(2f) 4408566/40-12
(22) 11.04.88
(46) 07.02.90. Бюл. К 5
(72) Э.Д.Матиевский, В.М.Караваев
и В.А.Чшкин
(53)681,1(088,8)
(Ь6) Авторское свидетельство СССР № 623799. кл. В 65 II 3/24, 1975,
(54)УСТРОЙСТВО ДЛЯ ПОШТУЧНОГО ОТДЕ-- ЛИНИЯ il ПОДАЧИ ЛИСТОВЫХ ЗАГОТОВОК
ИЗ СТОПУ
(57) Изобретение относится к автоматизации штамповочного производства в машиностроении, в частности к уст ройствам для поштучного отделения листовых заготовок из стали и подачи их в приемное устройство пресса или листоштамповочнсй автоматической линии, и позволяет повысить надежность работы устройства. Устройство содержит станину, подъемный стапельный
стол, ходовые винты, связанные с электродвигателем, направляющие колонки, закрепленные на задней верхней части станины, на которых установлена подпружиненная траверса, листовые заготовки, уложенные на стапельном столе. На задней стенке траверсы установлен рабочий цилиндр, связанный с захватывающим элементом для сдвига верхней листовой заготовки, а на боковых стенках траверсы, охватывающих стопу, закреплены цилиндры, связанные с прижимами. В верхней части каретки с обеих сторон от захвата симметрично ввернуты стойки, на которых установлены вращающиеся упорные следящие ролики. На передней части станины установлены датчики контроля верхнего уровня стопы, а также приводные направляющие ролики, связанные с приводом. 2 з.п. ф-лы, 2 ил.
Сг S
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения листовых заготовок от стопы | 1980 |
|
SU978987A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Устройство для отделения листовых заготовок от стопы | 1983 |
|
SU1137043A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Вайма для сборки деревянных рам | 1986 |
|
SU1386463A1 |
| Способ отделения верхнего листа от стопы и подачи его в зону обработки и устройство для его осуществления | 1986 |
|
SU1375388A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в ориентированном положении | 1987 |
|
SU1454550A1 |
| Устройство для подачи листовых заготовок | 1975 |
|
SU623799A1 |

Изобретение относится к автоматизации штамповочного производства в машиностроении, в частности к устройствам для поштучного отделения листовых заготовок из стали и подачи их в приемное устройство пресса или листоштамповочной автоматической линии, и позволяет повысить надежность работы устройства. Устройство содержит станину, подъемный стапельный стол, ходовые винты, связанные с электродвигателем, направляющие колонки, закрепленные на задней верхней части станины, на которых установлена подпружиненная траверса, листовые заготовки, уложенные на стапельном столе. На задней стенке траверсы установлен рабочий цилиндр, связанный с захватывающим элементом для сдвига верхней листовой заготовки, а на боковых стенках траверсы, охватывающих стопу, закреплены цилиндры, связанные с прижимами. В верхней части каретки обеих сторон от захвата симметрично ввернуты стойки, на которых установлены вращающиеся упорные следящие ролики. На передней части станины установлены датчики контроля верхнего уровня стопы, а также приводные направляющие ролики, связанные с приводом. 2 з.п. ф-лы, 2 ил.
Изобретение относится к автоматизации штамповочного производства в машиностроении и может быть использовано для отделения верхней листовой заготовки от стопы и подачи ее в приемное устройство пресса или листе- штамповочнэй автоматической линии.
Цель изобретения - повышение надежности работы.
