Изобретение относится к измерительной технике и может быть использовано в оптико- механическом производстве, приборостроении и машиностроении -при технологическом и аттестационном контроле радиусов кривизны и отклонения от сферичности сферических поверхностей оптических и механических деталей.
Целью изобретения является повышение точности измерений за счет осуществления фокусировки пучков только на контролируемую поверхность и расширение класса контролируемых поверхностей за счет обеспечения радиусов диффузиопрогряммных поверхностей.
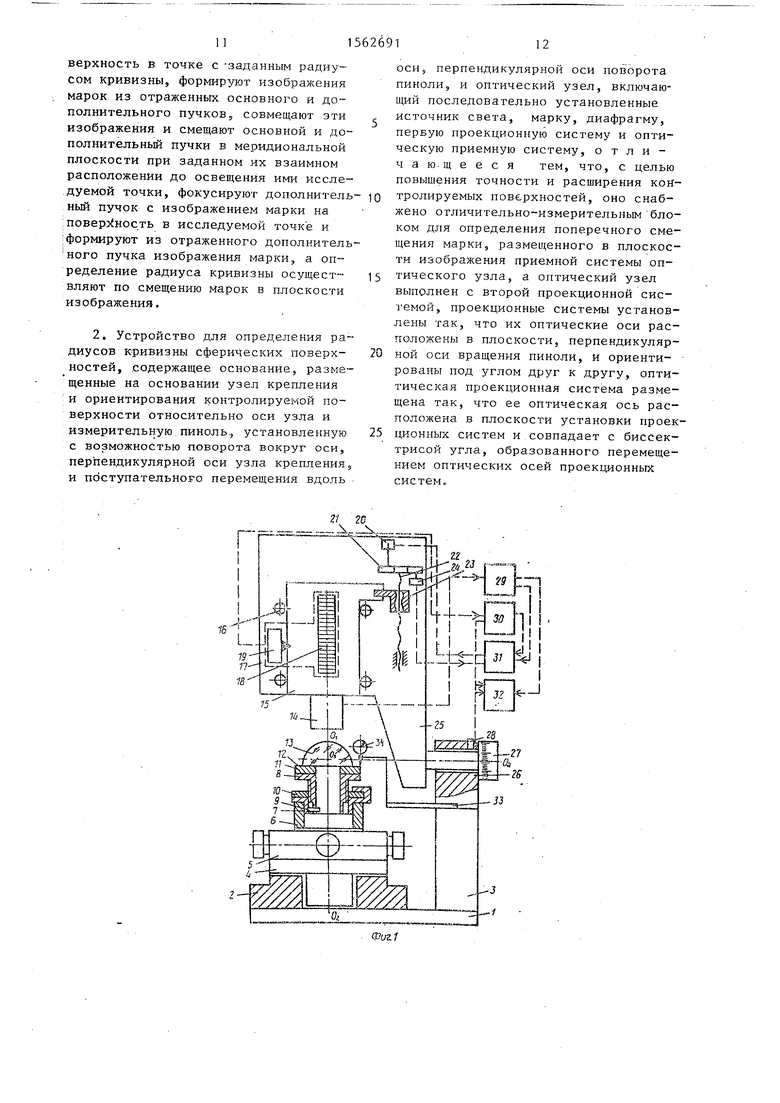
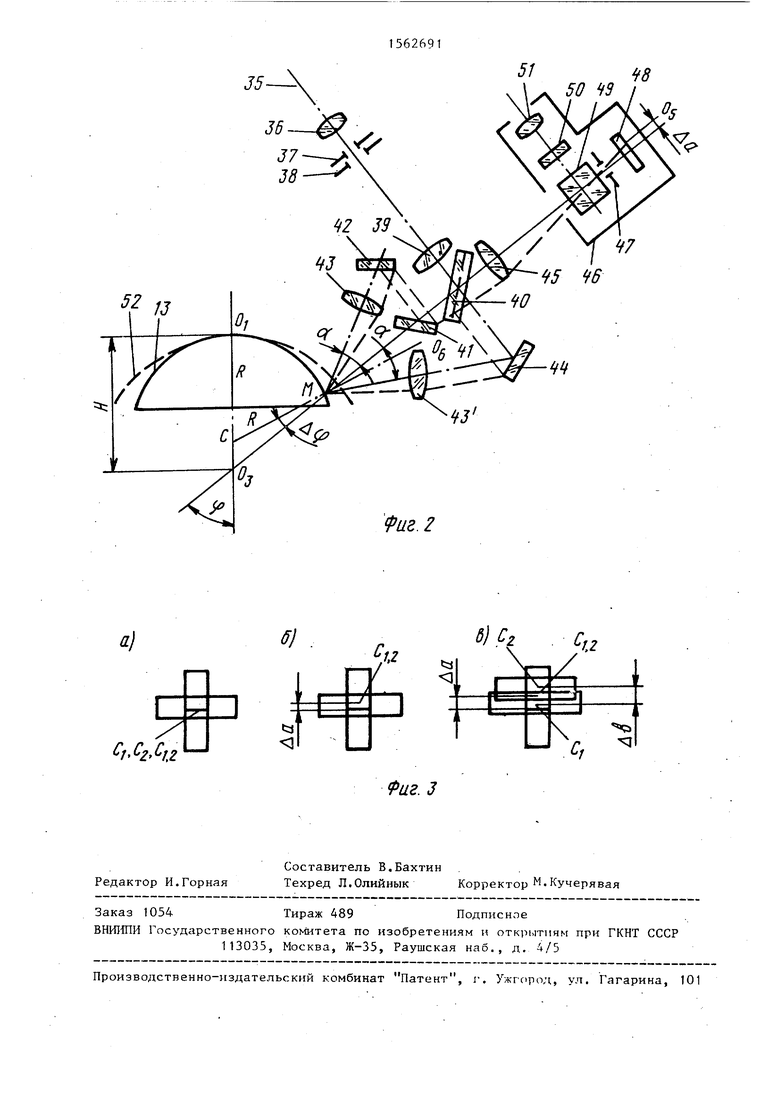
На фиг.1 изображена функциональная схема предлагаемого устройства,- на фиг.2 - принципиальная оптическая схема оптического узла; на фиг.З - схема структуры двух изображений марки на светочувствительной поверхности фотоприемника.
Устройство содержит основание 1 (фиг.1), на котором закреплены шпиндель 2 и кронштейны 3. Поворотный блок 4 шпинделя может вращаться вокруг вертикальной оси . На его верхней плоскости установлен узел крепления и ориентации контролируемой детали. Столик 5 этого узла имеет по периферии четыре рукоятки, с помощью
СП
О N9
О СО
двух из которых выполняют наклоны оптической оси сферической поверхности контролируемой детали вокруг двух взаимно ортогональных осей, перпендикулярных оси C),-Qf, а с помощью двух других - линейное смещение вдоль этих двух осей.
Для изменения положения контролируемой детали по высоте на столик 5 установлены одна из сменных втулок 6, отличающихся разной высотой, и механизм подъема. Последний состоит из втулки 7, оправы 8 со штифтом 9, -входящим в паз втулки 7 для исключения поворота оправы 8 и обеспечения ее смещения по высоте при вращении навернутой на ее резьбу гайки 10. На механизме подъема установлена оправа 11, на поверхности 12 которой крепит- ся контролируемая деталь 13.
Измерительная часть устройства включает оптический узел 14 (фиг.2), закрепленный на измерительной пиноли 15, которая имеет возможность линей- ного. перемещения на шарикоподшипниках 16 вдоль направления, образующего полярный радиус-вектор.
Отсчет перемещений измерительной пиноли осуществляется с помощью пре- образователя 17 линейных перемещений Этот преобразователь включает отражающую дифракционную решетку 18, закрепленную на пиноли 15, и фотоэлектрическую головку 19, измерительная информация с которой поступает в вы числительное устройство пульта управления и информации. Приноль приводится в движение электродвигателем 20 через редуктор 21, ходовой винт 22 и гайку 23. Для управления скоростью движения пиноли в редукторе установлен тахогенератор 24.
