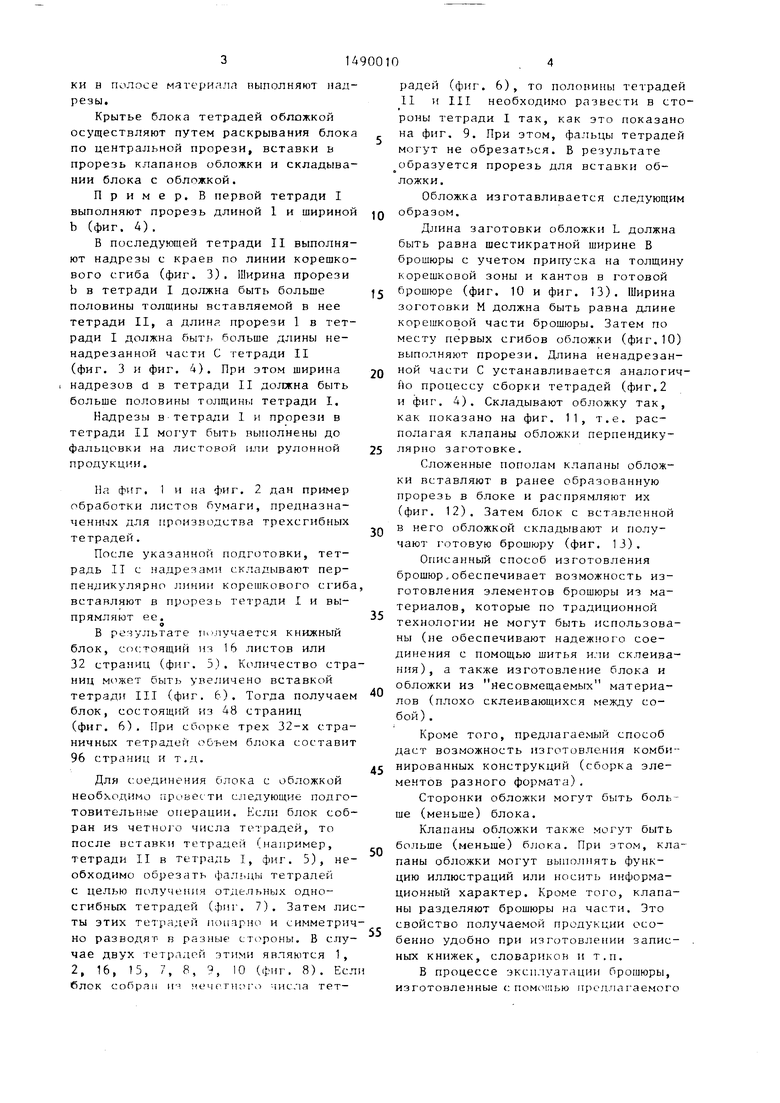
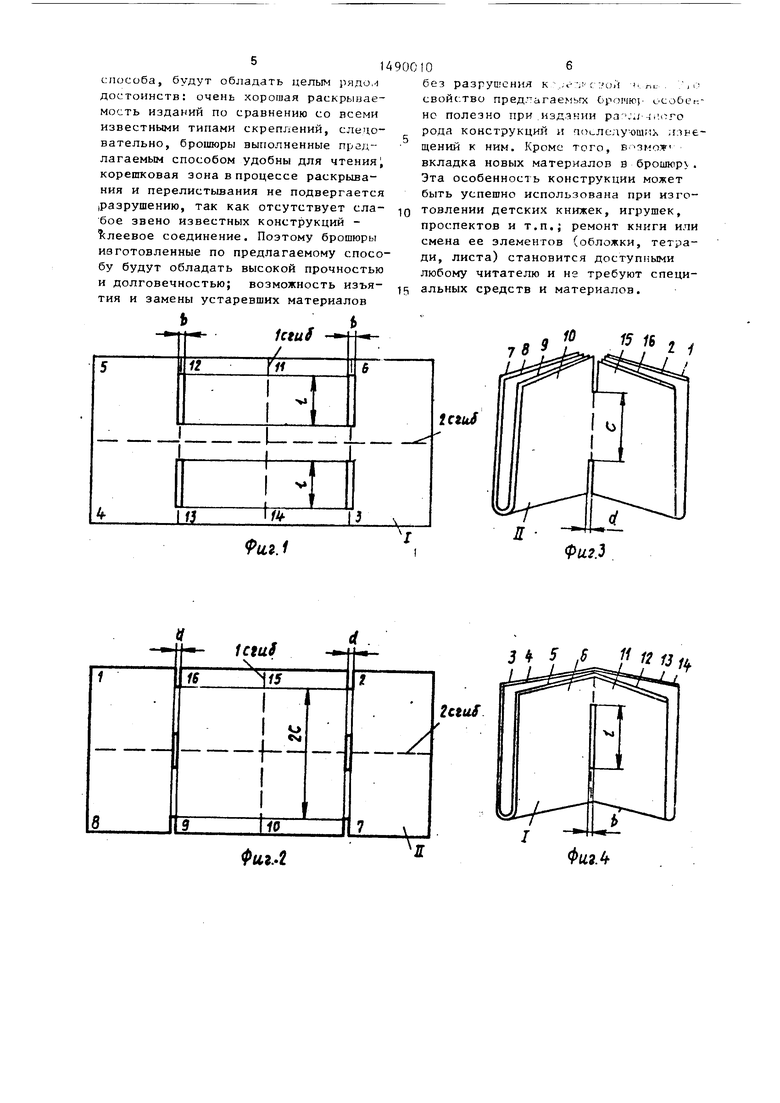
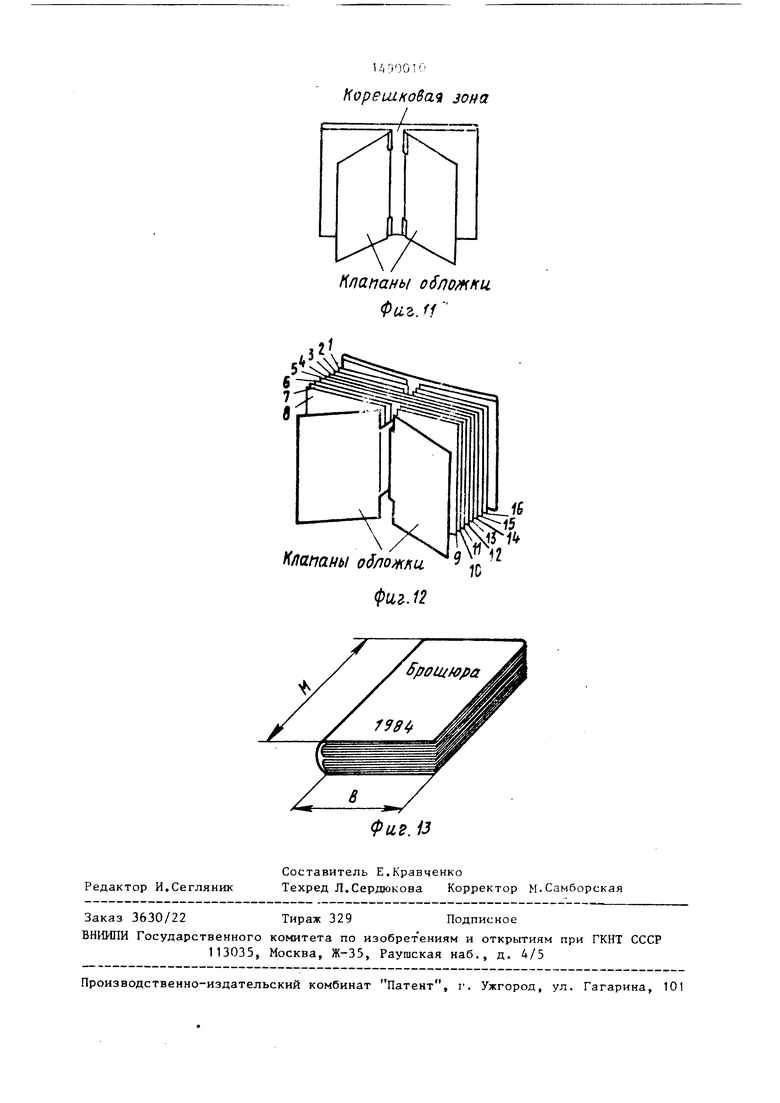
На фиг. 1 изображен лист с прорезями; на фиг. 2 - лист с надрезами; на фиг. 3 - тетрадь с надрезами; на фиг. 4 - то же, с прорезью; на фиг.5 - две скрепленные тетради; на фиг. 6 - три скрепленные тетради; на фиг. 7 - две скрепленные тетради после обрезки; на фиг. 8 - создание общей про-- рези в соединении из двух тетрадей , на фиг. 9 - то же, в соединении из трех тетрадей; на фиг. 10 - заготовка обложки; на фиг. 11 - обложка на фиг. 12 - скрепление блока из двух
тетрадей с обложкой; на: фиг. 13 - готовая брошюра.
