Изобретерие относится к области переработки полимерных материалов и может быть использовано в химической промышленности в линиях для производства экструдируемых труб из термопластов.
Целью изобретения является повышение производительности по готов о- му продукту за счет повышения стабильности работы системы вакуумирования.
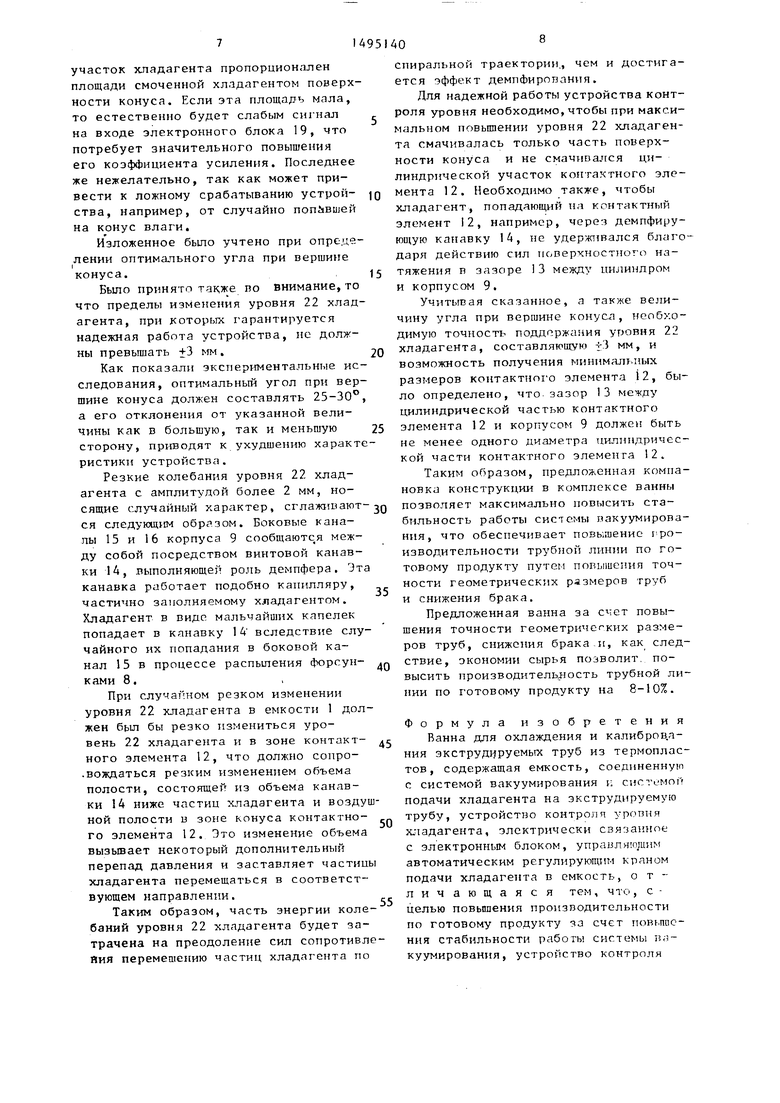
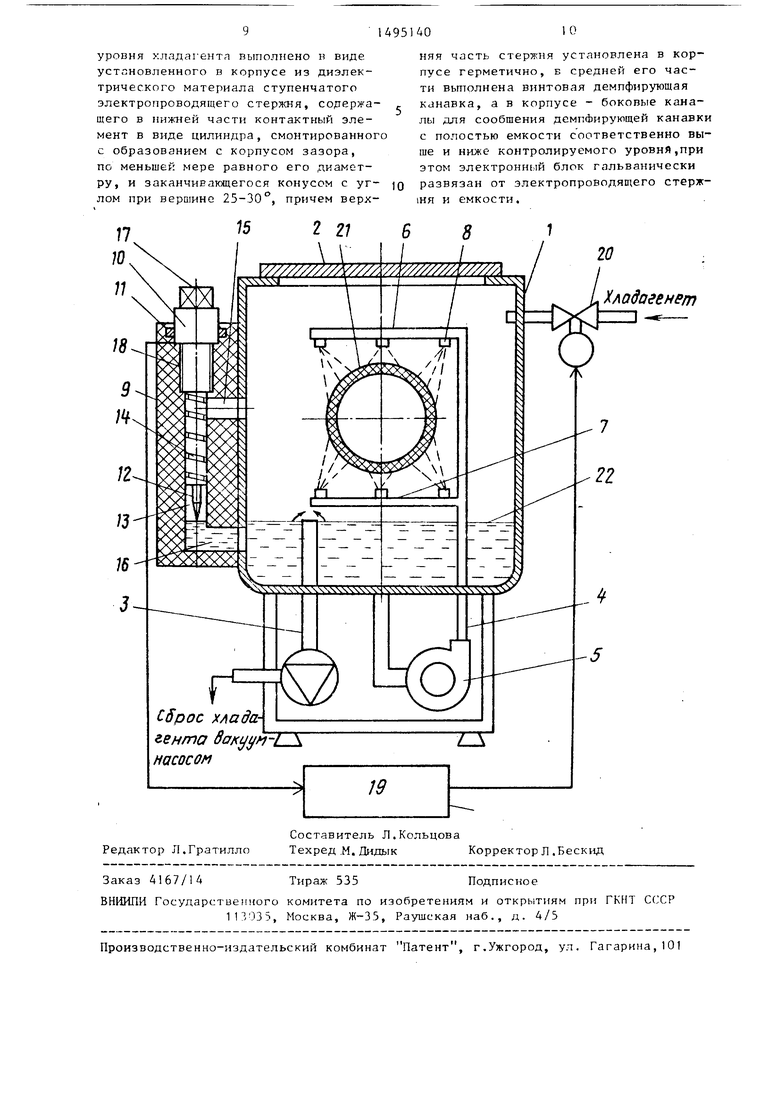
На чертеже показана ванна, общий вид.
3149
Ванна .содержит емкость I, герметично закрытую крышкой 2, систему 3 вакуумирования и систему 4 подачи хладагента посредством насоса 5 на экструдируемую трубу. Система 4 подачи хладагента включает верхний 6 и нижний 7 коллекторы с форсунками 8. На боковой стенке емкости 1 закреплено устройство контроля уровня хладагента, состоящее ИЭ1 корпуса 9 из диэлектрического материала, в котором установлен электропроводящий стержень 10, имеющий вид ступенча о- го цилиндра. Герметичность установки верхней части стержня 10 в корпусе 9 обеспечена посредством уплотнения 11, расположенного на верхней гладкой части стержня 10.
Стержень 10 в нижней части содержит контактный элемент 12 в виде цилиндра, заканчивающегося конусом с углом при вершине 25-30°. Контактный элемент 12 образует с корпусом 9 зазор 13, по меньшей мере равный диаметру его цилиндра. Наружная поверхность стержня 