Изобретение относится к измерительной технике и может бить исполь
зовано, например, в автоматизированных системах управления технологическими процессами для контроля толщины листового материала,
1 ел)Ю изобретения является повы- шение точности контроля толщины за счет компенсации смещения нулевого сигнала с выходов первичных измерительных преобразователей и производительности контроля за счет автомати- зации процесса измерений.
На чертеже представлена блок-схем устройства.
Устройство содержит два первичных преобразователя 1, 2 например, индук тивных, располагаемых соосно с двух сторон контролируемого изделия, вторичный преобразователь 3 перемещений подключенный к выходам первичных преобразователей 1,2, подключенные к его выходу последовательно соединенные аналого-цифровой преобразователь (АЦП) 4 и первый запоминающий блок 5, второй запоминающий блок 6, подключенный информационным входом к выходу АЦП 4, блок 7 вычитания, подключенный к выходам запоминающих блоков 5, 6, подключенные к выходу вычитающего блока 7 последовательно соединенные буферный регистр 8, дещи ратор 9, регистрирующий блой 10, блок 11 управления, соответствующими выходами подключенный к входам считывания и записи запоминающих блоков 5, 6 и к второму входу буферного ре- гистра 8, генератор 12 тактовых импульсов, подключенный к первому входу блока 11 управления, систему транспортировки контролируемого изде0
5 0
5 0 5 ,
лия на позицию контроля, включающую, например, электродвигатель 13, подключенный к соответствующему выходу блока управления, кинематически соединенную через электромагнитную муфту 14 и редуктор 15 с электродвигателем 13 систему приводных роликов 16, подключенный к одному из выходов узла 11 управления привод первичных изме- рительньгх преобразователей, например электропневмоклапан 17, датчик 18 наличия контролируемого изделия, соединенный с вторым входом блока 11 управления, Система приводных роликов предназначена для перемещения контролируемого изделия 19 из листового материала.
Устройство работает следующим образом.
Изделие 19 из листового материала (например, стекла } перемещается по роликам 16, приводимым в движение электродвигателем 13, и при подходе к позиции измерения взаимодействует с датчиком 18 наличия контролируемого изделия. Датчик 18 выдает сигнал, присутствующий на его выходе все время прохождения изделия в зоне контроля, на второй вход блока 11 управления.
На первый вход блока 1I управления поступают сигналы с генератора 12 тактовых импульсов, с помощью которых на выходах блока 11 управления формируются управляющие импульсы, поступающие на входы соответствующих узлов устройства,
С Шестого выхода блока 11 управления импульс подается на электропневмоклапан 17, который срабатывает и подает воздух высокого давления на
пневмовходы первого и второго первичных преобразователей I, 2. Измерительные наконечники первичных преобразователей 1,2 сходятся и занимаю определенное положение. При этом суммарный сигнал преобразователей поступает на вторичный преобразователь 3, на выходе которого появляется сигнал постоянного тока, соответствующий нулевому измерительному сигналу. Указанный сигнал преобразуеся в код на АЦП 4 и запоминается в первом запоминающем блоке 5, на вход записи которого поступает управляю- п;ий сигнал с четвертого выхода блок II управления. Запоминаюи ий блок 5 хранит записанную информацию до прихода следующего изделия 19.
Когда первый импульс управления с шестого выхода блока 11 управления заканчивается, электропневмоклапан 17 возвращается в исходное состояние при этом измерительные наконечники первичных преобразователей 1, 2 также возвращаются в исходное состояние Сигналом с первого выхода блока 11 управления через пускатель (на чертеже Не показан )включается электродвигатель 13, который через кинемати чески связанные с ним электромагнитную муфту 14, редуктор 15,.ролики 16 осуществляет движение контролируемого изделия 19. Контролируемое изделие 19 подается на позицию измерения (между измерительными наконечниками). С первого выхода блока 11 управления первый импульс подается на электродвигатель 13, цепь питания двигателя разрывается, останавливая премещение контролируемого изделия 19
После этого с шестого выхода бло- ка 11 управления вновь поступает импульс управления на электропневмоклапан 17. Измерительные наконечники первичных преобразователей 1,2 сводятся и прижимаются к верхней и нижней плоскости изделия 19.
