Изобретение относится к комбинированным методам восстановления и подготовки к эксплуатации резьбовых элементов бурильных, обсадных и насосно-компрессорных труб на ремонтных базах и в полевых условиях, а также к методам технического обслуживания и поддержания в надлежащем состоянии резьбовых элементов во время спуско-подъемных операций с трубными колоннами для бурения и эксплуатации нефтегазовых и других скважин.
Известен способ восстановления труб, бывших в эксплуатации, при котором обновление резьбовых элементов осуществляют перенарезкой резьбового профиля (АС №1563884, В 23 Р 6/00, 1983). Однако восстановление перенарезкой часто сопряжено с отрезкой участков трубы, что ведет к повышению удельного расхода металла труб на тонну добываемой продукции. Повышенный удельный расход металла сопряжен также с необходимостью замены муфт с изношенной резьбой, т.к. последняя не подлежит перенарезке.
Наиболее близким к описываемому способу является способ восстановления поверхности гильз цилиндров автотракторных двигателей, согласно которому во время совмещенного процесса обработки металла резанием и поверхностно-пластическим деформированием воздействуют ультразвуковыми колебаниями на поверхность обрабатываемой детали, при этом поток ультразвуковых колебаний концентрируют в точках контакта инструмента с обрабатываемой поверхностью и регулируют интенсивность потока пропорционально силовым воздействиям, возникающим при резании с поверхностно-пластическим деформированием (АС №1555100, В 23 Р 6/00, 1977).
Однако указанным способом применительно к резьбам может воспроизводиться только стандартная геометрия резьбового элемента и достигаться его равномерно напряженное состояние в покое, то есть до сопряжения с ответным резьбовым элементом.
Восстановление резьбовых элементов по указанному способу не учитывает особенностей распределения напряжений и износа по длине резьбового элемента, хотя известно, что наибольшую нагрузку при эксплуатации резьбового соединения испытывают только две-три нитки резьбы, например, 7-го и 8-го витков резьбы 3-147. Соответственно уменьшена и неравномерно распределена фактическая площадь контакта в резьбовом соединении по сравнению с теоретической номинально.
Известно устройство, реализующее способ безабразивной полировки поверхностей, способствующей увеличению фактической площади контакта и упрочнению поверхностей, содержащее ультразвуковую колебательную систему продольно-крутильных колебаний, состоящую из магнитострикционного преобразователя, волновода со спиральными пазами и сменным элементом на торце (АС №546463, В 24 В 29/00, 1977).
Однако известное устройство не может быть использовано для усовершенствования технологии по восстановлению резьбовых соединений в связи с заклиниванием таких инструментов в конических соединениях.
Известно также устройство для восстановления резьбовых элементов, содержащее ультразвуковую колебательную систему, включающую магнитострикционный преобразователь, трансформатор колебательной скорости, волновод и рабочий инструмент, размещенный на его выходном участке (4). Недостатком известного устройства является невозможность его использования для восстановления конических резьб.
Задача изобретения - разработать способ и устройство для его реализации, которые позволяют снизить удельный расход металла труб и муфт, повысить надежность резьбовых соединений, снизить аварийность и экологическую опасность работ с трубными колоннами за счет создания более равномерного напряженного состояния резьбового соединения и повышения фактической площади контакта в нем.
Поставленная задача решается за счет того, что в способе восстановления резьбовых элементов нефтепромысловых труб, включающем совмещенное выполнение технологических операций поверхностного пластического деформирования и обработки поверхности резьбы потоком ультразвуковых колебаний, при котором интенсивность обработки ультразвуком в точках контакта с поверхностью обрабатываемой резьбы регулируют пропорционально усилиям поверхностного пластического деформирования, указанные операции выполняют резьбовым элементом, ответным обрабатываемому, при переменной угловой скорости в ходе окончания свинчивания и/или начала развинчивания резьбовых элементов.
