Изобретение относится к пайке и предназначено для ремонта аппара Тури я узлов, построенных на основе плат с печатным монтажом.
Цель изобретения - повышение качества и производительности демонтажа путем уменьшения вероятности повреждения металлизации платы и сокращения времени на очистку выводов демонтируемого элемента, а также повышения качества очистки, монтажных отверстий.
На чертеже показано устройство для демонтажа многовыводных злемен- . тов с печатных плат.
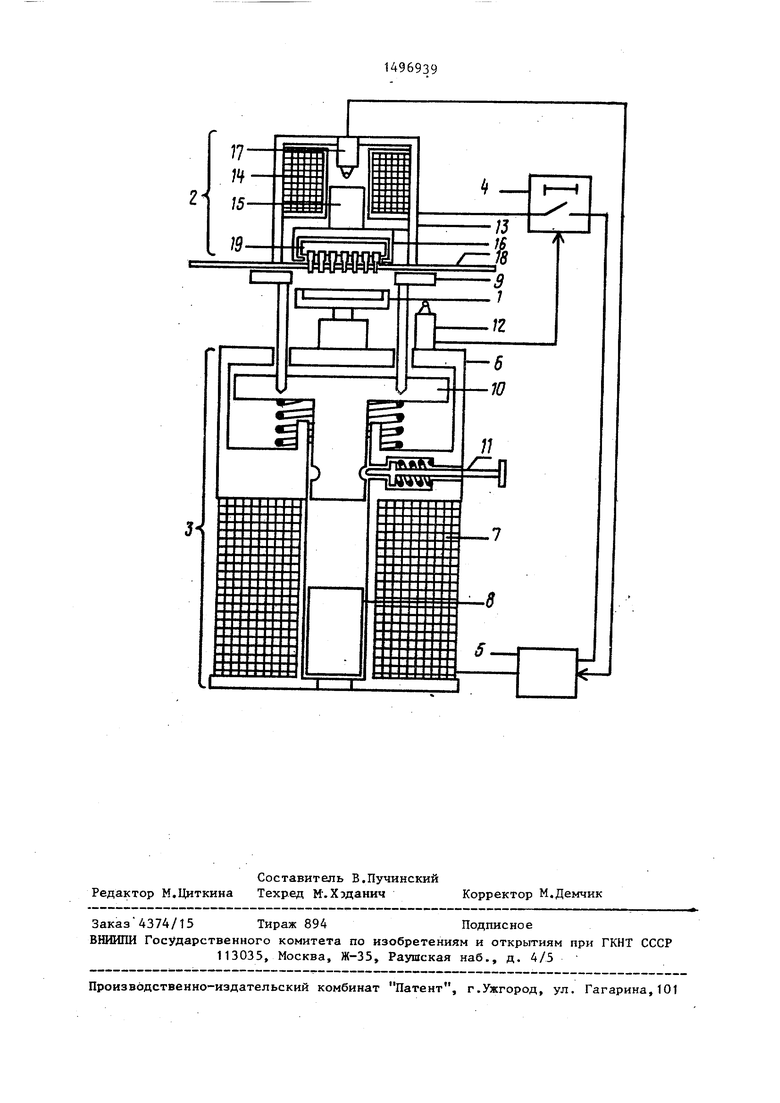
Устройствб содержит ванну 1 для расплавленного припоя, узел 2 удаления элемента из монтажных отверстий
платы, узел 3 удаления припоя, реле 4 времени, источник 5. пульсирующего тока. Узел 3 удаления припоя содержит первый корпус 6, первую катушку 7, сердечник 8, упоры 9, жестко связанные с подпружиненной относительно первого корпуса 6 немагнитной платформой 10, фиксируемой в. верхнем положении шпоном 11, и датчик 12 нижнего положения платформы 10. Узел 2 удаления элемента из монтажных отверстий платы содержит второй корпус 13, привод захвата выполнен в виде электромагнита, содержащего вторую катуш- ку 14 и якорь 15, жестко связанньй с захватом 16, и датчик 17 верхнего положения захвата. На фиг.1 изобраkfSbQD Од QD
00
со
жена также плата 18 с демонтируемым элементом 19.
Устройство работает следующим образом,
В исходном состоянии платформа 10 зафиксирована в верхнем положении и припой разогрет в ванне 1, Демонтируемый элемент 19 фиксируется во втором корпусе 13 узла 2 удаления элемента из монтажных отверстий платы при помощи захвата 16 и устанавливается вместе с платой 18 на упоры 9 над ванной 1 для расплавленного припоя.
Для осуществления процесса демонтажа производят расфиксацию платформы 10 при помощи птона 11. В результате этого плата опускается в зону нагрева и выводы демонтируемого элемента 19 погружаются в расплавленный припой ванны 1. При этом на вход реле 4 времени поступает сигн ал с датчика 12 нижнего положения платформы. Временная задержка реле 4 времени выбрана больше интервала времени, необходимого для расплавления припоя во всех монтажных отверстиях, подлежащих демонтажу, но меньше интервала времени, приводящего к перегрег ну металлизации платы. По окончании установленного интервала времени замыкаются контакты реле 4 времени, подключая вторую катушку 14 узла 2 извлечения элемента к источнику 5 пульсирующего тока.