10 в средней части профилирована винтовой демпфирующей канавкой 14. Канавка 14 сообщена с полостью емкости 1 боковыми каналами 1 5 и 16, выполненными в корпусе 9 соответственно выше и ниже контролируемого уровня хллдагента. Стержень 10 имеет головку 17 под ключ и с помощью резьбового соединения 18 имеет возможность регулировки по высоте.
Электропроводящий стержень 10 электрически связан с электронным блоком 19 и импет гальваническую развязку от его электрических цепей. Электронный блок 19 не имеет электрической связи с емкостью 1 . Выход электронного блока 19 связан с автоматическим регулирующим краном 20 подачи хладагента в емкость 1 .
Охлаждение и калибрование экстру- дируемой трубы в ванне осуществляется следующим образом.
Экструдируемая заготовка 21, проходя через калибрующее устройство (не показано), попадает в воздушную полость емкости 1. Для обеспечения процесса калибрования воздушная полость находится под вакуумметричес- ким давлением, создаваемым посредством системы 3 вакуумирования. Охлаждение и фиксация геометрии получаемой трубы обеспечивается системой 4 подачи хладагента, отбирающей воду
4
из нижней части емкости 1 и подающей ее снова на трубу с помощью верхнего 6 и -нижнего 7 коллекторов с форсункой 8.При этом уровень 22 хладагента должен поддерживаться строго определенной величины.
