со
с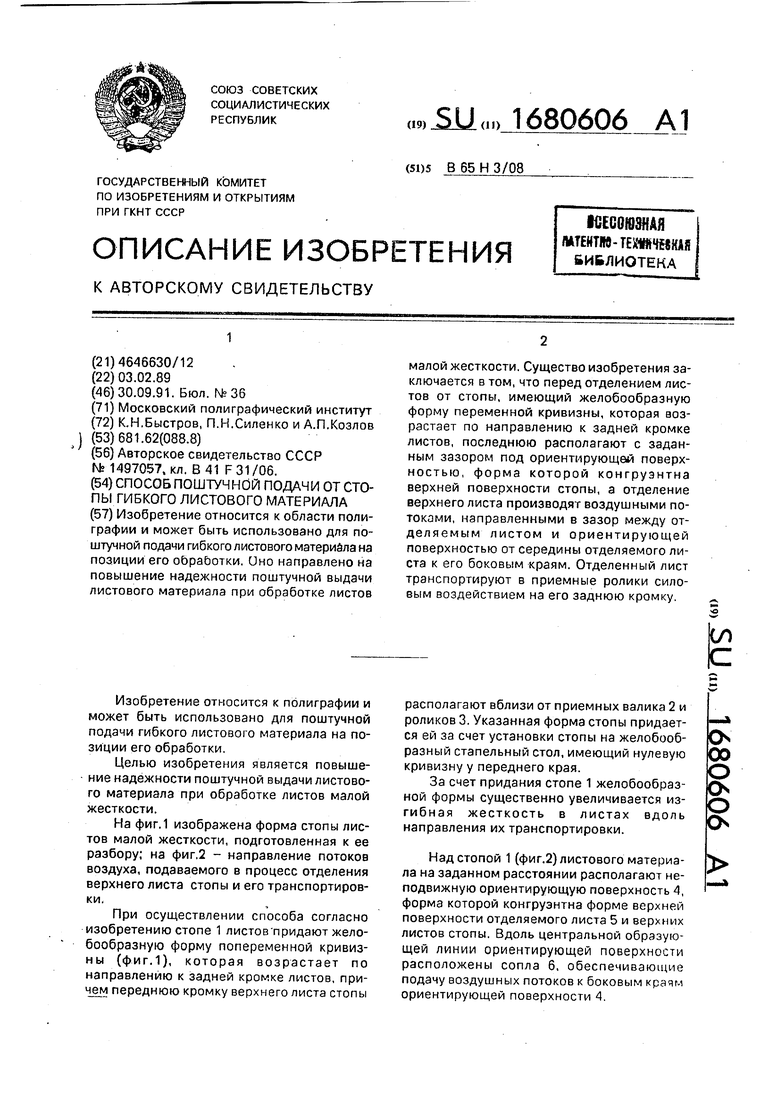

| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ САМОНАКЛАД | 1989 |
|
RU2022897C1 |
| Способ поштучной подачи гибкого листового материала | 1987 |
|
SU1497057A1 |
| Пневматический самонаклад | 1987 |
|
SU1497056A1 |
| УСТРОЙСТВО И СПОСОБ ПОШТУЧНОГО ОТДЕЛЕНИЯ ЛИСТОВ ОТ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2356821C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ, УЛОЖЕННЫХ В СТОПКИ, И ПОШТУЧНОЙ ИХ ВЫДАЧИ | 1996 |
|
RU2087405C1 |
| Устройство для отделения и транспортировки листов от стопы | 1981 |
|
SU958280A1 |
| Способ комплектования печатной корреспонденции, установка для его осуществления и устройство для поштучной выдачи и транспортировки корреспонденции | 1990 |
|
SU1750748A1 |
| Способ отделения и поштучной выдачи крупногабаритных листов из стопы и устройство для его осуществления | 1988 |
|
SU1735178A1 |
| Устройство для сортировки денежных билетов | 1978 |
|
SU742992A1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ КУСКОВОГО ШПОНА и т. п. ЛИСТОВОГО МАТЕРИАЛА В ПОЛНОФОРМАТНЫЕ ЛИСТЫ | 1968 |
|
SU217631A1 |
Изобретение относится к области полиграфии и может быть использовано для поштучной подачи гибкого листового материала на позиции его обработки. Оно направлено на повышение надежности поштучной выдачи листового материала при обработке листов малой жесткости. Существо изобретения заключается в том, что перед отделением листов от стопы, имеющий желобообразную форму переменной кривизны, которая возрастает по направлению к задней кромке листов, последнюю располагают с заданным зазором под ориентирующей поверхностью, форма которой конгруэнтна верхней поверхности стопы, а отделение верхнего листа производят воздушными потоками, направленными в зазор между отделяемым листом и ориентирующей поверхностью от середины отделяемого листа к его боковым краям. Отделенный лист транспортируют в приемные ролики силовым воздействием на его заднюю кромку.