Якорь 15 вместе с захватом 16 и демонтируемым элементом 19 втягивается внутрь второго корпуса 13, извлекая выводы элемента из монтажных отверстий платы. В крайнем верхнем положении якоря 15 срабатывает датчик 17 верхнего положения якоря, по сигналу которого к источнику 5 подключается перва:я катущка 7 узла 3 удаления припоя, при этом сердечник 8 с ускорением ударяет по платформе 10, обеспечивая удаление платы из зоны нагрева и прочистку за счет сил инерции монтажных отверстий от излишков припоя, которые ак сумули- руются в ванне 1.
В верхнем положении происходит фиксация платформы 10 шпоном 11, чем обеспечивается удаление платы из зоны нагрева, предохраняя металлизацию платы от перегре.ва.
При таком выполнении устройства сила, действующая на демонтируемый
0
5
0
5
0
5
0
5
элемент, прикладывается к последнему только после полного разогрева припоя в монтажных отверстиях, чем уменьшается вероятность повреждения металлизации платы. Кроме того, вибрация элемента во время извлечения с платы очищает его выводы от излишков припоя, что исключает дополнительную операцию по очистке выводов элемента после демонтажа. Вьшолнение нагревателя в виде ванны с припоем уменьшает перегрев платы и исключает необходимость ориентации головки нагревателя относительно выводов элемента, помимо этого, остатки припоя собираются в ванну, что улучшает гигиену труда. Замена отсоса при очищении монтажных отверстий встряской улучшает качество очистки, т.к. от-
сутс1 вуют охлаждающие удаляемого припоя.
;Ф 6 р м у л а и 3 о б р е т е. н и я Устройство для демонтажа многовыводных электронных элементов, содержащее нагреватель, узел удале.ния припоя, захват в виде фиксатора демонтируемого элемента, привод захвата, датчик верхнего положения захвата, узел удаления платы из зоны нагрева, отличающееся тем, что. С- целью повьппения качества и производительности демонтажа путем уменьшения вероятности повреждения металлизации платы и сокращения времени на очистку выводов элемента, а также повьшения качества очистки монтажных отверстий, нагреватель выполнен в виде ванны для расплавленного припоя, узел удаления припоя содержит первую катушку с сердечником, соосно которому закреплена немагнит-, ная платформа, узел удаления платы из зоны нагрева состоит из фиксатора немагнитной платформы и закрепленных на ней упоров, привод захвата выпол- йен в виде электромагнита, содержащего вторую катушку и якорь, причем дополнительно введены источник пульсирующего тока, реле времени и датчик нижнего положения немагнитной плат- формы, выход которого связан с входом реле времени, замыкающие контакты которого связывают вторую катушку электромагнита привода захвата с первым выходом источника пульсирующего тока, второй выход которого связан с первой катушкой, а вход источника пульсирующего тока соединен с датчиком верхнего положения захвата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для демонтажа интегральных схем с печатной платы | 1978 |
|
SU868892A1 |
| Устройство для ремонта узлапЕчАТНОй плАТы | 1979 |
|
SU809676A1 |
| Устройство для демонтажа радиоэлементов | 1981 |
|
SU984081A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| Электропаяльник для демонтажа радиоэлементов | 1980 |
|
SU899289A2 |
| Устройство для пайки | 1984 |
|
SU1181801A1 |
| СПОСОБ РЕГЕНЕРАЦИИ ИЗДЕЛИЙ С СОЕДИНЕННЫМИ ПРИПОЕМ ДЕТАЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2089632C1 |
| Устройство для сборки и пайки с вибрацией | 1981 |
|
SU986666A1 |
| Устройство для ремонта узла печатной платы | 1982 |
|
SU1067626A2 |
| Устройство для замены радиоэлементов на печатной плате | 1979 |
|
SU771919A1 |
Изобретение относится к пайке и предназначено для ремонта аппаратуры и узлов, построенных на основе плат с печатным монтажом. Цель изобретения - повышение качества и производительности демонтажа, а также повышение качества очистки монтажных отверстий. Устройство содержит нагреватель, выполненный в виде ванны для расплавленного припоя, соленоид с сердечником, соосно с которым закреплена подпружиненная платформа. Привод захвата демонтируемого элемента выполнен в виде электромагнита с фиксатором. Схема управления содержит источник пульсирующего тока, реле времени и датчик нижнего положения платформы. Для осуществления демонтажа выводы элемента погружают в расплавленный припой ванны. На вход реле времени поступает сигнал с датчика нижнего положения платформы. По окончании установленного времени захват с вибрацией удаляет элемент. Сердечник ударяет по платформе, обеспечивая удаление платы из зоны нагрева и прочистку монтажных отверстий. Качество демонтажа повышается за счет вибрации элемента во время извлечения из платы. 1 ил.
| Клещи для отпайки многовыводных электроннных элементов | 1977 |
|
SU659301A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