Измерительная часть устройства собрана на кронштейне 25, закреплен- ном на поворотной части шпинделя 26 вокруг оси 0,-0, образующей полярну ось поворота. Отсчет полярного угла этого поворота осуществляется с помощью преобразователя угловых перемещений, состоящего из круговой шкалы 27 и фотоэлектрической головки 28 (привод этого поворота на фиг.1 не показан). В качестве шпинделя 26 с преобразователем угловых перемещений возможно использование серийно выпускаемой оптической делительной головки ОДГЦ с цифровым отсчетом. Оси устройства О)-0 2 и О j-О выставлены
Q
5
0
5
с. необходимой точностью перпендику- | лярно одна к другой и с допус имым их взаимным непересечением.
Пульт управления и индикации измерительной информации включает электронный блок 29 преобразования электрических сигналов изображений с анализатора оптического узла в yi ловые отклонения нормали сферической поверхности от полярного радиуса-вектора, блок 30 для преобразования сигналов с преобразователя линейных перемещений, блок 31 для управления перемещением измерительной пиноли и блок 32 для индикации измерительной информации.
Для контроля установки положения сферической поверхности контролируемой детали относительно осей шпинделей О.,-О 2 и 03-04 устройство включает установленный на кронштейне 33 контактный индикатор 34.
I
На измерительной пиноле 15 установлен оптический узел (фиг.2), который состоит из источника 35 света, например светодиода с длинноволновой областью спектра излучения, конденсатора 36, марки 37, выполненной в виде прозрачной щели на непрозрачной подложке, и диафрагмы ,38. Далее по ходу лучей установлены линза 39, светоделительное зеркало 40, делящее пучок света от источника света на два пучка, две проекционные системы, одна из которых содержит два зеркала 41 .и 42 и объектив 43, а другая - зеркало 44 и объектив 43. Оптические оси объективов 43 и 43 проекционных систем расположены в полярно- координатной измерительной плоскости устройства и пересекаются в точке фокусирования объективов на оси полярного радиуса-вектора под равными углами к последнему. Каждая из проекционных систем проектирует изображение марки на контролируемую поверхность объекта измерений. В обратном ходе лучей (после их отражения от контролируемой поверхности) изображения марки формируются приемной оптической системой, образованной элементами двух указанных проекционных систем и светоделительным зеркалом 40 и включающей также линзу 45 и от- счетно-измерительный блок 46. Последний состоит из куб-призмы с полупрозрачной гипотенузной гранью, ди
афрагмы 47, фотоприемника 48, куб- призмы 49, марки 50 и окуляра 51.
Устройство работает следующим образом.
Перед началом измерений контролируемая деталь устанавливается так, чтобы ось ее сферической поверхности была совмещена с осью вращения Of-0. поворотного блока 4 (фиг.1) шпинделя 2, а вершина сферической поверхности аходилась на заданном расстоянии 3 от полярной оси устройства 0..-0. например на номинальном размере радиуса сферы. На фиг.2 в качестве приме- ра взята плосковыпуклая линза, хотя может быть любая другая. При ориентации линзы сначала вращением двух рукояток наклона столика 5 добиваются, чтобы при вращении шпинделя 2 торцовое биение плоскости 12 оправки 11, в которой крепится контролируемая деталь, было минимальным в допустимых пределах. Контроль биения производится по индикатору 34, закрепленному, в стойке на кронштейне 3. Затем индикатор 34 устанавливается так, чтобы он контактировал с измеряемой сферической поверхностью в ее периферийной части. При вращении шпинделя 2 с помощью поворота двух других рукояток столика 5 смещают контролируемую деталь по двум взаимно перпендикулярным направлениям так, чтобы радиальное биение детали 13 было также минимальным в допустимых пределах.
