Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении изделий типа резьбовых соединений.
Цель изобретения - расширение технологических возможностей путем одновременной обработки двух болтов и гаек.
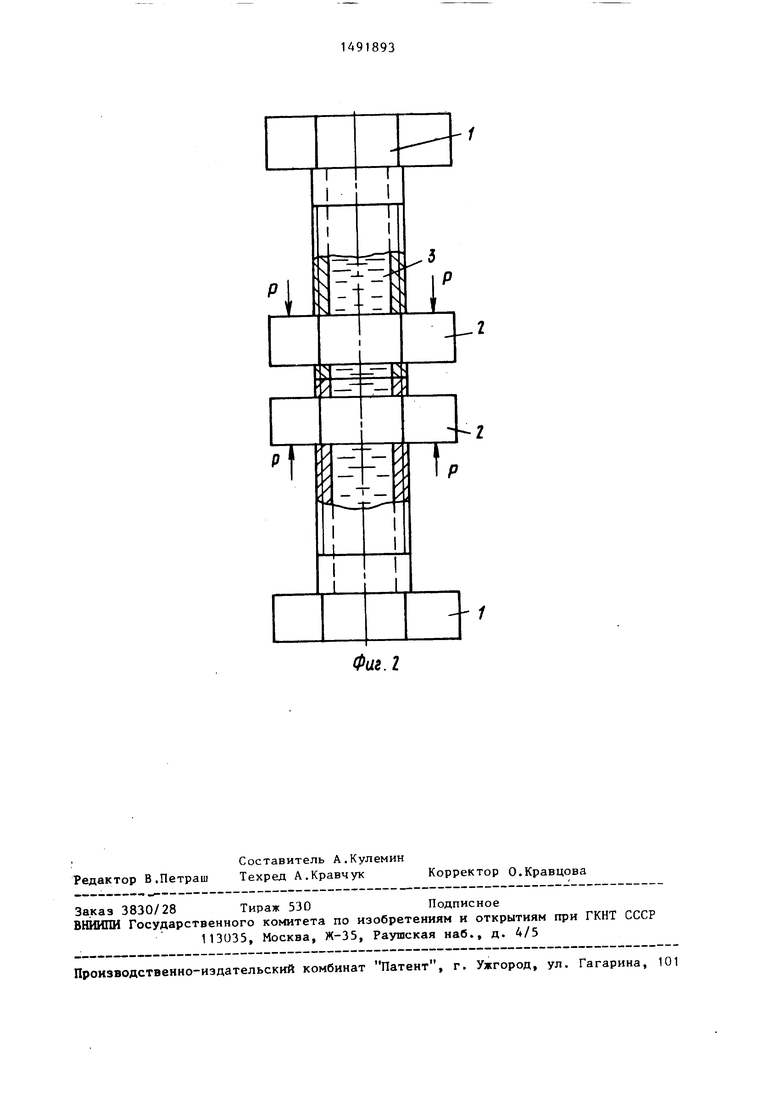
Сущность изобретения заключается в том, что попарное свинчивание болтов по торцовой поверхности с помощью гайки позволяет расширить технологические возможности способа путем одновременной обработки двух болтов и гайки, а также повысить эксплуатационные свойства сопрягаемых деталей. Отпадает необходимость в применении дополнительных элементов (деталей) для образования замкнутой полости, так как этим злемен- том является гайка - сопряженный элемент болта. Образование замкнутой полости двумя болтами с двумя гайками позволяет одновременно обработать две резьбовые пары. Попарное свинчивание болтов по торцовой поверхности с гайками увеличивает длину замкнутой полости, что обеспечивает преимущественно осевое нагружение элементов резьбового соединения. Это позволяет в процессе обработки испытать резьбу болтов и гаек на прочность. При осевом нагружении
СО
ЭО Ф
оо
вслелствне деформации происходит согласование витков резьбы болта и гай- .ки по шагу за счет исключения технологических погрешностей изготовления, что обеспечивает их приспосаблИ ваемость. Согласование витков резьбы болта и гайки позволяет распределить нагрузку по всей высоте гайки, а не по двум-трем виткам, как это имеет место в известных соединениях.
Попарное свинчивание двух болтов с одной гайкой дает возможность получить самостопорящееся резьбовое соединение. Это достигается за счет того, что в данном случае осевая деформация витков двух частей гайки, контактирующих с двумя болтами, происходит в противоположных направлениях.