Кроме того, до начала развинчивания и после окончания свинчивания резьбовых элементов обработку потоком ультразвуковых колебаний проводят в течение времени Т, определяемого по формуле:
T=КС/t,
где
t - температура окружающей среды;
С - постоянная релаксации материала труб;
К - коэффициент, учитывающий регулируемые уровни параметров ультразвуковых колебаний, причем амплитуду ультразвуковых колебаний регулируют в пределах от 3 до 7 мкм.
Кроме того, при подготовке к эксплуатации пары резьбовых элементов, в том числе в ходе спуско-подъемных операций с трубными колоннами, поток ультразвуковых колебаний вводят через муфту, неразъемно свинченную с нефтепромысловой трубой и/или через трубный резьбовой элемент, при этом частоту ультразвуковых колебаний регулируют в соответствии с основным тоном собственных колебаний муфты. Свинчивание резьбовых элементов прерывают при достижении нормированной величины крутящего момента сопротивления, переходят к развинчиванию и операции повторяют до достижения осевого натяга, соответствующего аттестации обрабатываемого резьбового элемента годным по калибру, после чего свинчивание прекращают окончательно.
Устройство для осуществления данного способа, содержащее ультразвуковую колебательную систему, включающую магнитострикционный преобразователь, трансформатор колебательной скорости, трубчатый волновод со спиральными пазами и сменным инструментом, расположенным на выходном четвертьволновом его участке. Согласно изобретению, трубчатый волновод выполнен сменным, содержащим ответный обрабатываемому резьбовой элемент со спиральными пазами, расположенными на длине нарезной части резьбового элемента симметрично относительно витка, соответствующего по исходным размерам витку в центре зоны наиболее интенсивного изнашивания резьбы при эксплуатации нефтепромысловых труб, причем сменный волновод с охватывающим резьбовым элементом выполнен с левовинтовым направлением спиральных пазов, а волновод с охватываемым резьбовым элементом - с правовинтовым их направлением.
Кроме того, на поверхности резьбового элемента, ответного обрабатываемому, нанесен слой износостойкого материала, толщина которого переменна по виткам резьбового элемента в соответствии со среднестатистической кривой эксплуатационного износа по среднему диаметру резьбовых элементов, ответных обрабатываемому.
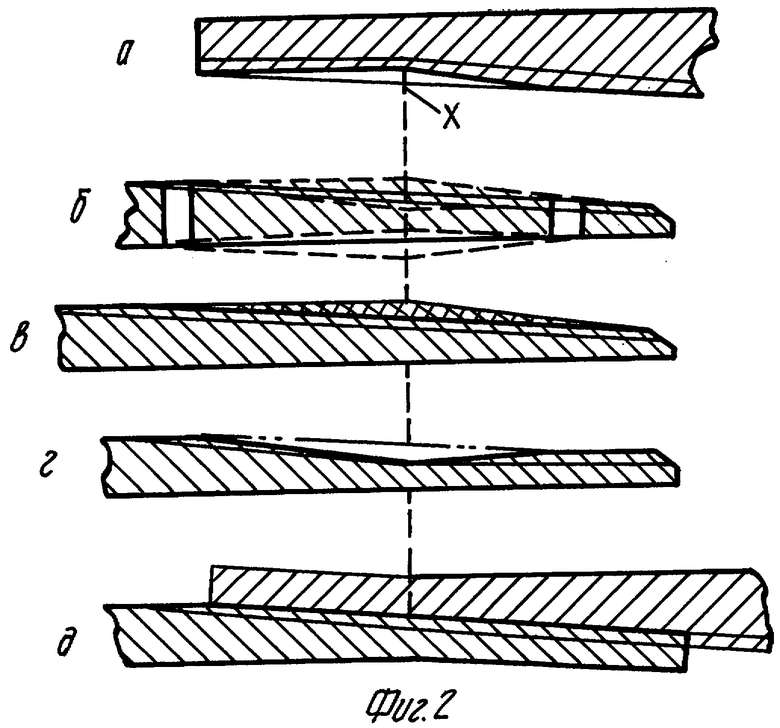
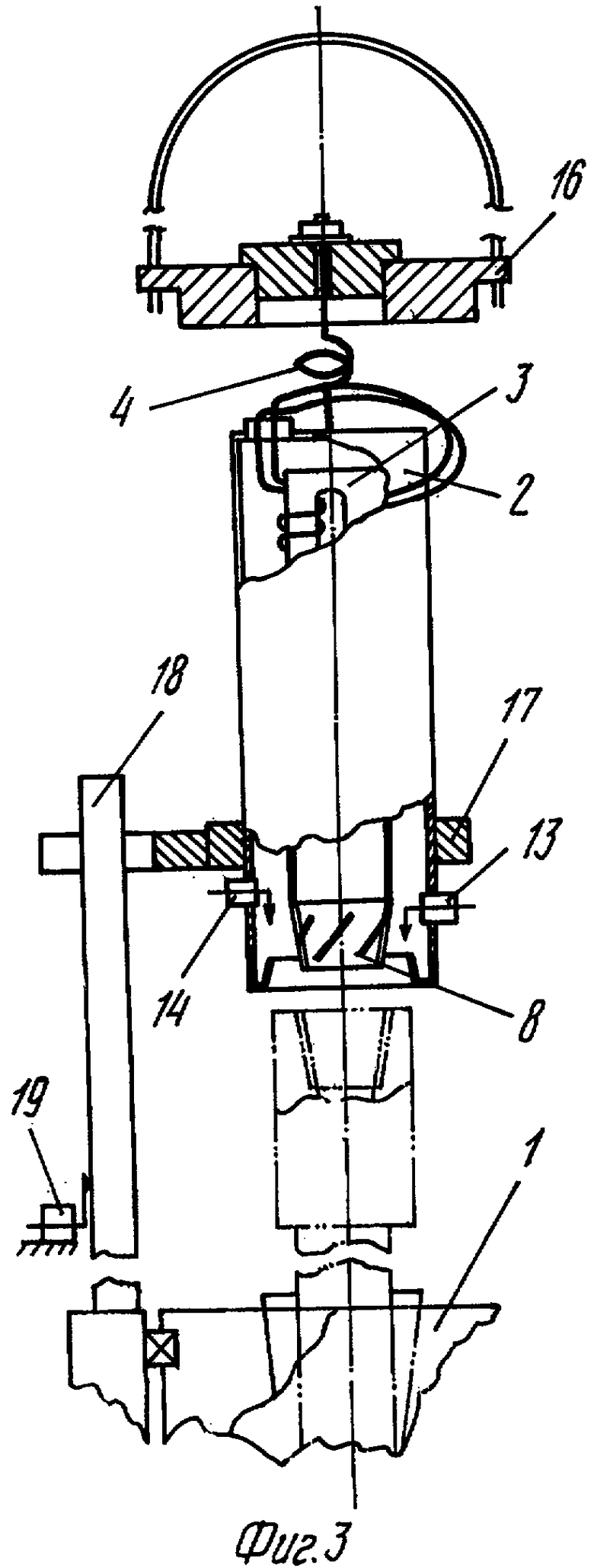
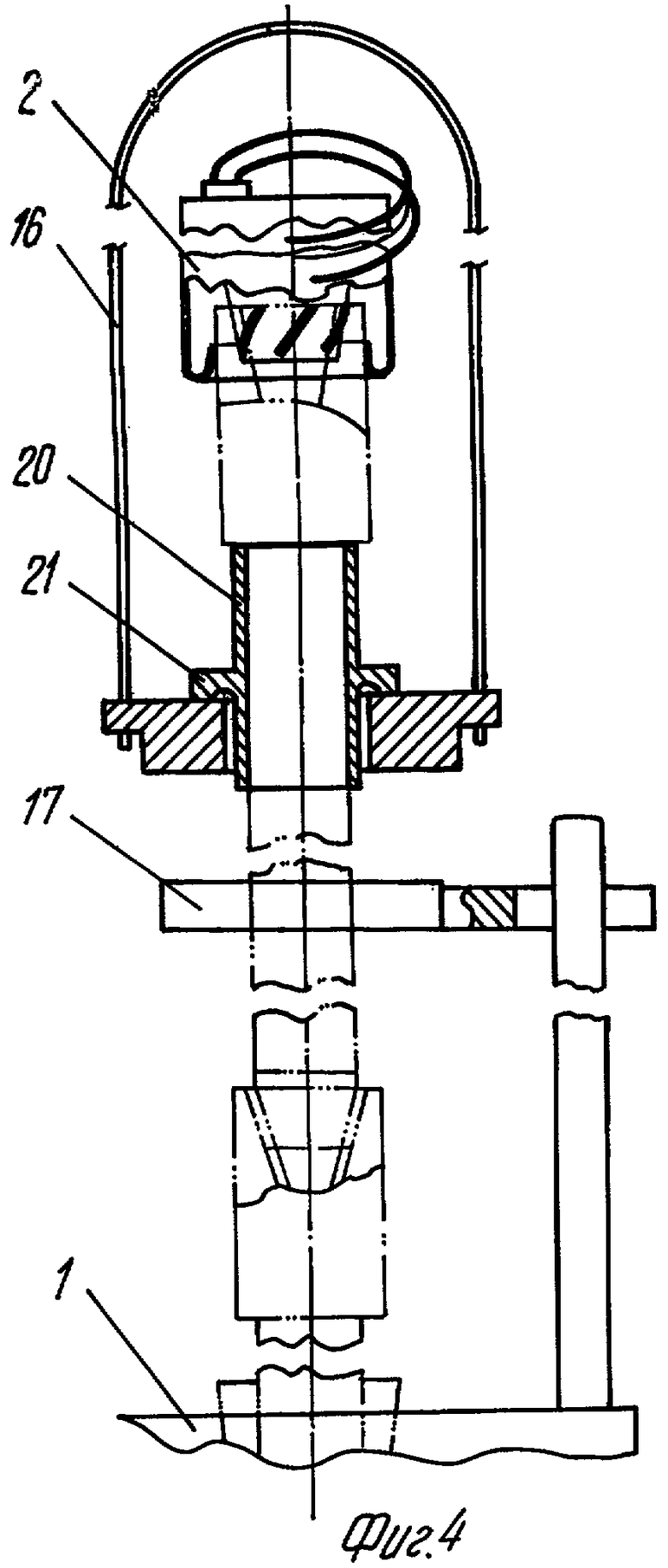
