Изобретение относится к полиграфической промышленности, в частности к печатным машинам и процессам, в которых гибкий листовой материал, например бумага, подается на обработку листами поштучно с большой частотой.
Цель изобретения - повышение надежности поштучной подачи листового материала.
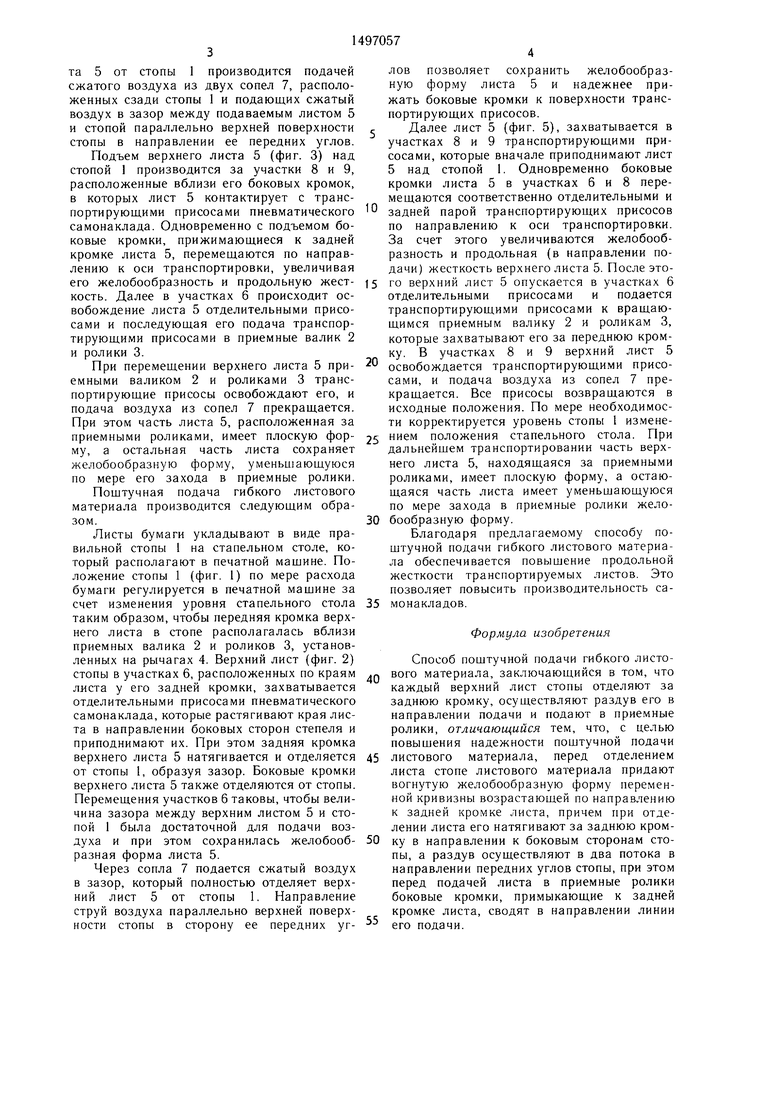
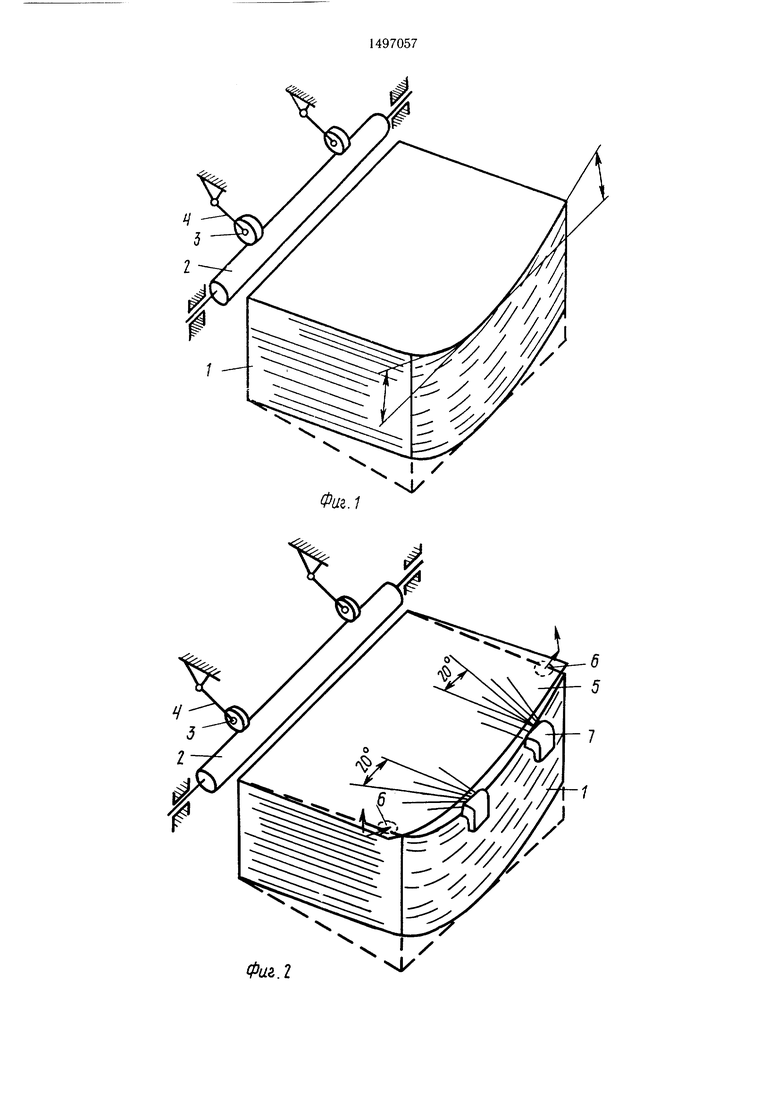
На фиг. 1 показана стопа листового материала, исходное положение; на фиг. 2 - отделение верхнего листа; на фиг. 3 -- подача листа в приемные ролики.
Способ поштучной подачи гибкого листового материала осуществляется следую- Ш.ИМ обазом.
Гибкий листовой материал в виде правильной стопы 1 (фиг. 1) уложен на стапельно.м столе печатной машины, причем передняя кромка верхнего листа стопы на.чо- дится вблизи от приемных валика 2 и роликов 3, установленных на рычагах 4. За счет изогнутой формы рабочей поверхности стапельного стола всем листам бу.маги в стопе I придается вогнутая желобообразная форма переменной кривизны: нулевой у передней кромки и наибольшей у задней кромки. От стопы 1 каждый раз отделяется задняя кромка верхнего листа 5 (фиг. 2) посредством пневматических отделительных присо- сов, захватывающих листа за края в участках 6, расположенных вблизи его задней кромки, растягиваюш.их кромки в разные стороны в направлении боковых сторон стапеля и создаюплих зазор между верхним листом 5 и стопой 1. Отделение всего .
О СП
та 5 от стопы 1 производится подачей сжатого воздуха из двух сопел 7, расположенных сзади стопы 1 и подающих сжатый воздух в зазор между подаваемым листом 5 и стопой параллельно верхней поверхности стопы в направлении ее передних углов. Подъем верхнего листа 5 (фиг. 3) над стопой 1 производится за участки 8 и 9, расположенные вблизи его боковых кромок, в которых лист 5 контактирует с транспортирующими присосами пневматического самонаклада. Одновременно с подъемом боковые кромки, прижимающиеся к задней кромке листа 5, перемещаются по направлению к оси транспортировки, увеличивая
