Изобретение относится к производству полуфабрикатов в виде мелких профилей, прутков, полос и лент из никелевых и медно-никелевых сплавов посредством холодной прокатки на одно- и многоклетевых станах .продольной прокатки.
Целью изобретения является повышение стабильности прочностных свойств- и размеров поперечного сечения,по длине готового изделия.
Пример. Цредлагаемьй способ был осуществлен при производстве катаных полос из сплавов нейзильбер НМЦ 15-20 и монель-металл НМЛМц 28-2,5-1,5.
Холодной прокатке подвергали круглые заготовки диаметром 3 мм, причем относительное обжатие при прокатке составляло 30%. При этом исходные заготовки для прокатки были получены с различной величиной упрочнения посредством предварительного волочения отожженной заготовки. Величину требуемого обжатия при волочении и исход- ньй диаметр проволоки перед волочес
OS
нием определяли из кривых упрочнения для исследуемого сплава.
После получения готового полуфабриката проводили измерения предела прочности на разрьш и размеров поперечного сечения.
От прокатанных полос отрезали образцы длиной 1500 мм и проводили измерения высоты и ширины по длине через каждые 30 мм..Затем образцы разрезались на заготовки для механических испытаний. Таким образом, на каждом длинном образце получалось по 50 измерений геометрических параметров и 10 образцов для механических испытаний. Полученные данные статически обрабатьтались.
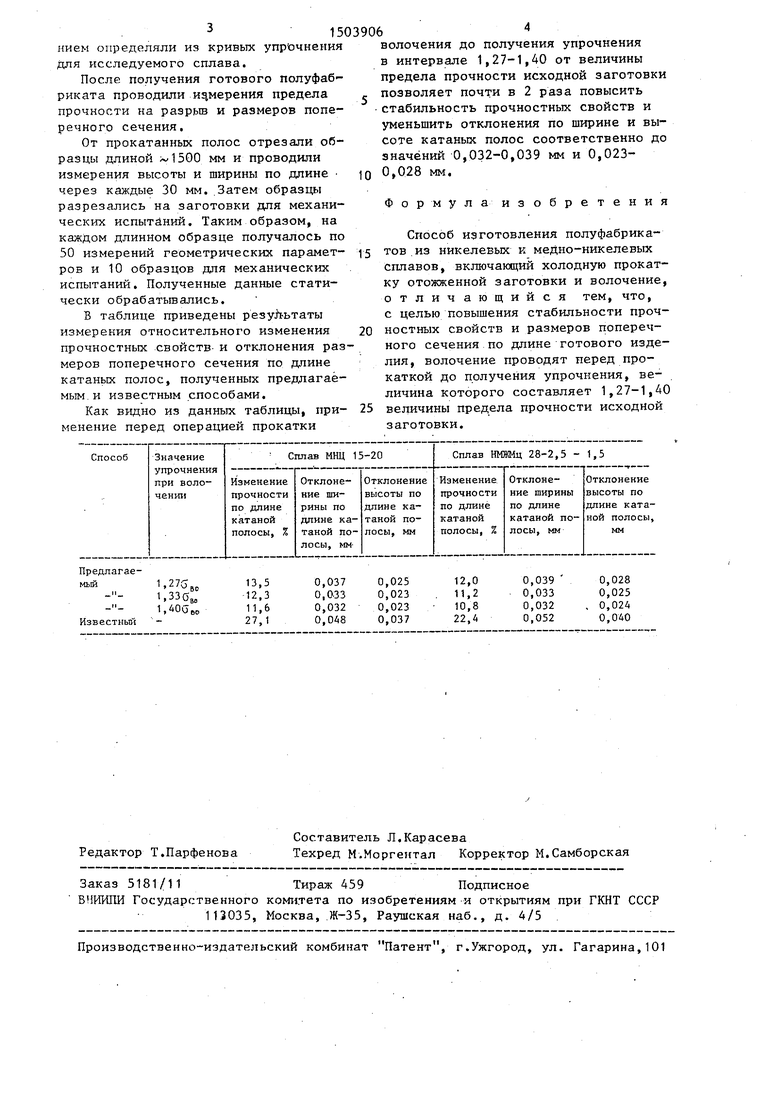
В таблице приведены резу гьтаты измерения относительного изменения прочностных СВОЙСТВ- и отклонения размеров поперечного сечения по длине катаных полос, полученных предлагаемым и известным способами.
волочения до получения упрочнения в интервале 1,27-1,40 от величины предела прочности исходной заготовки позволяет почти в 2 раза повысить стабильность прочностных свойств и уменьшить отклонения по ширине и высоте катаных полос соответственно до значений 0,032-0,039 мм и 0,023- 0 0,028 мм.
Фор мул а изобретения
Способ изготовления полуфабрика- 5 тов,из никелевых к медно-никелевых сплавов, включающий холодную прокатку отожженной заготовки и волочение, отличающийся тем, что, с целью повышения стабильности проч- 0 ностных свойств и размеров поперечного сечения по длине готового изделия, волочение проводят перед прокаткой до получения упрочнения, величина которого составляет 1,27-1,40
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прутков из дисперсионно-твердеющих никелевых сплавов | 1989 |
|
SU1677088A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2013 |
|
RU2536614C2 |
| Способ изготовления прутков из дисперсионно твердеющих никелевых сплавов | 1980 |
|
SU931764A1 |
| БИМЕТАЛЛИЧЕСКАЯ КОМПОЗИЦИЯ МЕДНО-НИКЕЛЕВЫЙ СПЛАВ - СТАЛЬ - МЕДНО-НИКЕЛЕВЫЙ СПЛАВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2188762C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ИЗ МЕДНОСЕРЕБРЯНОГО СПЛАВА | 2006 |
|
RU2317867C1 |
| Способ изготовления биаксиально текстурированной подложки в виде ленты из тройного сплава на медно-никелевой основе для эпитаксиального нанесения на нее буферных и высокотемпературного сверхпроводящего слоев | 2020 |
|
RU2759146C1 |
| Способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе | 2015 |
|
RU2624564C2 |
| Способ приготовления резистивного сплава на медно-никелевой основе | 1980 |
|
SU901321A1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2552464C1 |
Изобретение относится к способам изготовления полуфабрикатов из никелевых и медно-никелевых сплавов. Целью изобретения является повышение стабильности прочностых свойств и размеров поперечного сечения по длине готового изделия. Способ заключается в проведении перед операцией холодной прокатки волочения до получения упрочнения, величина которого составляет 1,27-1,40 величины предела прочности исходной заготовки. Способ опробован при производстве катаных полос из сплавов нейзильбер НМЦ 15-20 и монель-металл НМЖМц 28-2,5-1,5. Применение предлагаемого способа позволяет повысить стабильность прочностных свойств почти в 2 раза и уменьшить отклонения по ширине и высоте полосы соответственно до значений 0,032-0,039 мм и 0,023-0,028 мм. 1 табл.
Как В1ЩНО из данных таблицы, при- 25 величины предела прочности исходной
менение перед операцией прокатки
заготовки.
| Федосеенко А.С., ВыдринВ.Н | |||
| и др | |||
| Уменьшение периодической разнотолщин- ности листа в условиях стана холодной Прокатки.- Сб | |||
| Теория и технология прокатки, 1972, № 102, Челябинск: ЧПИ, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Шевакин Ю.Ф | |||
| и др | |||
| Разработка технологии производства прецизионных фасонных профилей.- Цветные металлы | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Горный компас | 0 |
|
SU81A1 |
