Изобретение относится к машиностроению и может быть использовано для стопорения гаек в разъемных соединениях, требующих регулировки.
Известен способ изготовления приспособления против отвинчивания гаек, включающий нарезание резьбы и изготовление поперечного паза в гайке 1.
Недостатком этого способа является отсутствие термической обработки, в результате чего при стопорении гайки более тонкую часть необходимо отгибать с остаточной деформацией, а это приводит к быстро- . му излому упомянутой части.
Наиболее близок к предлагаемому способу изготовления самоконтрящейся гайки, включающий образование в ее теле поперечного паза, подгиб торцовой части гайки и нарезание резьбы 2.
Недостатком известного способа изготовления гайки является отсутствие термической обработки, поэтому в результате наличия остаточных деформаций, которые имеют место в тонкой стопорной части гайки, гайка недолговечна.Величина и направление отгиба упомянутой части и последовательность выполнения технологических операций при изготовлений гайки таковы, что при стопорении, осуществляемом за счет перекоса в резьбе, увеличивающегося по мере прижатия стопорной части гайки к плоскости закрепляемого элемента, витки резьбы срезаются тем больще, чем больше перекос. Гайка не допускает многократной затяжки.
Цель изобретения - повышение долговечности резьбы и надежности гайки.
Поставленная цель достигается тем, что согласно способу изготовления самоконтрящейся гайки, включающему образование в ее теле поперечного паза, подгиб торцовой части гайки и нарезание резьбы, вначале нарезают резьбу и лишь затем подгибают торцовую часть гайки в направлении ее тела и в этом положении производят термообработку, причем подгибку торцовой части гайки производят на угол
т,
где Ь - глубина поперечного паза в гайке; 2f-допуск на изготовление резьбы в гайке.
На чертеже изображена схема, поясняющая способ изготовления самоконтрящейся гайки.
Сущность способа изготовления гайки состоит в следующем.
В гайке 1 нарезается резьба и прорезается поперечный паз 2 глубиной около половины диаметра, причем t S (где t - толщина более тонкой торцовой части 3 гайки; S - шаг резьбы)
Угол наклона деформируемой части определяется из выражения
этом положении производится закалка гайки с последующим отпуском на заданные механические свойства. Для ответственных гаек, работающих в условиях вибраций, предварительно производят отжиг. Для навертывания гайки на болт необходимо в поперечную прорезь гайки установить инструмент, например, отверт ку с целью устранения перекоса и после завертывания инструмент убрать. Упругая более тонкая часть 3 гайки 1 после установки создает в резьбе перекос с необходимым давлением между витками резьбы, причем перекос удерживается упругими силами, возникающими в более тонкой стопорной части 3. Упругие силы, возникающие
в упомянутой части, зависят от толщины стопорной части и угла ее наклона. Чем больще толщина стопорной части и угол ее наклона, тем больше упругие силы и, следовательно, больше усилие удержания перекоса в резьбе. Витки резьбы стопорной части 3 гайки 1 прижимаются к виткам болта, полностью выбирая зазоры в резьбе и увеличивая давление между витками и силу трения. При t S упругие силы, возникающие в стопорной части 3 гайки, плохо удерживают перекос и при работе устройства в условиях вибрации стопорная часть 3 вибрирует, а гайка отвинчивается. Кроме того, в перекосе резьбы должно участвовать не менее одного витка. При углах наклона стопорной части менее 2° (при
всех прочих равных условиях) возникающие упругие силы недостаточны и стопорение ненадежно. При углах наклона более 7° ослабляется тело гайки, а ее монтаж и демонтаж затрудняются, так как при заворачивании гайки необходимо отгибать стопорную часть гайки для снятия перекоса на больший угол.
Для экспериментальной проверки стопорного элемента было изготовлено несколько гаек МЗО X 1,57Н и болтов МЗО X
X 1,58 g. Глубина поперечного паза в гайках принята равной половине диаметра гайки. Толщина стопорной части t гайки t S 1,5; 2,5 и 4 мм с углом наклона стопорной части о. равной 4° Материал
сталь ЗОХГСА, термообработка до HRC 38-42. Крутящий момент при сворачивании с болта соответственно равен 150; 630 и 2500 Н см. Однако при t S 1,5 мм при работе соединения на вибростенде наблюдались случаи отвинчивания гаек вследствие малых упругих сил в стопорной части, которая вибрирует. Угол наклона стопорной части гайки равный 2° соответствует tgoc -1-, где допуск на изготовление резьбы
f 0,259, a глубина поперечного паза равна половине диаметра гайки h 24 мм. Толщина стопорной части t 3 мм. Крутящий момент при углах наклона оС равных 2, 4 и 7° соответственно равен 10; 78 и 300 кгс см. При углах наклона оС менее 2° крутящий момент при свинчивании резко уменьшается и стопорение ненадежно. При увеличении угла наклона ос. стопорной части более 7° затрудняется монтаж и демонтаж и нри отгибании стопорной части последняя ломается.