На чертежах позициями 1-16 обозначены - номера листов в блоке,
I, II, III - номера тетрадей в блоке.
Способ изготовления брошюр заключается в сборке тетрадей в блок путем ввода одних тетрадей с прорезями ,по краям в прорези, расположенные в средней части других тетрадей, изготовлении обложки и крытье блока об- ложкой. Обложку изготавливают из полосы материала с длиной, равной сумме шестикратной ширины блока, толщины корешковой его части и припуска на кант. Ширина полосы равна высоте блока. Ширина каждого клапана обложки равна ширине блока. По линиям соединения клапанов и сторонок облож4
IX)
ки н полосе материала выполняют надрезы,
Крытье блока тетрадей обложкой осуществляют путем раскрывания блока по центральной прорези, вставки в прорезь клапанов обложки и складывании блока с обложкой.
Пример. В первой тетради I выполняют прорезь длиной 1 и шириной b (фиг. 4).
В последующей тетради II выполняют надрезы с краев по линии корешкового сгиба (фиг. 3). Ширина прорези b в тетради I должна быть больше половины толщины вставляемой в нее тетради II, а длина прорези 1 в тетради I должна бытг. больше длины ненадрезанной части С тетради II (фиг. 3 и фиг. 4). При этом ширина надрезов d в тетради II должна быть больше половины толщины тетради I.
Надрезы в тетради 1 и прорези в тетради II мог ут быть выполнены до фальцовки на листовой или рулонной продукции.
На фиг. 1 и на фиг. 2 дан пример обработки листов бумаги, предназначенных для производства трехсгибных тетрадей.
После указанной подготовки, тетрадь II с надрезами складывают перпендикулярно линии корешкового сгиба вставляют в прорезь тетради I и выпрямляют ее.
В результате получается книжный блок, состоящий из 16 листов или 32 страниц (фиг. 5). Количество страниц может быть увеличено вставкой тетради III (фиг. 6). Тогда получаем блок, состоящий из 48 страниц (фиг. 6). При сборке трех 32-х страничных тетрадей объем блока составит 96 страниц и т.д.
Для соединения блока с обложкой необходимо трове .ти следующие подготовительные операции. Есл1 блок собран из четно1 о числа тетрадей, то после вставки тетрадей (например, тетради II в тетрадь I, фиг. 5), необходимо обрезать фа.чьцы тетрадей с целью получения отдельных одно- сгибных тетрадей (фиг. 7). Затем листы этих тетрадей попарно и симметрично разводят в разные стс)роны. В случае двух Т етрлдей этими являются 1 , 2, 16, 15, 7, 8, 9, 10 (фиг. 8). Есл блок собран ич яечгтн;пм числа тет0
0
5
радей (фиг. 6), то половины тетрадей 11 и III необходимо развести в стороны тетради 1 так, как это показано на фиг. 9. При этом, фальцы тетрадей могут не обрезаться. В результате образуется прорезь для вставки обложки.