После этого вращают гайку 10, которая не имеет возможности осевого перемещения по внутренней резьбе, благодаря чему оправа 8, на резьбу которой навернута гайка 10, смещается по высоте. Вращением гайки 10 добиваются, чтобы вершина Of находилась на определенном расстоянии 0 ft3 от полярной оси . Контроль расположения по высоте осуществляется с помощью того же индикатора 34, перед настройкой выставленного, например, по концевым мерам определенную высоту от установочной поверхности стойки с выдерживанием размера Н (фиг.2). С помощью гайки 10 настройка по высоте производится микрометренно в небольшом диапазоне, а весь диапазон расположения по высоте разрых сферических поверхностей от выпуклых до вогнутых осуществляется с помощью разновысоких сменных втулок 6.
0
0
5
5 0
5
0
5
0
5
При настроенной для измерений кон- Iгролируемой детали 13 выбранное для контроля меридиональное сечение ее сферической поверхности перпендикулярно полярной координатной оси поворота устройства, а координатная ось полярного радиуса-вектора (линии перемещения измерительной пиноли 15, фиг.1) совмещена с осью сферической поверхности. Это положение соответствует нулевому отсчету полярного угла (J с преобразователя угловых перемещений. При этом пучок лучей от источника 35 излучения (фиг.2) с помощью конденсатора 36 освещает марку 37 находящегося в фокальной плоскости объектива 39. Пройдя диафрагму 38 и линзу 39, лучи света с помощью свето- делительного зеркала 40 направляются в две проекционные системы, которые проектируют с помощью зеркал 41 и 42 и объектив 43 в одной системе и с помощью зеркала 44 и объектива 43 в другой два изображения марки на измеряемую сферическую поверхность в ее вершине. Оптические оси объективов 43 и 43 проекционных систем находятся в плоскости полярного радиуса- вектора устройства и в плоскости меридионального сечения сферической поверхности, наклонены под равными углами к полярному радиусу-вектору и пересекаются на радиусе-векторе в точке, которая находится в фокальной плоскости объективов 43 и 43 и в которой проектируются два изображения марки 37. При наведении проекционных систем на контролируемую поверхность точка пересечения осей этих систем совмещается с вершиной 0 сферической поверхности. При отражении от нее оба пучка лучей света проходят в обратном ходе оптические элементы проекционных систем и с помощью све- тоделительного зеркала 40 направляются в линзу 45 приемной оптической системы. С помощью линзы 45 и куб- призмы 49 с полупрозрачной гипотенуз- ной гранью два изображения марки проектируются в плоскости марки 50, наблюдаемой через окуляр 51, в плоскости диафрагмы 47, расположенной перед фотоприемником 48. На фиг.2 показан в качестве примера двухэлементный фотоприемник, но вместо него возможно использование других многоэлементных фотоприемников (4-квадраткых, линейных и матричных приборов с зарядовой связью и т.п.), светочувствительная поверхность фотоприемнйка оптически сопряжена с диафрагмой 38. В этом исходном положении измерений электрические сигналы с фотоэлектрической головки 19 поступают в блок 30 преобразования сигналов с преобразователя линейных перемещений, сигналы световых марок - с фотоприем- Ника оптического узла 14 в электронный блок 29 преобразователя сигналов Изображений марки с фотоприемника, а электрические сигналы полярного угла с фотоэлектрической головки 28 - в блок 32 для индикации измеритель- Ной информации. Эти сигналы соответствуют начальным отсчетным значениям полярного радиуса-вектора 0.0 Н, угла отклонения нормали в вершине Oj сферической поверхности от полярного радиуса-вектора и полярного угла (. В плоскости сетки и на светочувствительной поверхности фотоприемника две световые марки совмещены (фиг.. 3), их энергетические центры соответственно С1 и С 2 совпадают с энергетическим центром С двух наложенных изображений марки и с линией раздела двух элементов фотоприемника.