На фиг.1 представлен общий вид устройства для осуществления предлагаемого способа; применительно к муфтовым резьбовым элементам насосно-компрессорных или обсадных труб в условиях трубных баз и оперативно развертываемых площадок для подготовки труб к эксплуатации; на фиг.2 - иллюстрация к использованию среднестатистических кривых эксплуатационного износа восстанавливаемых резьбовых элементов, например, насосно-компрессорных труб; на фиг.2а - характерная форма кривой эксплуатационного износа муфтового резьбового соединения по среднему диаметру витка резьбы или форма образующей резьбового элемента, подготовленного к эксплуатации по предлагаемому способу, дополнительно обозначена Х-зона экстремального износа при эксплуатации резьб; на фиг.2б - эпюра прогибов образующей обрабатывающего трубного резьбового элемента со спиральными пазами при ультразвуковых колебаниях; на фиг.2в - эпюра распределения толщины наносимого износостойкого покрытия по образующей обрабатывающего трубного резьбового элемента; на фиг.2 г - кривая эксплуатационного износа трубных резьбовых элементов; на фиг.2д - деформации сопряженных резьбовых элементов, обработанных по предлагаемому способу; на фиг.3 представлено устройство для осуществления предлагаемого способа применительно к полевым условиям; на фиг.4 представлено устройство для осуществления предлагаемого способа при подготовке к эксплуатации пары резьбовых элементов нефтепромысловых труб в ходе спуско-подъемных операций.