Изобретение относится к полиграфии и может быть использовано для поштучной подачи гибкого листового материала на позиции его обработки.
Целью изобретения является повышение надежности поштучной выдачи листового материала при обработке листов малой жесткости.
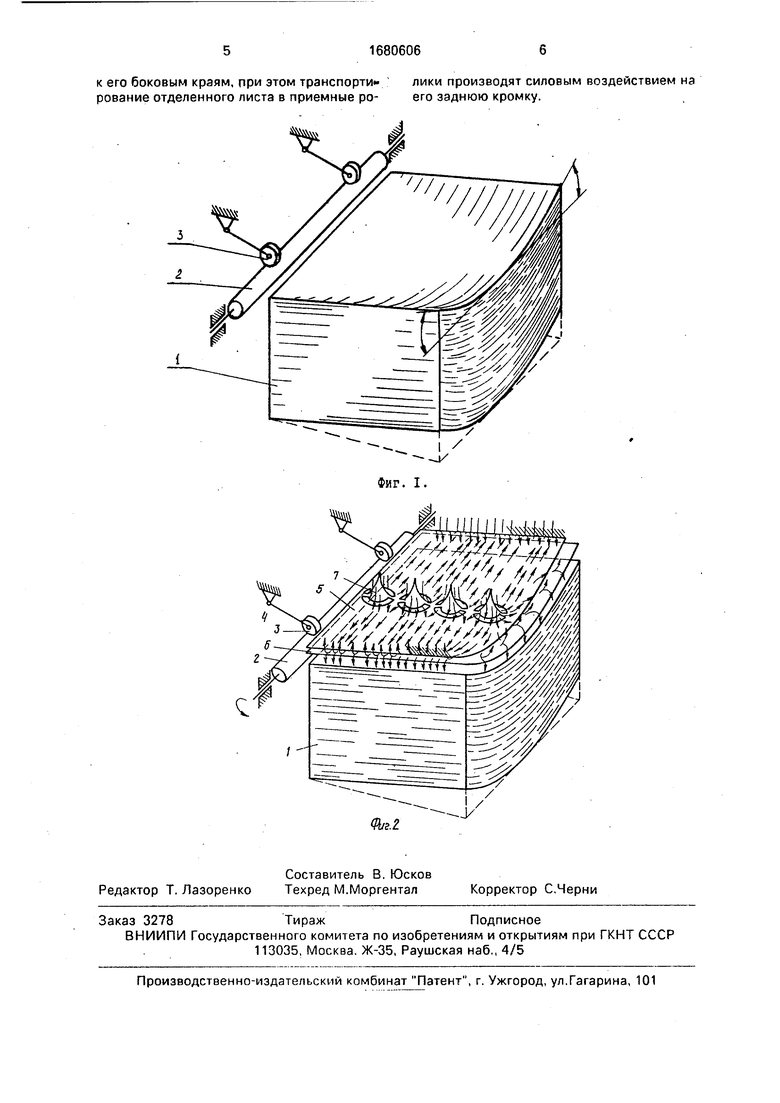
На фиг.1 изображена форма стопы листов малой жесткости, подготовленная к ее разбору; на фиг.2 - направление потоков воздуха, подаваемого в процесс отделения верхнего листа стопы и его транспортировки.
При осуществлении способа согласно изобретению стопе 1 листов придают желобообразную форму попеременной кривизны (фиг.1), которая возрастает по направлению к задней кромке листов, причем переднюю кромку верхнего листа стопы
располагают вблизи от приемных валика 2 и роликов 3. Указанная форма стопы придается ей за счет установки стопы на желобооб- разный стапельный стол, имеющий нулевую кривизну у переднего края.
За счет придания стопе 1 желобообраз- ной формы существенно увеличивается из- гибная жесткость в листах вдоль направления их транспортировки.
Над стопой 1 (фиг.2) листового материала на заданном расстоянии располагают неподвижную ориентирующую поверхность 4, форма которой конгруэнтна форме верхней поверхности отделяемого листа 5 и верхних листов стопы. Вдоль центральной образующей линии ориентирующей поверхности расположены сопла 6, обеспечивающие подачу воздушных потоков к боковым краям ориентирующей поверхности 4.
Os
оо о о о
о
Отделение верхнего листа 5 от стопы 1 осуществляют путем направленной подачи потоков воздуха через сопла 6 в зазор между ним и ориентирующей поверхностью 4.