В процессе измерения радиусов кривизны сферической поверхности поворачивают измерительную пиноль на полярные угпы с/ вокруг полярной оси Oj-Q4 шпинделя 26, при этом координатная ось полярного радиуса-вектора O-j-O занимает новое положение Oj-О, как это показано на фиг.2. При этом точка пересечения оптических осей проекционных систем перемещается по сфе- ре 52 и совпадает с точкой М сферической поверхности. Из-за этого два изображения марки в плоскости анализа (сетки и фотоприемника) смещаются в противоположные стороны одно отно- сительно другого. По сигналу с электронного блока 29 или вручную через блок 31 для упрвления работой электродвигателя 20, осуществляющего через редуктор и механическую передачу винт - гайка перемещение измерительной пиноли с установленным на ней оптическим узлом, производят перемещение пиноли до тех пор, пока два изображения марки не совместятся од- но с другим. При этом осуществляется совмещение (наведение) точки пересечения оптических осей проекционных систем с точкой М измеряемой сферической поверхности, и производят отсчет значения полярного радиуса-вектора. За счет этого повышается точность наведения и измерения радиуса- вектора путем удваивания расстояния смещения изображений марок.
При наведении на точку М сферической поверхности и при отклонении нормали поверхности в этой точке от направления полярного радиуса-вектора пучки лучей, проектирующих изображения марки на поверхность, при отражении от последней отклоняются на угол 2/5Ц. Главные (центральные) лучи пучков наклонены относительно оптических осей объективов проекционных систем, а в приемной оптической системе они совмещаются и пересекают плоскость фотоприемника в точке С смещенной от линии раздела элементов фотоприемника на величину Да, как эт показано на фиг.3,6. Смещение энергетического центра двух наложенных и совмещенных изображении марки определяет разностный сигнал с двух элементов фотоприемника, по величине которого при тарировке прибора может быть измерен угол ду отклонения нормали в точке М. Тарировка может быть произведена по образцовому оптическому клину.
Рассмотренный ход оптических луче в приемной оптической системе устройства имеет место как для поверхносте с зеркальным отражением, так и для тех поверхностей, которые при своей структуре, характерной для шлифовальных поверхностей с диффузным рассеиванием нормально падающего на них регулярного светового потока видимой области спектра, приобретают свойства зеркального отражения при наклонном падении светового излучения длинноволновой области спектра, как это осуществляется в предлагаемых решениях .
Погрешности наведения на точку М вызывают смещение изображений в разные .стороны на одинаковую величину,
равную -- (фиг.3,в), но при этом