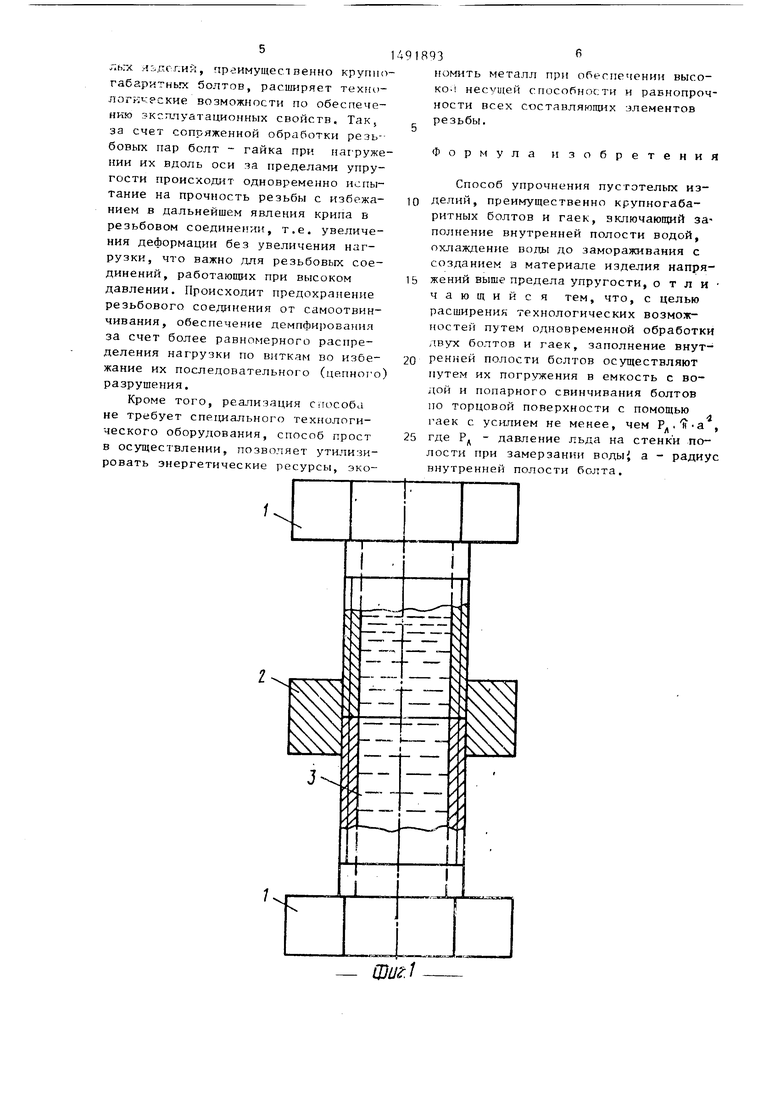
На фиг. 1 представлена схема обработки попарно свинченных болтов с одной гайкойi на фиг. 2 - схема попарного свинчивания двух болтов с двумя гайками.
Пример. В качестве образцов для упрочнени51 выбраны пустотелые болты M48-6g и гайки М48-6Н с шагом резьбы р 5 мм, высотой гайки Н 40 мм в количестве 6 шт. для каждого вида испытаний. Материал болтов и гайки - сталь 45 (сопротивление текучести (3 3700 кгс/см, модул упругости Е 210 кгс/см).
На инструментальном микроскопе измеряют накопленную погрешность по шагу по всей длине свинчивания (высота гайки Н 40 мм, Z Н/р 5 витков) у болтов и гаек и определяют разность между ними, которая равна 70-90 мкм. Болты 1 (фиг.1) свинчивают с гайками 2, размещают их в сосуде для заполнения водой 3 полости болтов. Затем соединяют болты попарно по торцовой поверхности с помощью клинового зажима, поджимая их один к другому с усилием Р. Усилие Р определяют по формуле
Р 5г Р,
ренний радиус полости болта а выбирают из условия, что напряжения в материале болта за пределами упругости, т.е. как для толстостенного сосуда
+ а
« Ь-г- - а(Sr.
O
5
0
5
0
5
0
5
0
Подставляя в эту формулу известные данные, получают а 13 мм, а усилие, растягивающее болт, Р Рд- . а 10616 кгс. После этого собранные болты с гайками охлаждают до температуры 263-243 К до полного замораживания воды. Далее производят оттаивание воды и освобождение болтов с гайками из клинового зажима, свинчивание гаек с болтами и, измерение накопленных погрешностей и их разности после обработки болтов и гаек. Разность накопленных погрешностей составляет 7-10 мкм.
Таким образом, за счет податливости резьбового соединения при нагрузке, т.е. деформаций в теле болта и гайки на длине свинчивания, контактных и местных пластических деформаций в витках резьбы происходит приспосабливаемость рабочих боковых поверхностей витков резьбы и, как следствие, повьш1ение эксплуатационных свойств (несущей и демпфирующей способности, исключение возможности явления крипа в соединении . и др.) .