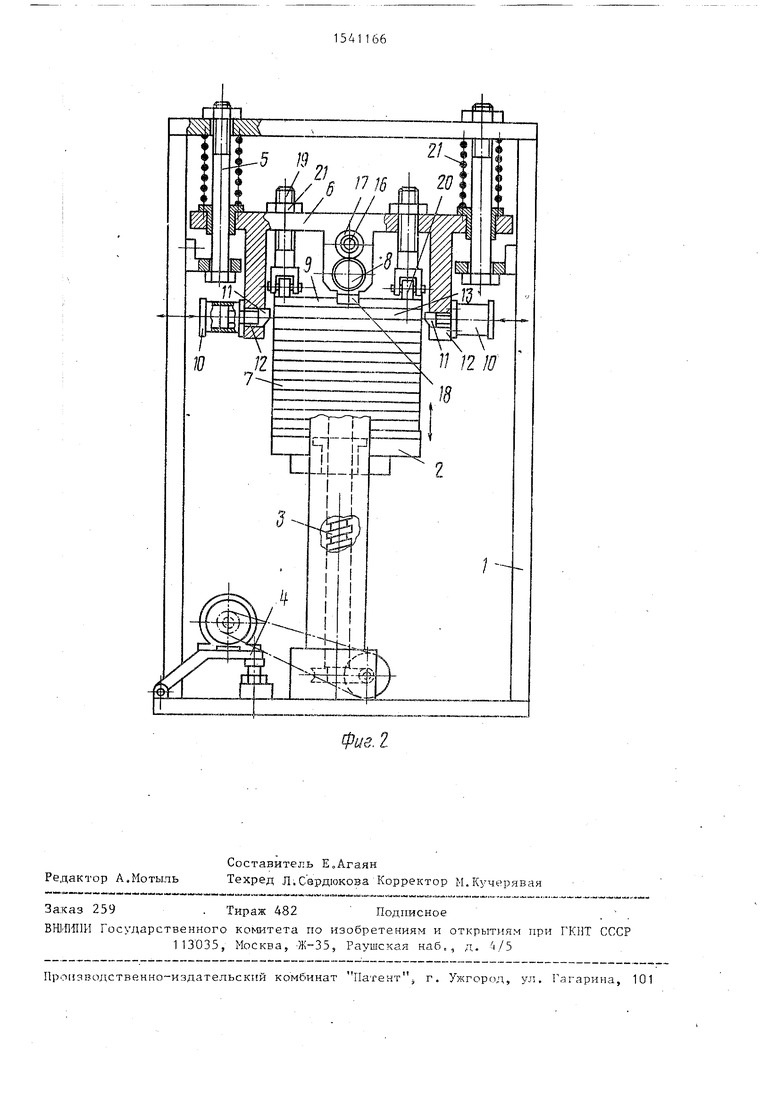
На фиг. 1 изображено устройство для поштучного отделения и подачи листовых заготовок из стопы; на фиг. 2 - о же, вид сбоку.
Устройство содержит станину 1, подъемный стапельный стол 2, перемешаемый в вертикальной плоскости
ходовыми винтами 3, связанными с электродвигателем 4. На верхней части станины 1 закреплены четыре направляющих колонки 5, на которых установлена подпружиненная траверса 6 с возможностью перемещения по колонкам под воздействием стопы листовых заготовок 7f уложенных на столе 2.
На задней стенке траверсы 6 установлен рабочий цилиндр 8 продольного сдвига верхней листовой заготовки 9, а на боковых стенках траверсы 6, охватывающих стопу 7, закреплены цилиндры 10, на штоках которых с возможностью регулировки по высоте установлены прижимы 11, перемещающиеся
сл
4С5
СГ5
имеете со штоками в направляющих вырезах 12 боковых стенок траверсы 6. Прижимы 11 настраиваются по высоте таким образом, чтобы их рабочие поверхности воздействовали на боковые грани второй листовой заготовки 13.
Для предотвращения поворота и при- Дания необходимой жесткости шток 14 рабочего цилиндра 8 с помощью1каретки 15 жестко связан со стержнем 16, который при выдвижении штока рабочего цилиндра движется вместе с ним в направляющей втулке 17, встроенной в заднюю стенку траверсы 6. На карет ке 15 шарнирно закреплен захватывающий элемент 18 с возможностью поворота вокруг оси при обратном ходе штока 14.