энергетический центр наложенных и частично перекрывающих одно другое изображений марки сохраняет прежнее неизменное положение, определяемое величиной угла й(у,
Определив значение угла ДЦ, выполняют вычисление радиусов кривизны
У
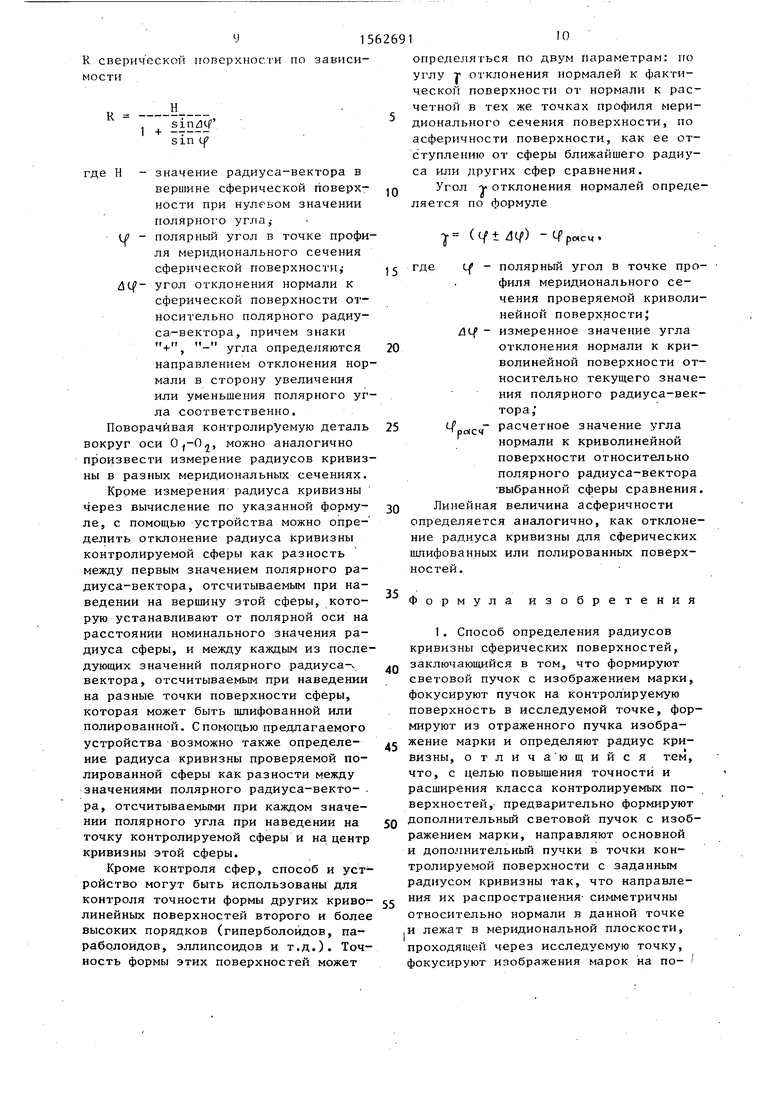
R сверическон поверхности по зависимости
15
К н
sinmf sin cf
где Н - значение радиуса-вектора в вершине сферической поверхности при нулевом значении полярного угла,(J - полярный угол в точке профиля меридионального сечения сферической поверхности,- 4tf угол отклонения нормали к
сферической поверхности относительно полярного радиуса-вектора, причем знаки +, - угла определяются направлением отклонения нормали в сторону увеличения или уменьшения полярного угла соответственно.
Поворачивая контролируемую деталь вокруг оси , можно аналогично произвести измерение радиусов кривизны в разных меридиональных сечениях. Кроме измерения радиуса кривизны через вычисление по указанной форму- ле, с помощью устройства можно опре- делить отклонение радиуса кривизны контролируемой сферы как разность между первым значением полярного радиуса-вектора, отсчитываемым при наведении на вершину этой сферы, которую устанавливают от полярной оси на расстоянии номинального значения радиуса сферы, и между каждым из последующих значений полярного радиуса-ч вектора, отсчитываемым при наведении на разные точки поверхности сферы, которая может быть шлифованной или полированной. Спомоцью предлагаемого устройства возможно также определе- ние радиуса кривизны проверяемой полированной сферы как разности между значениями полярного радиуса-векто- . ра, отсчитываемыми при каждом значении полярного угла при наведении на точку контролируемой сферы и на центр кривизны этой сферы.
Кроме контроля сфер, способ и устройство могут быть использованы для контроля точности формы других криво- линейных поверхностей второго и более высоких порядков (гиперболоидов, параболоидов, эллипсоидов и т.д.). Точность формы этих поверхностей может
10
6269110
определяться по двум параметрам: гго углу т отклонения нормалей к фактической поверхности от нормали к расчетной в тех же точках профиля меридионального сечения поверхности, по асферичности поверхности, как ее отступлению от сферы ближайшего радиуса или других сфер сравнения.
Угол -v отклонения нормалей определяется по формуле
0
5 о с
5
0
где
7 (cf ± йф - Ч рсцсч, Ч
дер Ч
рслсч
полярный угол в точке профиля меридионального сечения проверяемой криволинейной поверхности , измеренное значение угла отклонения нормали к криволинейной поверхности относительно текущего значения полярного радиуса-вектора,
расчетное значение угла нормали к криволинейной поверхности относительно полярного радиуса-вектора выбранной сферы сравнения. Линейная величина асферичности определяется аналогично, как отклонение радиуса кривизны для сферических шлифованных или полированных поверхностей.