Устройство для осуществления предлагаемого способа при обработке резьбовых элементов, например муфтовых, состоит из приводного механизма 1 относительного вращения резьбовых элементов, например роликового механизма вращательно-поступательного перемещения труб, ультразвуковой головки 2, корпус 3 которой размещен в плавающем пружинном подвесе 4. В корпусе 3 головки 2 закреплена колебательная система, включающая магнитострикционный преобразователь 5 с обмоткой, подключаемой к ультразвуковому генератору (не показан), трансформатор 6 колебательной скорости, сменный трубчатый волновод 7 с обрабатывающим резьбовым элементом 8, расположенным на выходном четвертьволновом его участке. В пределах нарезной части обрабатывающего резьбового элемента 8 расположены спиральные пазы 9 правовинтового направления. Пазы 9 расположены симметрично относительно витка, соответствующего по исходным размерам витку в центре зоны наиболее интенсивного изнашивания по среднему диаметру резьбовых элементов, ответных обрабатываемому (фиг.2а и 2г).
Головка 2 содержит локальную ванну 10, уплотняющуюся по внешней поверхности обрабатываемого резьбового элемента. Торсион 11 и конечный выключатель 12 образуют датчик порогового регулирования рабочей величины крутящего момента сопротивления свинчиванию. Конечный выключатель 13 служит датчиком порогового регулирования осевого натяга, начально необходимого для аттестации обрабатываемого резьбового элемента ремонтопригодным по описываемому способу. Аналогичный датчик 14 служит датчиком натяга, окончательно достаточного для аттестации обрабатываемого резьбового элемента "годным по калибру".
На корпусе 3 головки 2 закреплен акселерометр 15, служащий датчиком порогового регулирования ускорений угловых перемещений головки 2. Ультразвуковой генератор со стабилизатором амплитуды ультразвуковых колебаний на уровне 5±2 мкм и блоком автоматического поддержания резонанса (на чертеже не показаны).
При обработке трубных резьбовых элементов используют сменный трубчатый волновод 7 в форме муфты, на длине обрабатывающего резьбового элемента которой выполнены левовинтовые спиральные пазы.
Устройство для осуществления предлагаемого способа в полевых условиях в сочетании со спуско-подъемными операциями над трубными колоннами (фиг.3 и 4) включает следующие элементы: элеватор подъемно-транспортного механизма 16, ключ 17 двустороннего действия, закрепляемый на корпусе 3 ультразвуковой головки 2, водило 18 приводного механизма 1 относительного вращения резьбовых элементов. Дополнительно введены выключатель 19 в качестве счетчика оборотов водила 18 и акустический изолятор 20 полуволновый с узловым опорным фланцем 21, соответствующий регулируемой частоте ультразвуковых колебаний.
Описываемый способ подготовки к эксплуатации и восстановлению резьбовых элементов нефтепромысловых труб с использованием предлагаемого устройства осуществляется следующим образом.
Трубу с обрабатываемым резьбовым элементом, например муфтовым, подводят посредством механизма 1 относительного вращения резьбовых элементов труб к ультразвуковой головке 2, свинчивают его с обрабатывающим трубным резьбовым элементом 8, при этом в локальную ванну 10 обильно подают смазочно-охлаждающую и пассивирующую эмульсию.
При замедлении относительного вращения в конце свинчивания по сигналу акселерометра 15 включают обработку резьбы потоком ультразвуковых колебаний, подключая магнитострикционный преобразователь 5 к ультразвуковому генератору со стабилизатором амплитуды ультразвуковых колебаний на уровне 5±2 мкм и блоком автоматического поддержания резонанса, при этом частоту ультразвуковых колебаний регулируют в соответствии с резонансом для основного тона собственных колебаний обрабатываемой муфты.