Это вытекает из того, что трубная заготовка 21 непосредственно за калибром не имеет жесткой фиксации по внешнему диаметру и может изменять геометрические размеры своего поперечного сечения в соответствии с колебаниями величины вакуумметрического давления в воздушной полости емкости 1 ванны, поскольку температура трубной заготовки 21 еще достаточно высока.
Колебания же вакуумметрического
давления могут обуславливаться двумя причинами. С одной стороны они происходят при изменении объема воздушной полости емкости 1 ванны вследствие колебаний уровня 22 хладагента, а с другой - это происходит при снижении производительности системы вакуумирования по воздуху вследствие чрезмерно большого количества хладагента, попадающего в систему 3 вакуумирования при повьшаении уровня 22 хладагента в момент подпитки.
При отклонении вакуумметрического давления от номинального значения будет, изменяться диаметр экструдируемой трубы. Устранить отклонение наружного диаметра трубы возможно путем стабилизации величины уровня 22 хладагента в воздушной полости емкости 1 ванны.
Стабилизация уровня хладагента в ванне осуществляется следуюшям образом.
Элeктpoпpoвoдяш й стержень 10 устройства контроля устанавливается
в корпусе 9 с помощью резьбового соединения 18 так, чтобы вершина конуса его контактного элемента 12 находилась на высоте, соответствующей оптимальному заданному уровню 22
хладагента. При этом нижний боковой канал 16 находится ниже уровня 22 хладагента.
При пуске линии хладагент поступает в емкость 1 ванны через открытый автоматический регулирующий
.кран 20 подачи хладагента до достижения заданного уровня 22.
Достигнув вершины конуса контактного элемента 12, хладагент скачко51
образно поднимается по его поверхности на некоторую величину сверх истинного повьшения уровня. Это происходит под действием сил поверхностного натяжения жидкости благодаря смачиванию металла конуса контактного элемента 12 хладагентом.
Таким образом, первичная электрическая цепь электронного блока 19 - замкнется через хладагент. При этом электронный блок 19 вь щаст соответствующую команду на автоматический регулирующий кран 20 подачи хладагента, который прекратит подачу послед- него в емкость 1 ванны.
В процессе охлаяодения трубы при повьтении температуры хладагента часть его сбрасывается из емкости 1.
При этом уровень 22 начнет пони- жаться и, когда вес частиц хладагента, находящихся на поверхности контактного элемента 12, станет больше сил поверхностного натяжения, хладагент скачкообразно опустится и меж- ду его поверхностью и вершиной конус снова образуется воздушный зазор. Первичная цепь электронного блока 19 разомкнется и начнется подпитка ем кости I хладагентом. Скачкообразный характер замьжания-размыкания контакта между поверхностью хладагента и контактным элементом 12 позволяет свести к минимуму случайные срабатывания устройства при хаотичном перемешивании зеркала уровня 22 хладагента в пределах 1-2 мм.
Для нормальной работы устройства контроля уровня немаловажное значение имеет величина угла при вершине конуса контактного элемента 12. Это вытекает из следующих соображений.
Два металла, помещенные в электролит (вода является слабьм электролитом) , образуют гальванический эле- мент, ЭДС которого зависит от того, насколько удалены друг от друга данные металлы в ряду активности. При замыкании внешней цепи через электролит потечет электрический ток и нач- нется процесс электролиза, сопровождаемый окислением-восстановлением металлов-электродов и выпадением в осадок солей электролита. От интенсивности этого процесса зависит дол- говечность работы устройства. Поэтому для получения максимальной долговечности необходимо этот процесс замедлить. Для этого требуется, что
5
0 5 О
0
5
40
бы материал контактного элемента 12 и материал емкости 1 ванны были максимально идентичны по химическому составу, а ток, протекающий через электролит, был минимально возможным
Скорость процесса электролиза зависит от частоты внешнего источника тока. Так при постоянном токе она максимальна, а с увеличением частоты (переменный ток) скорость электролиза уменьшается.