Формула изобретения
1. Способ определения радиусов кривизны сферических поверхностей, заключающийся в том, что формируют световой пучок с изображением марки, фокусируют пучок на контролируемую поверхность в исследуемой точке, формируют из отраженного пучка изображение марки и определяют радиус кривизны, отличающийся тем, что, с целью повышения точности и расширения класса контролируемых поверхностей, предварительно формируют дополнительный световой пучок с изображением марки, направляют основной и дополнительный пучки в точки контролируемой поверхности с заданным радиусом кривизны так, что направления их распространения- симметричны относительно нормали в данной точке и лежат в меридиональной плоскости, проходящей через исследуемую точку, фокусируют изображения марок на по-
верхность в точке с -заданным радиусом кривизны, формируют изображения марок из отраженных основного и дополнительного пучков,, совмещают эти изображения и смещают основной и дополнительный пучки в меридиональной плоскости при заданном их взаимном расположении до освещения ими исследуемой точки, фокусируют дополнитель ный пучок с изображением марки на поверхность в исследуемой точке и формируют из отраженного дополнительного пучка изображения марки, а определение радиуса кривизны осущест- вляют по смещению марок в плоскости изображения.
2. Устройство для определения радиусов кривизны сферических поверх- ностей, содержащее основание, разме- щенные на основании узел крепления и ориентирования контролируемой поверхности относительно оси узла и измерительную пинолЬ; установленную с возможностью поворота вокруг оси, перпендикулярной оси узла крепления, и поступательного перемещения вдоль
оси, перпендикулярной оси поворота пиноли, и оптический узел, включающий последовательно установленные источник света, марку, диафрагму, первую проекционную систему и оптическую приемную систему, отличающееся
тем, что, с целью
повышения точности и расширения кой- тролируемых поверхностей, оно снабжено отличительно-измерительным блоком для определения поперечного смещения марки, размещенного в плоскости изображения приемной системы оптического узла, а оптический узел выполнен с второй проекционной системой, проекционные системы установлены так, что их оптические оси расположены в плоскости, перпендикулярной оси вращения пиноли, и ориентированы под углом друг к другу, опти- тическая проекционная система размещена так, что ее оптическая ось расположена в плоскости установки проекционных систем и совпадает с биссектрисой угла, образованного перемещением оптических осей проекционных систем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля центрирования оптических деталей | 1988 |
|
SU1536198A1 |
| Устройство для контроля центрирования оптических деталей | 1987 |
|
SU1530962A1 |
| Устройство для контроля центрирования оптических деталей | 1988 |
|
SU1657949A1 |
| ДИФРАКЦИОННЫЙ ИНТЕРФЕРОМЕТР (ВАРИАНТЫ) | 2003 |
|
RU2240503C1 |
| Прибор для контроля формы асферических поверхностей | 1981 |
|
SU1024706A1 |
| КЕРАТОМЕТР | 2000 |
|
RU2166904C1 |
| ИНТЕРФЕРОМЕТР С ОБРАТНОКРУГОВЫМ ХОДОМ ЛУЧЕЙ | 1986 |
|
SU1383969A1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |
| СПОСОБ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА ПРОПУСКАНИЯ ОБЪЕКТИВА | 1991 |
|
RU2006809C1 |
| КЕРАТОМЕТР | 2002 |
|
RU2199939C1 |
Изобретение относится к измерительной технике и может быть использовано в оптико-механическом производстве при технологическом и аттестационном контроле радиусов кривизны сферических поверхностей оптических и механических деталей. Целью изобретения является повышение точности измерений за счет фокусирования пучков только на поверхность и расширение класса контролируемых поверхностей за счет обеспечения возможности определения радиусов кривизны диффузии отражающих поверхностей. Для этого формируют два световых пучка с изображением марки с помощью проекционных систем, фокусируют их на поверхность в точку с заданным радиусом кривизны симметрично относительно нормали в этой точке. Из отраженных пучков оптическая приемная система формирует изображения марок, которые затем совмещают. Не изменяя взаимного расположения пучков, смещают их в исследуемую точку, вновь фокусируют их на поверхность и по смещению марок в плоскости изображения судят о радиусе кривизны в исследуемой точке. 2 с.п. ф-лы, 3 ил.
)
6) .
м
Фиг 2
б) С 2
С,
и
Фиг. J
| Справочник технолога-оптика | |||
| - Л.: Машиностроение, 1983, с.104. |
