со со
4
сх
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля геометрических размеров грата электросварных труб и устройство для его осуществления | 1984 |
|
SU1232318A1 |
| Устройство для контроля внутренней поверхности тел | 1991 |
|
SU1793210A1 |
| Устройство контроля геометрических размеров грата электросварных труб | 1988 |
|
SU1623843A1 |
| Устройство для контроля центрирования оптических деталей | 1987 |
|
SU1530962A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО КОНТРОЛЯ НЕПАРАЛЛЕЛЬНОСТИ ОБРАЗУЮЩИХ ЦИЛИНДРИЧЕСКИХ | 1973 |
|
SU407187A1 |
| МИКРОСКОП ПРОХОДЯЩЕГО И ОТРАЖЕННОГО СВЕТА | 2009 |
|
RU2419114C2 |
| Устройство для обнаружения поверхностных дефектов цилиндрических объектов | 2018 |
|
RU2677054C1 |
| Голографический интерферометр | 1989 |
|
SU1675661A1 |
| Способ определения радиусов кривизны сферических поверхностей и устройство для его осуществления | 1988 |
|
SU1562691A1 |
| СКАНИРУЮЩИЙ ИНТЕРФЕРОМЕТР ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ФОРМЫ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2264595C2 |
Изобретение относится к производству электросварных труб и может быть использовано для контроля геометрических размеров грата в электросварных трубах. Цель изобретения - повышение точности контроля. В процессе контроля грата световые потоки от источников света 2 и 3 через конденсоры 4 и 5 и цилиндрические линзы 6 и 7 направляют на контролируемую поверхность трубы 12, а отраженные лучи, проходящие через объектив 8, попадают в приемную систему. Изображения грата от двух световых потоков совмещают в приемной системе. Это позволяет более точно оценить геометрические параметры грата в электросварных трубах, исключая неточности установки устройства и искажения геометрической формы контролируемой поверхности труб. 2 с.п. ф-лы, 7 ил.
Y//////////////// Фиг. 7
12
Изобретение относится к производ- йтву электросварных труб и может быть использовано для контроля геометрических размеров грата электросварных труб.
Цель изобретения - повьппение точности контроля геометрических параметров грата.
Сущность способа заключается в том, что на поверхность контролируемого участка трубы с гратом направляют одновременно два световых потока, причем световые потоки располагают под углом и симметрично относительно нормали к поверхности участка контроля, при этом световые потоки формируют световую полосу на объекте контроля, которая описывает форму грата. Изображения грата от обоих потоков принимают по нормали и совмещают их на одном экране, производят измерения геометрических параметров грата (высоты) на каждом изображении и определяют среднюю арифметическую величину от обоих измерений.
Освещение поверхности контроли- руемого участка трубы дополнительным световым потоком позволяет получить второе изображение Контролируемого участка, а значит повысить точность измеряемой величины грата (точность пропорциональна количеству .измерений) ; расположение основного и дополнительного световых потоков под углом к нормали и с разных сторон от нее позволяет получить при измерении каждого из изображений погрешности с противоположным знаком, а значит общую погрешность уменьшить; совмещение отраженных лучей основного и дополнительного потоков до совмещения их изображений позволяет производить измерения параметров грата от одной базы, например от его основания, что также снижает
общую погрешность. I
Снабжение устройства дополнительной осветительной системой с конден .сором и цилиндрической линзой и расположение ее симметрично относительно основной осветительной системы позволяет получить погрешности (при измерении параметров грата) противоположного знака. Это приводит к тому, что общая погрешность измерений (суммарная) уменьшается. Установка объектива приемной системы
перпендикулярно оси устройства и совмещение его оси с осью симметрии основной и дополнительной осветительных систем позволяет совместить изображения, формируемые основной и дополнительной осветительными системами на одном приемнике, что в свою очередь позволяет производить измерения параметров грата с учетом положительной и отрицательной погрешностей.