Продолжая свинчивать резьбовые элементы с переменной угловой скоростью до достижения заданного датчиком 12 крутящего момента, выполняют совмещенную обработку резьбы муфты поверхностным пластическим деформированием и потоком ультразвуковых колебаний, что обеспечивает очистку и химическую пассивацию резьбы. Кроме того, при докреплении резьбового соединения в пятнах контакта резьб с переходом от трения движения к трению покоя возбуждение ультразвуковых колебаний с амплитудой выше 2 мкм приводит к линеаризации триболических связей в зонах контакта. Это в значительной степени предотвращает образование задиров как следствие образования и срывов мостиков схватывания металлов и процесс замедления относительного вращения резьб протекает достаточно плавно. Пластическое оттеснение металла, корректировка профиля резьбы, деформированного при ее эксплуатации, протекают в условиях чрезвычайно повышенной пластичности без явлений охрупчивания и трещинообразования, наступающих при амплитуде ультразвуковых колебаний более 7 мкм.
Повышенная пластичность контакта при докреплении и раскреплении резьбовых элементов способствует пластической калибровке профилей резьб, увеличению фактической площади контакта в них. Остаточные поверхностные напряжения и деформации увеличивают контактную твердость и износостойкость обрабатываемых резьб, что повышает надежность соединений нефтепромысловых труб.
Свинчивание резьбовых элементов прерывают, отключая механизм 1 относительного вращения резьбовых элементов, при достижении нормированной величины крутящего момента сопротивления. Например, для установки с повышенной точностью обработки датчиком 12 задают величину крутящего момента на уровне 10-20% от нормативного момента докрепления резьб при эксплуатации.
Затем, реверсируя привод механизм 1, переходят к развинчиванию обрабатываемого и обрабатывающего 8 резьбовых элементов. Начало развинчивания облегчается радиальными деформациями обрабатывающего резьбового элемента 8 при приложении крутящего момента развинчивания вследствие наличия спиральных пазов 9. Например, обрабатывающий трубный резьбовой элемент с правовинтовыми спиральными пазами 9 при его вывинчивании сжимается по форме, аналогичной форме на фиг.2 г; развинчивание протекает плавно с переменной угловой скоростью.
Развинчивание прерывают по сигналу датчика 13 при достижении минимально необходимого натяга, затем снова переходят к свинчиванию. Операции повторяют до достижения осевого натяга, фиксируемого датчиком 14, соответствующего аттестации обрабатываемого резьбового элемента годным по калибру, после чего свинчивание прекращают окончательно. В ходе чередующихся операций со свинчиванием и развинчиванием резьбовых элементов происходит формоизменение резьбы, в частности образующей муфтового резьбового элемента по кривой, имитирующей кривую эксплуатационного износа (фиг.2а). Ускорению такого формоизменения способствует увеличение пути трения в несколько раз за счет ультразвуковых колебаний, а также динамика резьб.
Кроме того, при использовании обрабатывающего резьбового элемента 8 со спиральными пазами 9 процесс корректировки геометрии муфтового резьбового элемента ускоряется за счет прогиба образующей резьбового элемента под действием центробежных сил при продольно-крутильных ультразвуковых колебаниях (фиг.2б). Осцилляция диаметрального зазора (фиг.2б) способствует смазке, пассивации обрабатываемого резьбового элемента, выносу продуктов очистки и износа из зоны обработки, активации работы кромок пазов, как микрорежущих.