Первичная цепь устройства контроля должна питаться переменным током, а постоянная составляющая должна быть исключена, что достигается гальванической развязкой первичной цепи от электронного блока 19. Если использовать источник тока не промьпп- ленной частоты, а значительно более высокой, то пути, проходимые ионами за время полупериода, будут уменьшаться и при достаточно высокой частоте время движения иона в одном направлении станет настолько малым, что сферическая симметрия ионной атмосферы практически не будет нарушена. За время полупериода ион почти не сместится от центра ионной атмосферы. При этом изчезает илц, сильно уменьшится тормозящий эффект релаксации, ибо ионная атмосфера не успевает рассеиваться за короткий полупериод. Исчезновение эффекта релакции должно иметь следствием увеличение электропроводности раствора.
Частота (в герцах), при которой тормозящий эффект должен значительно уменьшиться, может быть определена по известной формуле
я-|--10 ° V 0,6
где i - время релаксации, с;
С - концентрация электролита, моль/л;
Zi - валентность ионов. Питание первичной цепи устройства контроля уровня должно производиться переменным током.Причем напряжение источника оказывается ограниченным еще и по той причине, что согласно требованиям падение напряжения на участке контакта хладагента не должно превьш1ать IV. Реально напряжение источника переменного тока перничной цепи составляет единииы вольт.
С другой стороны, ток череч соприкасающийся с контактным элементом 12
участок хпадагента пропорционален площади смоченной хладагентом поверхности конуса. Если эта площадь мала, то естественно будет слабым си1-нал на входе электронного блока 19, что потребует значительного повышения его коэффициента усиления. Последнее же нежелательно, так как может привести к ложному срабатыванию устрой- ства, например, от случайно попг1вшей на конус влаги.
Изложенное было учтено при определении оптимального угла при вершине конуса.
Бьшо принято также по внимание, то что пределы изменения уровня 22 хладагента, при которг 1Х гарантируется надежная работа устройства, не должны превышать +3 мм.
Как показали экспериментальные исследования, оптимальный угол при вершине конуса должен составлять 25-30° а его отклонения от указанной величины как в большую, так и меньшую сторону, приводят к ухудшению характеристики устройства.
Резкие колебания уровня 22 хладагента с амплитудой более 2 мм, носящие случайный характер, сглаживают ся следующим образом. Боковые каналы 15 и 16 корпуса 9 сообщаютс я между собой посредством винтовой канавки 14, выполняющей роль демпфера. Эт канавка работает подобно капилляру, частично заполняемому хладагентом. Хладагент в виде мальчагЧших капелек попадает в канавку 14 вследствие случайного их попадания в боковой канал 15 в процессе распыления форсун- ками 8.
При случайном резком изменении уровня 22 хладагента в емкости 1 должен бьш бы резко измениться уровень 22 хладагента и в зоне контакт- ного элемента 12, что должно сопро- вождаться резким изменением объема полости, состоящей из объема канавки 14 ниже частиц хладагента и воздуной полости в зоне конуса контактного элемента 12. Это изменение объема вызьшает некоторый дополнительный перепад давления и заставляет частиц хпадагента перемещаться в соответствующем направлении.
Таким образом, часть энергии колебаний уровня 22 хладагента будет затрачена на преодоление сил сопротивл йия перемещению частиц хладагента по
5
0
5 gд
-5
5
0
5
спиральной траектории., чем и достигается эффект демпфирования.
Для надежной работы устройства контроля уровня необходимо, чтобы при максимальном повьш1ении уровня 22 хладагента смачивалась только часть поверхности конуса и не смачивался цилиндрической участок контактного элемента 12. Необходимо также, чтобы хладах ент, попадаюш,ий на контактный элемент 12, например, через демпфирующую канавку 14, не удерживался благодаря действию сил поверхностного натяжения в зазоре 13 между цилиндром и корпусом 9.
Учитывая сказанное, а также величину угла при вершине конусл, необходимую точность поддержания уровня 22 хладагента, составляющую ± мм, и возможность получения минимальных размеров контактнох о элемента 12, было определено, что. зазор 13 между цилиндрической частью контактного элемента 12 и корпусом 9 должен быть не менее одного диаметра тшлиидричес- кой части контактного элемента 12.
Таким образом, предложенная компановка конструкции в комплексе ванны позволяет максимально повысить стабильность работы системы пакуумирова- ния, что обеспечивает повышение г ро- изводительности трубной линии по готовому продукту путем повышения точности геометрических размеров труб и снижения брака.