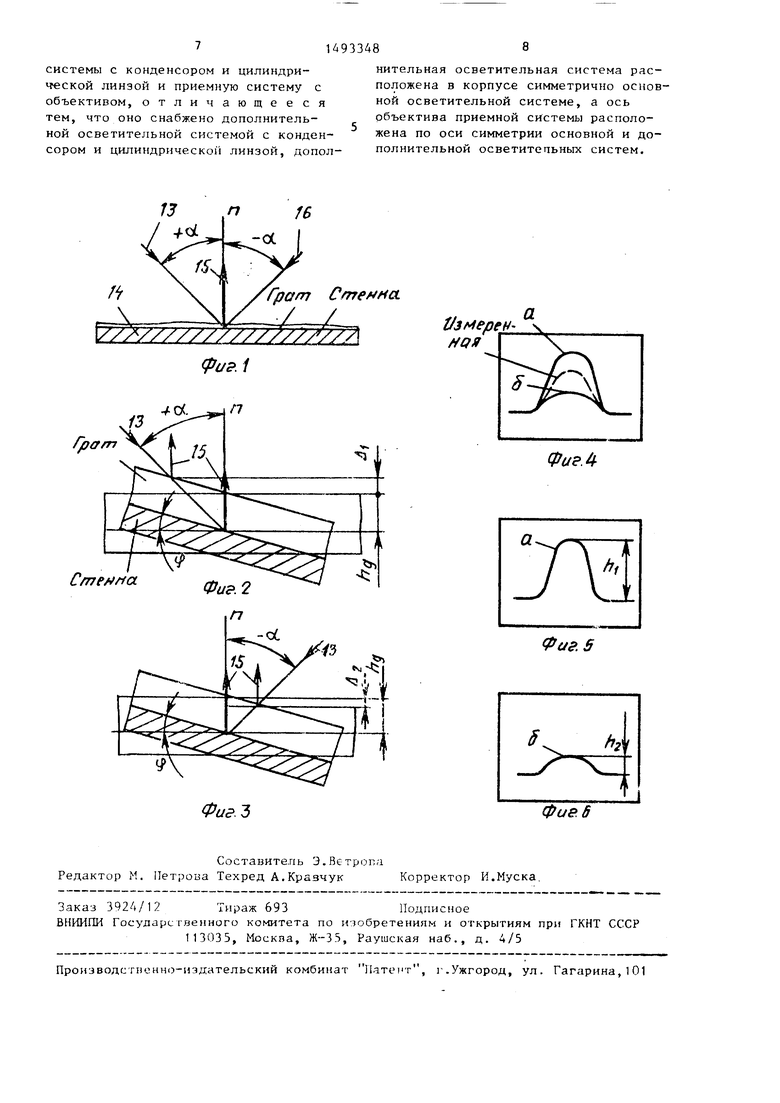
На фиг. 1 изображена схема осуществления способа; на фиг. 2 -
схема получения изображения грата от первого светового потока; на фиг.З - то же, от второго светового потока; на фиг. 4 - изображения контролируемого участка с гратом (а - изображение от первого потока; б - то же, от второго потока); фиг. 5 и 6 - изображения участка с гратом от отдельных световых потоков; на фиг.7 - устройство для реализации способа,
общий вид.
Устройство состоит из корпуса 1, размещенных в нем осветительных систем с электрическими лампами 2 и 3, конденсорами 4 и 5, цилиндрическими
линзами 6 и 7 и приемной системы, состоящей из объектива 8, зеркала 9, волоконно-оптического световода 10 и окуляра. Корпус 1 закреплен на штанге 11, предназначенной дпя установки устройства в свариваемой трубе 12.
При использовании.устройс.ва в случае удаления грата в линии тру- боэлектросварочного стана (не показан) на штанге 11 закрепляют резцовую гбловку (не показана).
Способ измерения грата с помощью устройства осуществляют следующим образом.