Использование устройства с нанесенным на обрабатывающий резьбовой элемент слоем износостойкого материала (фиг.2в) дополнительно ускоряет процесс корректировки геометрии резьбы, соответствующей кривой износа (фиг.2а) по положению центра Х зоны экстремального отклонения от стандартной прямой образующей. Обработанные резьбовые элементы при докреплении их соединения, например, в ходе спуско-подъемных операций в полевых условиях сопрягаются с распределением нагрузки на большее число витков (фиг.2д). Фактическая площадь контакта в соединении больше, чем у корректно приработанных резьб при эксплуатации, т.к. обработкой исключаются неравномерности абразивного изнашивания и округления профилей витков резьбы вдоль образующей резьбового соединения. Полученное соединение труб обладает повышенной прочностью и герметичностью.
Окончив свинчивание, продолжают обработку, вводя поток ультразвуковых колебаний в пятно контакта резьб в течение интервала времени Т, определяемого по формуле:
T=KC/t,
где
t - температура окружающей среды;
К - коэффициент, учитывающий регулируемые параметры ультразвуковых колебаний;
С - постоянная релаксации напряжений и деформаций материала в зоне контакта резьб, определяемая предварительными экспериментами.
Ускоренные ультразвуковыми колебаниями процессы микропластичности, в том числе ползучести, способствуют быстрому расслаблению напряжений и деформаций, локально доведенных до предельно упругих. Вероятность беззадирного последующего развинчивания резьбовых элементов увеличивается, что позволяет повысить долговечность нефтепромысловых труб, снижая аварийность и экологическую опасность производства.
В полевых условиях предлагаемый способ может быть осуществлен над скважиной на базе технических средств проведения спуско-подъемных операций.
Обрабатываемый резьбовой элемент муфты, неразъемно свинченной с нижней трубой, принадлежащей колонне, располагают над статором механизма 1, в качестве которого используют механический ключ.
Обрабатывающий резьбовой элемент 8 свинчивают с обрабатываемым резьбовым элементом муфты. По сигналу акселерометра 15 включают возбуждение ультразвуковых колебаний головки 2 и ведут совмещенную обработку резьбовых элементов муфты при замедлении относительного вращения резьб. Свинчивание прерывают при достижении величины крутящего момента сопротивления, заданной регулировкой механического ключа, после чего переходят к развинчиванию с переменной скоростью. По сигналу датчика 19 положения водила 18 развинчивание прекращают и снова переходят к свинчиванию. Эти операции повторяют до достижения заданного датчиком 14 осевого натяга, после чего свинчивание прекращают окончательно.
Для получения дополнительных эффектов в течение предварительно определенного периода релаксации дополнительно обрабатывают потоком ультразвуковых колебаний резьбовой элемент муфты, снимая неуравновешенные внутренние напряжения, остающиеся в резьбе после коррекции геометрии ее профиля.
Описанные способ и устройство могут быть использованы при подготовке и эксплуатации пары резьбовых элементов в ходе спуско-подъемных операций с колоннами нефтепромысловых труб. В этом случае обработку осуществляют, вводя поток ультразвуковых колебаний через муфту, неразъемно свинченную с нефтепромысловой трубой. Резьбовой элемент 8 головки 2 свинчивают с муфтой верхней трубы, для крепления которой к элеватору 16 подъемно-транспортного механизма используют акустический изолятор 20. Частоту возбуждения ультразвуковых колебаний регулируют с учетом ближайшей ультрагармонической частоты трубы.
Перед раскреплением резьб или после их докрепления обрабатывают зону контакта резьб потоком ультразвуковых колебаний в течение интервала времени Т, что способствует ускоренному выравниванию напряжений и деформаций в резьбах. Это снижает вероятность зарождения и развития трещин при последующем раскреплении соединения. Этому способствует более глубокое распространение смазки, наносимой свободным поливом, в капиллярные зазоры зоны вследствие проявления звукокапиллярного эффекта.