Таким образом, предлагаемое техническое решение по сравнению с известным, позволяет увеличить долговечность гайки и надежность стопорения за счет упругих сил без наличия остаточных деформаций, а также за счет того, что гайка завинчивается без перекоса в резьбе и, следовательно, без износа и среза витков. Кроме того, расширяются технологические возможности гайки, так как она позволяет стопорить ее в любом положении, на болте.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления самоконтрящейся гайки | 1988 |
|
SU1564420A2 |
| Способ изготовления самоконтрящейся гайки | 1989 |
|
SU1691599A2 |
| Самоконтрящаяся гайка | 1990 |
|
SU1765560A1 |
| СТОПОРНЫЙ ЭЛЕМЕНТ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2013 |
|
RU2530014C1 |
| Стопорное устройство | 1979 |
|
SU846827A1 |
| Стопорное устройство | 1976 |
|
SU737673A1 |
| Самоконтрящаяся гайка | 1990 |
|
SU1751485A1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2194198C1 |
| САМОСТОПОРЯЩАЯСЯ ГАЙКА | 1999 |
|
RU2235926C2 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ ПРУЖИННАЯ | 2003 |
|
RU2257495C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ САМОКОНТРЯШЕЙСЯ ГАЙКИ, включающий образование в ее теле поперечного паза, подгиб торцовой части гайки и нарезание резьбы, отличающийся тем, что, с целью повышения срока службы резьбы и надежности гайки, вначале нарезают резьбу и лишь затем подгибают торцовую часть гайки в направлении ее дела и в этом положении производят термообработку, причем подгибку торцовой части гайки производят на угол . где h -глубина поперечного паза в гайке; Zf -допуск на изготовление резьбы в гайке. (Л 00 00 00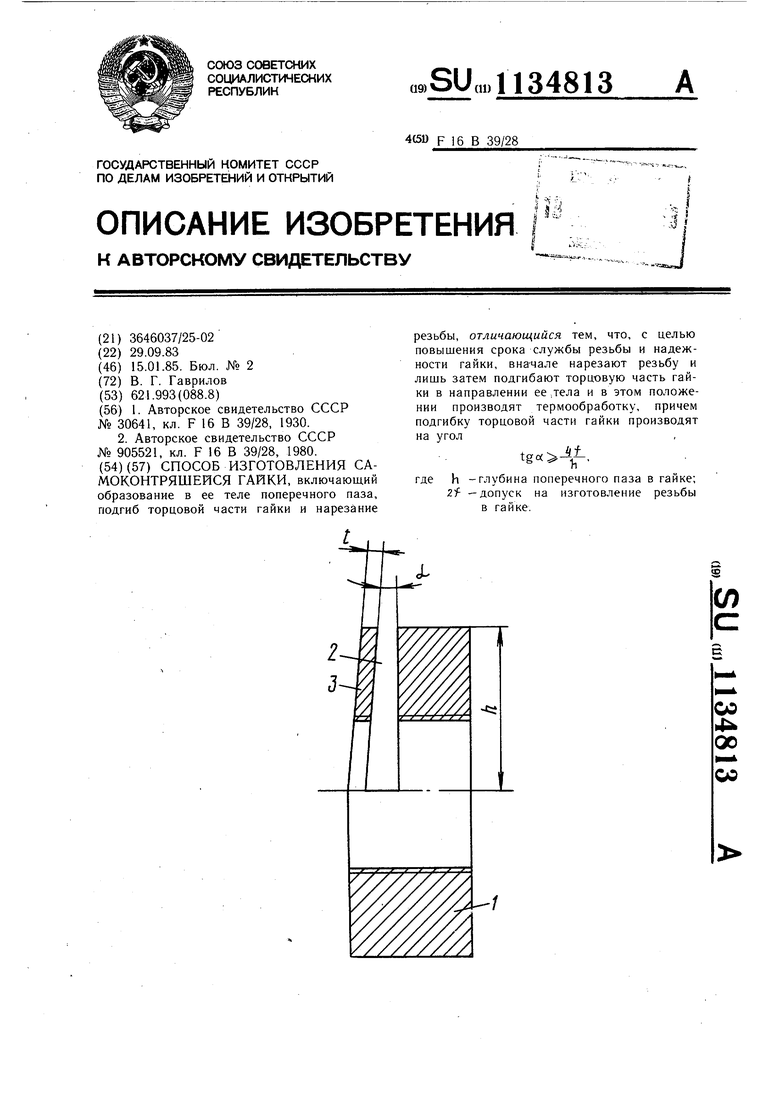
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление против отвинчивания гаек | 1930 |
|
SU30641A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления самостопорящейся гайки | 1980 |
|
SU905521A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