В верхней части траверсы 6 с двух сторон от захватывающего элемента 18 симметрично ввернуты стойки 19, на которых установлены вращающиеся упорные следящие ролики 20, ре гулируемые и фиксируемые вместе со стойками 19 в вертикальной плоскости в нужном положении контргайками 21. Пружины 22 постоянно стремятся прижать траверсу 6 в нижнее положение на направляющих колонках 5. На передней части станины 1 установлены датчики 23 контроля верхнего уровня стопы, а также приводные направляющие ролики 24, связанные с приводом (не показан).
Настройка на нужную толщину листовой заготовки осуществляется изменением положения опорных следящих роликов 20 по отношению к нижней кромке захватывающего элемента 18 таким образом, чтобы выступание его рабочей части было меньше толщины листовой заготовки. Затем настраиваются прижимы 11 по высоте таким образом, чтобы при срабатывании цилиндров 10 они упирались в боковые грани второй листовой заготовки 13, не захватывая остальных.
Устройство работает следующим образом.
Исходное положение штоков всех цилиндров - крайнее заднее. Подающие ролики 24 вращаются. На стапельный стол 2, находящийся в опущенном положении, укладывают стопу 7 листовых заготовок. Стапельный стол 2 начинает движение вверх до соприкосновения верхней листовой заготовки с опорными следящими роликами 20. При дальнейшем движении стола вверх травер-
5
0
5
0
5
0
5
0
5
са 6 вместе с рабочим цилиндром 8 и боковыми цилиндрами 10 перемещается по направляющим колонкам 5 вверх, при этом пружины 22 сжимаются.
При взаимодействии верхней листовой заготовки 9 с датчиком 23 происходят останов стола 2 и включение боковых цилиндров 10, штоки которых выдвигаются вперед и прижимами 11 зажимают вторую листовую заготовку 13.
После боковых включается рабочий цилиндр 8, при этом его шток движется вперед и захватывающим элементом 18 заталкивает верхнюю листовую заготовку 9 в подающие ролики 24, которые захватывают листовую заготовку и подают ее в приемное устройство пресса (не показано).
При выходе верхней листовой заготовки из-под датчика 23 подается команда на отвод штоков цилиндров 8 и 10 в исходное положение, при этом траверса 6 под воздействием пружин 22 опускается вниз до соприкосновения опорных следящих роликов 20 со следующей верхней листовой заготовкой. После отвода штоков цилиндров автоматически подается команда на подъем стола.
Толкатели рабочего и боковых цилиндров отведены в крайнее заднее положение, упорные следящие ролики 20 касаются верхней листовой заготовки, стапельный стол 2 поднимается вверх на толщину ранее вытолкнутой листовой заготовки до очередного срабатывания датчика 23 положения верхнего уровня стопы.
В дальнейшем цикл повторяется.
Прижим только второй листовой заготовки перед удалением первой обусловлен тем, что листовые заготовки могут иметь разную ширину в пределах допуска на размер, а прижим нескольких листовых заготовок одновременно приводит к ситуации, когда вторая листовая заготовка окажется ненод- жатой из-за меньшей ширины по сравнению с третьей, четвертой и может быть сдвинута в подающие ролики вместе с первой.
Предлагаемое устройство позволяет принудительно удерживать вторую листовую заготовку при сдвиге со. стопы первой и тем самым обеспечивает четкое поштучное разделение и подачу без предварительной расконсервации пакетов.
Ф ормула изобретения
подъемного стола прижимы для взанмо- действия с соответствующим торцом ит делия, следующим за отделяемым, и привод из возвратно-поступ тельного перемещения, а каретка снабжена направляющим стержнем, при этом траверса имеет два горизонтальные параллельные направляющие для размещения в них стержня каретки и штока ее привода перемещения, а вертикальные направляющие закреплены на станине.
/
Фие.1