Выполнение совмещенных операций обработки при переменной угловой скорости относительного вращения резьбовых элементов в начале развинчивания и/или при окончании свинчивания ликвидирует скачкообразные проявления нелинейности трения, не допускает схватывания в зоне трения резьб, препятствует образованию задиров. После операции докрепления резьбового соединения, совмещенной с подготовкой его к эксплуатации по предлагаемому способу, напряженное состояние резьбовых элементов становится более строго связанным с крутящим моментом докрепления. Неоднородность картины напряжений и деформаций в зоне контакта снижается, фактическая площадь контакта растет, прочность и герметичность соединения увеличивается, надежность сборки трубных колонн повышается.
Описанный способ восстановления и подготовки к эксплуатации резьб нефтепромысловых труб испытан с использованием описанного устройства в составе автоматизированной установки ультразвуковой диагностики и восстановления резьб насосно-компрессорных труб в технологическом потоке цеха трубной базы.
Базовое ультразвуковое оборудование генератор мод. УЗГЗ-4 и два преобразователя ПМС16А/18, подключаемые к генератору поочередно.
Инструменты на базе муфт и отрезков труб НКТ Д73 ГОСТ 033-80. Материал напыления - Т 15 К6. СОЖ - Сульфофрезол.
Параметры регулировки режимов:
1. Рабочий крутящий момент свинчивания-развинчивания 120-150 Нм.
2. Частота возбуждения ультразвука (режим автоподстройки частоты включен) 20-2 кГц.
3. Амплитуда ультразвуковых колебаний 5-2 мкм.
4. Мощность возбуждения 2,5-0,5 кВт.
Обработку прошли бывшие в эксплуатации трубы НКТ Д73, прошедшие газодинамическую очистку от смолопарафинов в струе газов реактивного двигателя.
Испытания показали:
- производительность не менее 103 труб в смену;
- восстановлено трубных резьбовых элементов 95%;
- восстановлено муфтовых резьбовых элементов 70%;
- восстановлено до признания НКТ годными к эксплуатации 70%.
Предлагаемый способ и устройство для его осуществления обеспечивают экономию муфт до 30% и до 20 м трубы в смену по сравнению с действующей технологией ремонта, сохраняют и улучшают приработанное состояние резьб НКТ, что способствует упрочнению, повышению герметичности трубных колонн НКТ, снижению аварийности и экологической опасности работ с ними.
Изобретение может быть использовано при восстановлении резьбовых элементов бурильных, обсадных и насосно-компрессорных труб на ремонтных базах и в полевых условиях. Способ предусматривает совместное выполнение поверхностного пластического деформирования и обработки поверхности резьбы потоком ультразвуковых колебаний. Операция выполняется резьбовым элементом, ответным обрабатываемому, при переменной угловой скорости в ходе окончания и/или начала развинчивания резьбовых элементов. Обработку ультразвуком проводят в течение определенного интервала времени и регулируют амплитуду и частоту ультразвуковых колебаний. Устройство для осуществления способа содержит ультразвуковую колебательную систему, сменный трубчатый волновод, содержащий ответный обрабатываемому резьбовой элемент со спиралевидными пазами, выполненными по длине нарезной части резьбового элемента. Изобретение позволяет снизить удельный расход металла. 2 н. и 6 з.п. ф-лы, 4 ил.
T=KC/t,
где t - температура окружающей среды, К;
K - коэффициент, учитывающий регулируемые уровни параметров ультразвуковых колебаний;
С - постоянная релаксация материала трубы.
| Способ ремонта конических резьб, преимущественно замковых резьб бурильных труб | 1987 |
|
SU1563884A1 |
| Способ образования резьбы | 1990 |
|
SU1731564A1 |
| Способ восстановления внутренней поверхности гильз цилиндров автотракторных двигателей | 1988 |
|
SU1555100A1 |
| Способ выполнения рифления на цилиндрической поверхности заготовки | 1990 |
|
SU1784011A3 |
| US 4420865 А, 20.12.1983 | |||
| US 4751778 A, 21.06.1988. | |||