При этом измерительные наконечники занимают положение, отличное от первоначального. Суммарный аналоговый постоянного тока после вторичного преобразователя 3 преобразуется АЦП 4 в цифровую форму и подается на информационный вход запоминающего блока 6. На вход записи блока 6 с пятого выхода блока 11 управления подается импульс записи. В результате информация с выхода АЦП
тта
, .
904536
4 записывается в запоминающем блоке 6. Через некоторое время с третьего выхода блока 11 управления на считы- ваюищр входы первого и второго запоминающих блоков 5, 6 поступает импульс считывания, по которому информация с запоминающих блоков синхронно поступает в блок 7 вычитания, с вы- Q хода которого сигнал разности записывается в буферный регистр 8. Запись осуществляется при подаче на второй вход буферного регистра 8 управляющего импульса с второго вы- 15 хода блока 11 управления.
С выхода буферного регистра 8 цифровая информация о толщине контролируемого изделия 19 поступает в дешифратор 9 и далее отображается блоком 20 10 регистрации.
После того, как закончится подача правляющего сигнала на электропневмоклапан 17, измерительные наконечники первичных преобразователей.1,2 25 расходятся и возвращаются в исходное состояние.
В момент окончания управляющего сигнала с первого выхода блока 11 управления производится запуск электродвигателя 13 и контролируемое изделие 19 продвигается дальше.
Следующее измерение толщины этого изделия 19 осуществляется аналогично первому. Запоминающий блок 5 сохраняет информацию до подхода нового листа к датчику 18 наличия контролируемого материала.
30
35
Формула изобретения
40
Устройство контроля толщины плоских изделий, содержащее два первичны преобразователя, предназначенных для размещения с разных сторон контроли45 РУемого изделия, привод первичных преобразователей, кинематически связанный с последним, аналого-цифровой преобразователь, вычислительный блок блок управления и блок регистрации, отличающееся тем, что, с целью повышения точности и производительности контроля, оно снабжено первым и вторым запоминающими блоками, выходы которых подключены к входам вычислительного блока, включенными между вычислительным блоком и блоком регистрации последовательно соединенными буферным регистром и дешифратором, генератором тактовых
50
55
7 U904538
импульсов, подключенным к первомуков, четвертый и пятый выходы - соотвходу блока управления датчиком на-ветственно к входам записи первого
личия контролируемого изделия,и второго запоминающих блоков, а шесподключенным к второму входу блокаj той выход - к приводу первичных преуправления, системой транспортировкиобразователей, выходы первичных преконтролируемого материала на позициюобразователей соединены по схеме
контроля, подключенной к первомусуммирования и подключены к входу
выходу блока управления, второй вы-аналого-цифрового преобразователя,