Обложка изготавливается следующим образом.
Длина заготовки обложки L должна быть равна шестикратной ширине В брошюры с учетом припуска на толщину корешковой зоны и кантов в готовой 5 брошюре (фиг. 10 и фиг. 13). Ширина зоготовки М должна быть равна длине корешковой части брошюры. Затем по месту первых сгибов обложки (фиг.10) выполняют прорези. Длина ненадрезанной части С устанавливается аналогич- йо процессу сборки тетрадей (фиг.2 и фиг. 4). Складывают обложку так, как показано на фиг. 11, т.е. располагая клапаны обложки перпендикулярно заготовке.
Сложенные пополам клапаны обложки вставляют в ранее образованную прорезь в блоке и распрямляют их (фиг. 12). Затем блок с вставленной в него обложкой складывают и получают готовую брошюру (фиг. 13).
Описанный способ изготовления брошюр,обеспечивает возможность изготовления элементов брошюры из материалов, которые по традиционной технологии не могут быть использованы (не обеспечивают надежного соединения с помощью шитья или склеивания), а также изготовление блока и обложки из несовмещаемых материалов (плохо склеивающихся между собой) .
Кроме того, предлагаемый способ даст возможность изготовле ния комбинированных конструкций (сборка элементов разного формата).
Сторонки обложки могут быть больше (меньше) блока.
Клапаны обложки также могут быть больше (меньше) 6jjoKa. При этом, клапаны обложки могут выполи1ять функцию иллюстраций или носить информационный характер. Кроме того, клапаны разделяют брошюры на части. Это свойство получаемой продукции особенно удобно при изготовлении записных книжек, словариков и т.п.
В процессе эксплуатации брошюры, изготовленные с помощью предлагаемого
0
5
0
5
0
5
9u9.1
tnuf
l
Риг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСПРОСТРАНЕНИЯ РЕКЛАМНОЙ ИНФОРМАЦИИ | 2001 |
|
RU2196049C1 |
| Способ бесшвейного изготовления книги | 1981 |
|
SU1044469A1 |
| Способ сборки книжного блока | 1986 |
|
SU1490009A1 |
| Способ сборки тетрадей в книжный блок | 1984 |
|
SU1437245A1 |
| Способ переплетения книги | 1983 |
|
SU1443790A3 |
| Способ скрепления тетрадей в книжном блоке | 1962 |
|
SU1521612A1 |
| СПОСОБ БЕСШВЕЙНОГО КЛЕЕВОГО СКРЕПЛЕНИЯ КНИГ | 2003 |
|
RU2244633C1 |
| Поточная линия для изготовления книжно-журнальной продукции | 1986 |
|
SU1701570A1 |
| СПОСОБ БРОШЮРОВКИ КНИГ | 2002 |
|
RU2222434C2 |
| Устройство для сборки тетрадей | 1986 |
|
SU1490008A1 |
Способ изготовления брошюр, заключающийся в сборке тетрадей в блок путем ввода одних тетрадей с прорезями по краям в прорези, расположенные в средней части других тетрадей, изготовление обложки и крытье блока обложкой, отличающийся тем, что, с целью повышения прочности брошюр, обложку изготавливают из полосы материала длиной, равной сумме шестикратной ширины блока, толщины корешковой его части и припуска на кант, шириной полосы, равной высоте блока, шириной каждого клапана обложки, равной ширине блока, по линиям соединения клапанов и сторонок обложки в полосе материала выполняют надрезы, а крытье блока тетрадей обложкой осуществляют путем раскрывания блока по центральной прорези, вставки в прорезь клапанов обложки и складывание блока с обложкой.
Фи9.-2
,6 11 12 13
1
Zctuf
Фиг.
1ctuf fctuf
Фм.9
Iceuf
Фи. 10
Кореи1нова 9 зона
-1
KnanaHbi обпо/кки Фaг.f1
папаны фиг. 12
15
W д 11
tD
| Способ сборки тетрадей в книжный блок | 1984 |
|
SU1437245A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