При обработке двух болтов с одной гайкой (фиг. 1) в той же последовательности, в которой осуществляется обработка попарно свинченных болтов с двумя гайками, разность накопленных погрешностей по шагу у болтов и гайки увеличивается и составляет 140-150 мкм. Это происходит за счет разнонаправленной деформации в витках гайки. Следствием разнонаправленной деформации является образование болтом и гайкой резьбового 6Н
соединения М48 6h
с минимальным
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕЛЬНОМЕТАЛЛИЧЕСКИЙ ВИБРОИЗОЛЯТОР "ПУСТОТЕЛЫЙ ГОЛЫШ" (ЦВПГ) (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2534850C2 |
| Установка для изучения свойств резьбового соединения | 1988 |
|
SU1608734A1 |
| Способ изготовления самоконтрящейся гайки | 1983 |
|
SU1134813A1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2000 |
|
RU2191299C2 |
| Самостопорящийся крепежный резьбовой элемент О.В.Соловьева | 1988 |
|
SU1622665A1 |
| Устройство для свинчивания-развинчивания труб | 1983 |
|
SU1145118A1 |
| УЗЕЛ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ДЛЯ УГОЛЬНЫХ И/ИЛИ ГРАФИТОВЫХ ЭЛЕКТРОДНЫХ КОЛОНОК | 2004 |
|
RU2302710C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2270744C2 |
| Способ изготовления конического резьбового соединения | 1990 |
|
SU1808544A1 |
| ВИБРОИЗОЛЯТОР ТРОСОВЫЙ КРЕСТООБРАЗНЫЙ С КОНИЧЕСКИМИ ПРУЖИНАМИ | 2012 |
|
RU2522767C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении изделий типа резьбовых соединений. Цель изобретения - расширение технологических возможностей путем одновременной обработки двух болтов и гаек. Внутреннюю полость болтов заполняют водой, охлаждают до замораживания воды с созданием напряжений выше предела упругости, причем внутреннюю полость образуют путем попарного свинчивания по торцовой поверхности двух болтов с одной или двумя гайками. При свинчивании болтов с двумя гайками последние поджимают друг к другу. Усилие свинчивания задают не менее чем Pл.φА2 , где Pл - давление льда на стенки полости при замерзании воды
A - радиус внутренней полости болта. 2 ил.
2000 кгс/см - давление льда на стенку при замерзании воды в закрытом сосуде}
внутренний радиус полого болтаJ
я нераскрытия стыков по поверхности болтов 1. Внут5
зазором, равным нулю, вместо исходного (до обработки) соединения с гарантированным зазором М48 - -т-. ТаDg
КИМ образом, обеспечивается предохранение резьбового соединения от само- отнинчивания, т.е. самостопорение. По сравнению с известным предлагаемый способ упрочнения пустотельгх яздег.ий, пргимущеслвенно крупногабаритных болтов, расширяет техш)- логкческие возможности по обеспечению эксплуатационных свойств. Так, за счет сопряженной обработки резьбовых пар болт - гайка при наг руже нии их вдоль оси за пределами упругости происходит одновременно испытание на прочность резьбы с избежанием в дальнейшем явления крипа в резьбовом соедине1 ии, т.е. увеличения деформации без увеличения нагрузки, что важно для резьбовых соединений, работающих при высоком давлении. Происходит предохранение резьбового соединения от самоотвинчивания, обеспечение демпфирования за счет более равномерного распределения нагрузки по виткам во избежание их последовательного (цепного разрушения.
Кроме того, реализация способа не требует спе1Ц1ального технологического оборудования, способ прост в осуществлении, позволяет утилизировать энергетические ресурсы, эко-)
1491893
номить металл при обеспечении высоко. несущей способности и равнопроч- ности всех составляющих элементов резьбы.
Формула изобретения
Способ упрочнения пустотелых из- делий, преимущественно крупногабаритных болтов и гаек, включающий заполнение внутренней полости водой, охлаждение воды до замораживания с созданием в материале изделия напря- жений выше предела упругости, отличающийся тем, что, с целью расширения технологических возможностей путем одновременной обработки лвух болтов и гаек, заполнение внут- ренней полости болтов осуществляют путем их погружения в емкость с водой и попарного свинчивания болтов по торцовой поверхности с помощью
, л.
гаек с усилием не менее, чем Р. ((-а , где Рд - давление льда на стенки полости при замерзании воды а - радиус внутренней полости болта.
- фигЛ
Фиг.г
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОВ И СПЛАВОВ | 0 |
|
SU375308A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Двухтактный транзисторный инвертор | 1981 |
|
SU964929A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