Предложенная ванна за счет повышения точности геометрических размеров труб, снижения брака л, как следствие, экономии сырья позволит, повысить производительность трубной линии по готовому продукту на 8-10%.
Формула изобретения Ванна для охлаждения и калибров.а- ния экструдируемых труб из термопластов, содержащая емкость, соединенную с системой вакуумирования и системой подачи хладагента на экструдируемую трубу, устройство контроля уровня хладагента, электрически связанное с электронным блоком, yпpaБляю цим автоматическим регулирующим краном подачи хладагента в емкость, отличающаяся тем, что, с - целью повьппения производительности по готовому продукту за счет повь.ппс- ния стабильности работы системы в;)- куумирования, устройство контроля
уровня хладагентл выполнено в виде установленного в корпусе из диэлектрического материала ступенчатого электропроводящего стержня, содержащего в нижней части контактный элемент в виде цилиндра, смонтированног с образованием с корпусом зазора, по меньшей мере равного его диаметру, и заканчивающегося конусом с уг- лом при вершине 25-30°, причем верхняя часть стержня установлена в корпусе герметично, в средней его части выполнена винтовая демпфирующая канавка, а в корпусе - боковые каналы для сообщения демпфирующей канавки с полостью емкости соответственно выше и ниже контролируемого уровня,при этом электронн.-1Й блок гальванически развязан от электропроводящего стерж- 1НЯ и емкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванна для охлаждения и калибрования экструдируемых труб из термопластов | 1987 |
|
SU1519911A1 |
| ДАТЧИК УРОВНЯ И КАЧЕСТВА МАСЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2216715C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЭЛЕКТРОДА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС) И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2420378C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 2006 |
|
RU2317200C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖИДКОГО ТОПЛИВА ИЗ ТВЕРДЫХ ГОРЮЧИХ ИСКОПАЕМЫХ И МЕХАНОТЕРМОХИМИЧЕСКИЙ РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2396303C2 |
| Установка ВИН-2 для получения очищенной биологически активной целебной питьевой воды | 1991 |
|
SU1799367A3 |
| СПОСОБ ОЧИСТКИ ИЗМЕРИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОМАГНИТНЫХ РАСХОДОМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311617C1 |
| УЗЕЛ АКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ ДЛЯ СОСУДА ПОД ДАВЛЕНИЕМ | 2012 |
|
RU2554157C2 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАТОР | 2003 |
|
RU2267828C2 |
| Устройство для соединения скважинного прибора с кабелем | 1980 |
|
SU898049A1 |
Изобретение относится к переработке полимерных материалов и может быть использовано в линиях для производства экструдируемых труб из термопластов в химической промышленности. Цель изобретения - повышение производительности по готовому продукту за счет повышения стабильности работы системы вакуумирования. Для этого ванна соединена с системами подачи хладагента в емкость и вакуумирования. Устройство контроля уровня хладагента в емкости выполнено в виде установленного в корпусе из диэлектрического материала ступенчатого электропроводящего стержня. Он содержит в нижней части контактный элемент в виде цилиндра, образующего с корпусом зазор не менее его диаметра. Заканчивается контактный элемент конусом с углом при вершине 25-30°. Верхняя часть стержня установлена в корпусе герметично, а средняя его часть профилирована винтовой демпфирующей канавкой, соединенной с полостью емкости боковыми каналами. Каналы выполнены в корпусе и расположены выше и ниже контролируемого уровня хладагента. Электронный блок управления гальванически развязан от электропроводящего стержня и емкости и связан с автоматическим регулирующим краном подачи хладагента в емкость. При работе при превышении уровня хладагент скачкообразно поднимается по поверхности контактного элемента и замыкает цепь электронного блока. Он выдает команду на регулирующий кран, который прекращает подачу хладагента в емкость. При снижении уровня хладагента начинается подпитка емкости. Это обеспечивает устойчивую работу устройства контроля уровня. 1 ил.
Сброс хладагента 8аки1 мЧ насосом
| СПОСОБ ПРОИЗВОДСТВА ПЛОМБИРА (ВАРИАНТЫ) | 2014 |
|
RU2544611C1 |
| Солесос | 1922 |
|
SU29A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Заявка ФРГ 3220837, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