лов позволяет сохранить желобообраз- ную форму листа 5 и надежнее прижать боковые кромки к поверхности транспортирующих присосов.
с Далее лист 5 (фиг. 5), захватывается в участках 8 и 9 транспортирующими присосами, которые вначале приподнимают лист 5 над стопой 1. Одновременно боковые кромки листа 5 в участках 6 и 8 перемещаются соответственно отделительными и
задней парой транспортирующих присосов по направлению к оси транспортировки. За счет этого увеличиваются желобооб- разность и продольная (в направлении подачи) жесткость верхнего листа 5. После этоего желобообразность и продольную жест- 15 го верхний лист 5 опускается в участках 6 кость. Далее в участках 6 происходит ос- отделительными присосами и подается вобождение листа 5 отделительными присо- транспортирующими присосами к вращаю- сами и последующая его подача транспор- щимся приемным валику 2 и роликам 3,
которые захватывают его за переднюю кромку. В участках 8 и 9 верхний лист 5 освобождается транспортирующими присосами, и подача воздуха из сопел 7 прекращается. Все присосы возвращаются в исходные положения. По мере необходимости корректируется уровень стопы 1 измене- приемными роликами, имеет плоскую фор- рз нием положения стапельного стола. При му, а остальная часть листа сохраняет дальнейшем транспортировании часть верхтирующими присосами в приемные валик 2 и ролики 3.
При перемещении верхнего листа 5 при- 20 емными валиком 2 и роликами 3 транспортирующие присосы освобождают его, и подача воздуха из сопел 7 прекращается. При этом часть листа 5, расположенная за
желобообразную форму, уменьшающуюся по мере его захода в приемные ролики.