Воздушные потоки 7, проходя между двумя поверхностями, понижают давление пропорционально увеличению скорости прохождения воздушной струи, Падение давления между ориентирующей поверхностью 4 и верхним листом 5 вызывает подъем последнего к ориентирующей поверхности 4. При подъеме уменьшение расстояния между листом и ориентирующей поверхностью повышает скорость прохождения потоков, что ведет к еще большему падению давления и более быстрому фиксированию листа 5 у ориентирующей поверхности 4, Наличие воздушных потоков 7 в зазоре (воздушная подушка) исключает касание поднятого листа 5 к ориентирующей поверхности 4. Лист 5 как бы вывешен в пространстве под ориентирующей поверхностью. Дальнейшая транспортировка листа 5 к приемным валику 2 и роликам 3 производится за счет силового воздействия на его заднюю кромку и может быть осуществлена, например, с помощью транспортера с упорами или рычаж-,о-механическим сталкивателем. Транспортирующие средства контактируют с задним торцом вывешенного листа 5 же- лобообразной формы, придающей листу необходимую жесткость вдоль направления транспортировки. Благодаря тому, что через сопла 6 сжатый воздух подается постоянно, при транспортировке также исключается контакт между верхней поверхностью листа 5 и ориентирующей поверхностью 4.
В процессе перемещения листа 5 транспортирующим его переднюю кромку вводят между непрерывно вращающимися приемными валиком 2 и роликами 3, За счет усилия прижатия приемные валик 2 и ролики 3 тянут лист 5 дальше в направлении транспортировки. Так как передняя кромка листа 5 имеет нулевую кривизну, она равномерно прилеоег к приемному валику 2 по всей ее длине. По мере продвижения транспортируемого листа 5 между валиком 2 и роликами 3 его передняя часть огибает валик 2 и поступает далее на наклонный стол самонаклада, а остающаяся часть листа продолжает находится у желе- зообразной ориентирующей поверхности 4. Причем кривизна остающейся части листа уменьшается по мере приближения к приемному валику 2 и роликам 3,
Поскольку подачу сжатого воздуха через сопла 6 осуществляют непрерывно, как только отделившийся от стопы 1 верхний
лист 5 продвинется в направлении транспортировки примерно на 1/4 его длины начинается притягиваться к ориентирующей поверхности 4 задняя, кромка следующего
верхнего листа в стопе 1. При этом переднюю кромку следующего верхнего листа, пока лист не вывешен полностью, удерживают от смещения в направлении транспортировки постоянными передними упорами.
Сразу после того, как транспортируемый лист 5 полностью войдет в приемные валик 2 и ролики 3 и откроет всю ориентирующую поверхность, следующий верхний лист в стопе 1 полностью поднимается к ней, и его
передняя кромка освобождается от передних упоров. Следующий лист теперь подготовлен к транспортировке.
Таким образом, поштучное бесконтактное отделение и транспортировку листов
гибкого материала малой жесткости осуществляют в режиме последовательной подачи их на обработку путем их подъема направленной подачей сжатого воздуха, первоначального смещения за заднюю кромку и
последующей транспортировкой непрерывно вращающимися приемными валиком и роликами. При этомтранспортируемый лист в зоне действия на него воздушных потоков постоянно расположен у ориентирующей
поверхности, задающей листу требуемую геометрическую форму.
Способ бесконтактного отделения и транспортировки гибкого листового материала позволяет производить надежное отделение от стопы и подачу нз обработку как бумажных, так и тонкопленочных гибких листов различных полимерных пластических материалов, имеющих малую жесткость.
40
Формула изобретения
Способ поштучной подачи от стопы гибкого листового материала, заключающийся в придании стопе листового материала желобообразной формы переменной кривизны, возрастающей по направлению к задней кромке листов, отделении верхнего листа от стопы и транспортировании его в приемные ролики, отличающийся тем, что, с целью повышения надежности поштучной выдачи при обработке листов малой жесткости, перед отделением листов от стопы последнюю располагают с заданным зазором под ориентирующей поверхностью, форма которой конгруэнтна верхней
поверхности стопы, а отделение верхнего листа от стопы осуществляют воздушными потоками, направленными в зазор между отделяемым листом и ориентирующей поверхностью от середины отделяемого листа
к его боковым краям, при этом транспорта рование отделенного листа в приемные ролики производят силовым воздействием на его заднюю кромку.
Фиг. I.
| Способ поштучной подачи гибкого листового материала | 1987 |
|
SU1497057A1 |
| Механический грохот | 1922 |
|
SU41A1 |