ход узла управления подключен кЮ выход которого соединен с информавтррому входу буферного регистра,ционными входами обоих запоминакядих
третий выход - к входам считыванияблоков, а вычислительный блок выполпервого и второго запоминающих бло-нен в виде блока вычитания.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения динамических характеристик аналого-цифровых преобразователей | 1984 |
|
SU1290521A1 |
| ЦИФРОВОЙ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП "АВГУР" | 1994 |
|
RU2130610C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ОБЪЕКТИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2078360C1 |
| Устройство сбора дефектоскопической информации | 1985 |
|
SU1298719A1 |
| УСТРОЙСТВО СБОРА, ПРЕОБРАЗОВАНИЯ И ПЕРЕДАЧИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ФИЗИЧЕСКОЙ СРЕДЫ | 1994 |
|
RU2079882C1 |
| Система для автоматической дефектометрии | 1983 |
|
SU1190253A1 |
| Устройство контроля толщины плоских деталей | 1990 |
|
SU1712774A1 |
| Многоканальная система регистрации аналоговых сигналов | 1988 |
|
SU1656467A1 |
| РАДИАЛЬНО-КОЛЬЦЕВОЕ УСТРОЙСТВО ДЛЯ СБОРА, ПРЕОБРАЗОВАНИЯ И ПЕРЕДАЧИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ФИЗИЧЕСКОЙ СРЕДЫ | 1994 |
|
RU2076352C1 |
| УСТРОЙСТВО ДЛЯ СБОРА, ПРЕОБРАЗОВАНИЯ И ПЕРЕДАЧИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ФИЗИЧЕСКОЙ СРЕДЫ | 1994 |
|
RU2081452C1 |
Изобретение относится к измерительной технике и может быть использовано, например, в автоматизированных системах управления технологическими процессами для контроля толщины листового материала. Целью изобретения является повышение точности и производительности контроля. В процессе контроля изделие 19 перемещается по роликам 16. При подходе к позиции контроля оно взаимодействует с датчиком 18 наличия контролируемого изделия. Датчик выдает сигнал в блок управления, на одном из выходов которого появляется сигнал, управляющий пневмоклапаном 17. Измерительные наконечники первичных преобразователей 1, 2 перемещений сходятся. При этом сигнал нулевого положения, преобразованный во вторичном 3 и аналого-цифровом 4 преобразователях, запоминается в первом запоминающем блоке 5. Наконечники преобразователей перемещения вновь расходятся, и контролируемое изделие 19 перемещается на определенное расстояние по сигналу блока 11 управления, получающего задающие импульсы от генератора 12 тактовых импульсов. Наконечники преобразователей 1, 2 вновь сходятся, и измерительный сигнал запоминается во втором запоминающем блоке 6. В следующем такте сигналы, запомненные в блоках 5, 6, вычитаются в блоке 7 вычитания и через буферный регистр 8 и дешифратор 9 поступают на блок 10 регистрации. 1 ил.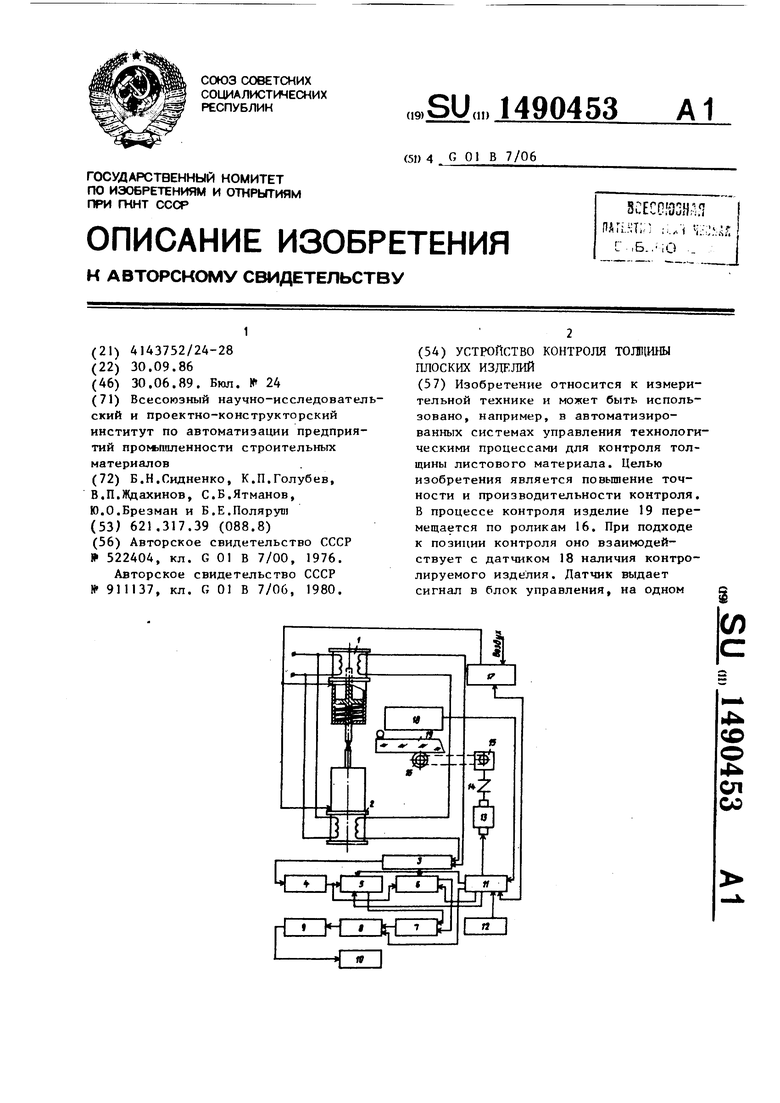
| Толщиномер | 1974 |
|
SU522404A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля толщины дисков трения | 1980 |
|
SU911137A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