Поштучная подача гибкого листового материала производится следующим образом.
Листы бумаги укладывают в виде правильной стопы 1 на стапельном столе, который располагают в печатной машине. Положение стопы 1 (фиг. 1) по мере расхода бумаги регулируется в печатной машине за счет изменения уровня стапельного стола 35 монакладов. таким образом, чтобы передняя кромка верхнего листа в стопе располагалась вблизи приемных валика 2 и роликов 3, установленных на рычагах 4. Верхний лист (фиг. 2) стопы в участках 6, расположенных по краям дд листа у его задней кромки, захватывается отделительными присосами пневматического самонаклада, которые растягивают края листа в направлении боковых сторон степеля и приподнимают их. При этом задняя кромка верхнего листа 5 натягивается и отделяется 45 от стопы 1, образуя зазор. Боковые кромки верхнего листа 5 также отделяются от стопы. Перемещения участков 6 таковы, чтобы величина зазора между верхним листом 5 и стопой 1 была достаточной для подачи воздуха и при этом сохранилась желобооб- разная форма листа 5.
Через сопла 7 подается сжатый воздух в зазор, который полностью отделяет верхнего листа 5, находящаяся за приемными роликами, имеет плоскую форму, а остающаяся часть листа имеет уменьшающуюся по мере захода в приемные ролики жело- 30 бообразную форму.
Благодаря предлагаемому способу поштучной подачи гибкого листового материала обеспечивается повышение продольной жесткости транспортируемых листов. Это позволяет повысить производительность саФормула изобретения
НИИ лист 5 от стопы 1. Направление струй воздуха параллельно верхней поверхСпособ поштучной подачи гибкого листового материала, заключающийся в том, что каждый верхний лист стопы отделяют за заднюю кромку, осуществляют раздув его в направлении подачи и подают в приемные ролики, отличающийся тем, что, с целью повышения надежности поштучной подачи листового материала, перед отделением листа стопе листового материала придают вогнутую желобообразную форму переменной кривизны возрастающей по направлению к задней кромке листа, причем при отделении листа его натягивают за заднюю кром- 50 ку в направлении к боковым сторонам стопы, а раздув осуществляют в два потока в направлении передних углов стопы, при этом перед подачей листа в приемные ролики боковые кромки, примыкающие к задней
-, - ---г- --Г г - с кромке листа, сводят в направлении линии
кости стопы в сторону ее передних уг- его подачи.
лов позволяет сохранить желобообраз- ную форму листа 5 и надежнее прижать боковые кромки к поверхности транспортирующих присосов.
Далее лист 5 (фиг. 5), захватывается в участках 8 и 9 транспортирующими присосами, которые вначале приподнимают лист 5 над стопой 1. Одновременно боковые кромки листа 5 в участках 6 и 8 перемещаются соответственно отделительными и
задней парой транспортирующих присосов по направлению к оси транспортировки. За счет этого увеличиваются желобооб- разность и продольная (в направлении подачи) жесткость верхнего листа 5. После этого верхний лист 5 опускается в участках 6 отделительными присосами и подается транспортирующими присосами к вращаю- щимся приемным валику 2 и роликам 3,
монакладов.
него листа 5, находящаяся за приемными роликами, имеет плоскую форму, а остающаяся часть листа имеет уменьшающуюся по мере захода в приемные ролики жело- бообразную форму.
Благодаря предлагаемому способу поштучной подачи гибкого листового материала обеспечивается повышение продольной жесткости транспортируемых листов. Это позволяет повысить производительность саФормула изобретения
монакладов.