Устройство вводится в трубу 12, лучи света от электрических ламп 2. и 3 направляются конденсорами 4 и 5 на цилиндрические линзы 6 и 7, которые формируют на внутренней поверхности трубы изображение узкой светящейся полосы. Деформированное изображение светящейся полосы передается зеркалом 9 и объективом В на рец световода 10, по которому оно передается в окуляр. В окуляре производится измерение геометрических параметров грата, цапример его высоты и смещения кромок, с учетом обоих
изображений. Высоту грата измеряют посередине высот обоих изображений.
За базовый объект принято измерение геометрических параметров грата под микроскопом на шлифах, используемое на трубных заводах. При этом из трубы вырезают образец длиной 50- 70 мм, шлифуют его торцовую поверхность, а затем под микроскопом измеряют геометрические параметры грата.
Пример. Контроль геометрических размеров грата эт ектросварных труб производят на лабораторной установке, содержащей осветитель, формирующий световой поток 13 в виде узкой светящейся полосы на образце 14, вырезанном из электрос варной трубы диаметром 57 мм, и приемньй микроскоп типа НПБ-2, расположенный по нормали к образцу 14, принимающий отраженные лучи 15 и формирующий изображения грата (а - на фиг. 4). Угол между световым потоком 13 и нормалью п, восстановленной к контролируемому образцу 14, составляет 45 .
Сначала направляют световой поток 13 на контролируемый образец 14 с гратом под у1 ломоб + 45° (фиг. 2) и, наблюдая изображение сечения грата в отраженных лучах 15, с помощью сетки, имеющейся в окуляре микроскопа, измеряют величину геометрических параметров грата, например его высоту . 5). Затем световой поток 13 направляют на контролируемый образец 14 под углом -о(-Ы -45) к нормали образца 14 (фиг. 3), -наблюдают изображение в отраженных лучах (принятых также по нормали) и измеряют высоту грата Ь(фиг. 6). По результатам измерений находят среднеарифметическую величину каждого из измеренных параметров грата
hj + hi, 2
h
Ix ,-.
-). При таком измерении
только с одной из сторон. Так, например, при отклонении контролируемой поверхности от горизонтальной плоскости:
где ui S й.
Изобретение может быть использовано при производстве электросварных труб для контроля геометрических параметров грата. В этом случае на контролируемый объект (трубу) направляют одновременно два световых потока 13 и 16 (фиг. 1), один из которых под углом +о6, а другой под углом -об. Изображения сечений грата проецируют на один экран, где определяют величину геометрических параметров грата, а затем определяют среднеарифметическую величину каждого из контролируемых параметров.
Использование данного способа контроля и устройства для его осуществления при производстве электросварных труб позволяет повысить точность контроля геометрии грата и сократить процент брака при дальнейшем переделе труб, что в свою очередь приводит к экономии металла и
расхода инструмента для волочения.
Формула изо бретения
размеров грата электросварных труб, при котором на внутреннюю поверхность контролируемого участка трубы направляют световой поток и посредством отраженных от поверхности контролируемого участка лучей получают Изображение сечения грата трубы и измеряют его геометрические параметры, отличающийся тем, что, с целью повышения точности контроля,
на контролируемый участок трубы направляют дополнительный световой поток, основной и дополнительные световые потоки располагают под уг- лом и симметрично относительно норМали, проведенной к поверхности контролируемого участка трубы, и отраженные от поверхности контролируемого участка трубы лучи дополнительного светового потока совмещают с отраженными лучами основного светового потока до совмещения изображений грата, производят измерения геометических параметров грата на каждом зображении и определяют их среднюю
рифметическую величину.
системы с конденсором и цилиндри- теской линзой и приемную систему с объективом, отличающееся тем, что оно снабжено дополнительной осветительной системой с конденсором и цилиндрической линзой, допол/f
Грат .
t/.i
13
сХ.
Грот
Cmefffia.
А
нительная осветительная система расположена в корпусе симметрично основной осветительной системе, а ось объектива приемной системы расположена по оси симметрии основной и дополнительной осветитепьных систем.
г/О.
ч
HQIf
ФигЛ
Фиг. 5
| Авторское свидетельство СССР № 1199331, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