Способ поштучной подачи гибкого листового материала, заключающийся в том, что каждый верхний лист стопы отделяют за заднюю кромку, осуществляют раздув его в направлении подачи и подают в приемные ролики, отличающийся тем, что, с целью повышения надежности поштучной подачи листового материала, перед отделением листа стопе листового материала придают вогнутую желобообразную форму переменной кривизны возрастающей по направлению к задней кромке листа, причем при отделении листа его натягивают за заднюю кром- ку в направлении к боковым сторонам стопы, а раздув осуществляют в два потока в направлении передних углов стопы, при этом перед подачей листа в приемные ролики боковые кромки, примыкающие к задней
Фиг.1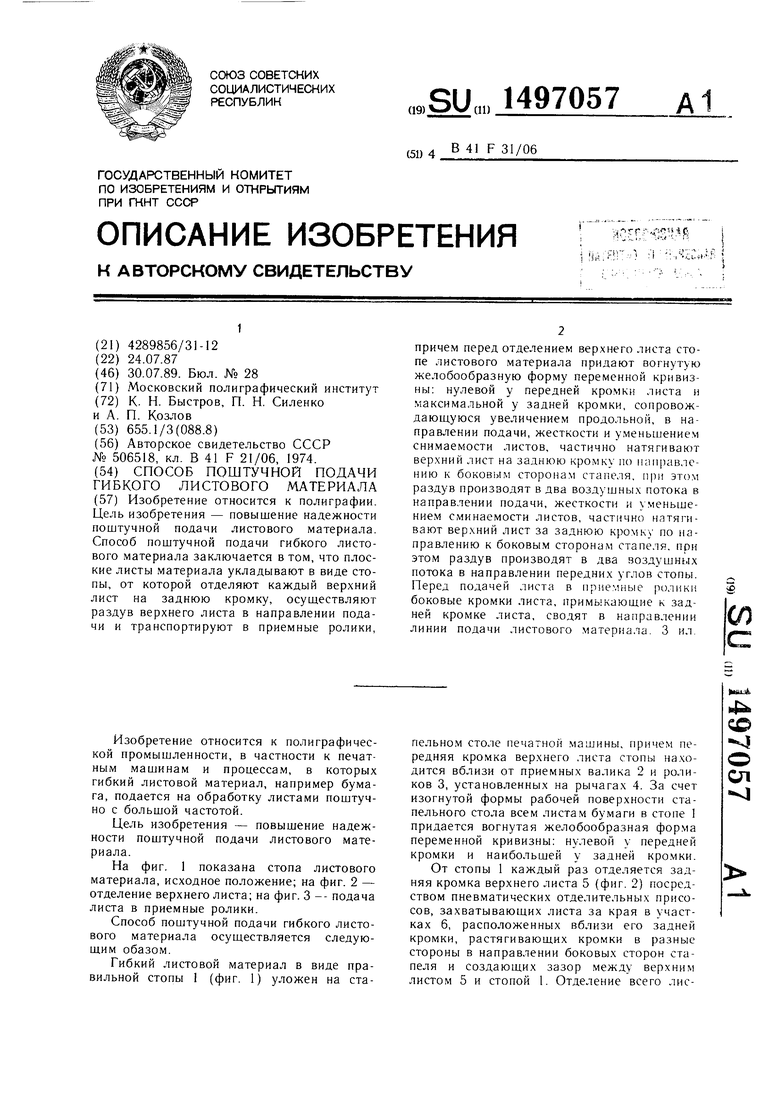
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический самонаклад | 1987 |
|
SU1497056A1 |
| Способ поштучной подачи от стопы гибкого листового материала | 1989 |
|
SU1680606A1 |
| ПНЕВМАТИЧЕСКИЙ САМОНАКЛАД | 1989 |
|
RU2022897C1 |
| Устройство для отделения от стопы и подачи листов | 1980 |
|
SU1022922A1 |
| Пневматический самонаклад | 1973 |
|
SU506518A1 |
| Устройство для отделения и подачи листа из стопы | 1987 |
|
SU1493574A1 |
| Устройство для отделения от стопы и подачи листов | 1980 |
|
SU1030283A1 |
| Устройство для поштучного отделения и подачи листовых заготовок из стопы | 1988 |
|
SU1541166A1 |
| Устройство для подачи листов самонаклада | 1990 |
|
SU1784568A1 |
| Листоотделительный диск | 1979 |
|
SU859204A1 |
Изобретение относится к полиграфии. Цель изобретения - повышение надежности поштучной подачи листового материала. Способ поштучной подачи гибкого листового материала, заключающийся в том, что плоские листы материала укладывают в виде стопы, от которой отделяют каждый верхний лист за заднюю кромку, осуществляют раздув верхнего листа в направлении подачи и транспортируют в приемные ролики, причем перед отделением верхнего листа стопе листового материала придают вогнутую желобообразную форму переменной кривизны: нулевой у передней кромки листа и максимальной - у задней кромки, сопровождающуюся увеличением продольной, в направлении подачи, жесткости и уменьшением сминаемости листов, частично натягивают верхний лист за заднюю кромку по направлению к боковым сторонам стапеля, при этом раздув производят в два воздушных потока в направлении передних углов стопы. Перед подачей листа в приемные ролики примыкающие к задней кромке листа его боковых кромки сводят по направлению линии подачи листового материала. 3 ил.
Фа&.1
xJ/
Фаг. 5
| Пневматический самонаклад | 1973 |
|
SU506518A1 |
| Механический грохот | 1922 |
|
SU41A1 |
