Изобретение относится к области изготовления изделий электротехнического назначения, конкретно - к получению полос из медносеребряного сплава с содержанием серебра 0,03-0,1%, предназначенных для изготовления обмоток роторов турбогенераторов.
Известен способ получения твердых холоднодеформированных полосовых профилей электротехнического назначения из меди и медных сплавов, в частности коллекторных полос клиновидного и шин (полос) прямоугольного поперечного сечения [1-3], включающий: получение горячедеформированной (посредством прокатки или прессования) заготовки под волочение; удаление с ее поверхности окалины путем травления в растворе серной кислоты с последующей промывкой и сушкой заготовки; получение волочением промежуточной заготовки; полный (рекристаллизационный) отжиг промежуточной заготовки; чистовое волочение на полосу готовых размеров с относительным обжатием, обеспечивающим достижение надлежащего уровня прочностных характеристик, в частности предела прочности σв и/или предела текучести σ02, твердости по Бринеллю, а также пластических свойств, например, относительного удлинения δ согласно ГОСТ 434-78 [4]. Для получения полос в мягком (отожженном) состоянии после чистового (отделочного) волочения проводят отжиг полуфабрикатов; их эксплуатационные характеристики (прочностные и пластические) также оговорены российским и зарубежным стандартами [4-7]. Недостаток известного способа - получение полос только в твердом или только в мягком состоянии, хотя нередко требуются полуфабрикаты, например, шины с уровнем свойств, который соответствует полунагартованному состоянию [5].
Известны также способы получения твердых (нагартованных) полосовых профилей, сочетающие в одном цикле волочение и однократную холодную прокатку [8] или однократную холодную прокатку (в режиме плющения исходной заготовки круглого сечения) и многократное волочение со скольжением [9]. Известен также способ получения медных шин мягкого состояния поставки с толщиной и шириной, значительно превышающими верхние пределы, регламентированные в [4], содержащий горячее прессование, удаление окалины и последующую правку шин в роликоправильной машине с целью обеспечения высоких характеристик качества поверхности и размерной точности, сопоставимых с характеристиками холоднотянутых полос [10]. Недостатком рассмотренных выше способов [8, 9, 10] является жесткое, безальтернативное разграничение (разумеется, в соответствии с областями применения) приемов при получении однозначно твердых (с высоким σв и пониженным δ) или однозначно мягких (с пониженным σв и высоким δ) полос, и с исключением возможности получения иных, отличающихся от указанных выше уровней прочности и пластичности.
Широко известно, что полосы с высокой электропроводностью, в частности мягкие медные шины, используют обычно в установках, работающих в условиях высоких нагрузок по току при весьма низких значениях электрического напряжения (например, в линиях подводки питания к электролизным ваннам, в шкафах управления, в распределительных щитах и др.). Вместе с тем, при необходимости выдерживать в процессе эксплуатации кратковременные, но значительные механические нагрузки, используют медные шины полутвердого состояния, имеющие повышенный по сравнению с мягким состоянием уровень прочности при сохранении приемлемой пластичности [5]. Конкретно стандартом [5] регламентированы следующие требования к медным полутвердым шинам: σв≥250 МПа; σ01=170-230 МПа; δ=10-15%. С целью достижения приведенных значений механических свойств предложен способ [11], содержащий следующие приемы обработки. Шины изготавливают за два прохода волочения с промежуточным полным рекристаллизационным отжигом между ними при температуре 650±30°С. Первый проход волочения осуществляют с относительным обжатием ε=[(ho-h1)/ho]×100%=20-28%, где ho и h1 - соответственно толщина полосы до и после прохода волочения; чистовое волочение проводят с ε=7-10%. После обработки, проведенной по режимам способа [11], получают следующие значения механических свойств: σв=300-370 МПа; σ01=167-227 МПа; δ=10-15%, т.е. результаты практически полностью отвечают требованиям стандарта [5].
Недостатком способа [11] является существенно заниженный уровень пластичности и несколько завышенный уровень прочности, впрочем, вполне соответствующие назначению полутвердых медных шин, но не пригодные для полос из сплава меди с серебром с содержанием последнего 0,03-0,1%, если учитывать требования, предъявляемые к ним, а также повышенные способности медносеребряного сплава по сравнению с чистой медью к достижению более высоких эксплуатационных свойств [12].
Из уровня техники известно, что одним из наиболее ответственных условий эксплуатации изделий из медносеребряных сплавов является использование холоднодеформированных полос прямоугольного поперечного сечения в качестве проводников электрического тока в обмотках роторов турбогенераторов, работающих в напряженных режимах повышенных механических и электрических нагрузок. Способ изготовления этих полуфабрикатов выбран в качестве прототипа [13]. Согласно способу-прототипу, включающему волочение горячедеформированной заготовки на промежуточную заготовку, ее рекристаллизационный отжиг и чистовое волочение на полосу готовых размеров, материал полосы должен иметь следующий уровень физико-механических свойств: предел текучести σ02≥132,5 МПа; относительное удлинение δ10≥30%; удельное электрическое сопротивление постоянному току при температуре 20°С ρ≤0,01850 Ом мм2/м. Дополнительно в соответствии с [13] к вышеупомянутым полосам предъявляются весьма жесткие требования по качеству их поверхности и по предельным отклонениям толщины и ширины сечения; кроме того, требуемый уровень относительного удлинения (δ10≥30%) следует оценить как весьма высокий, а значение предела текучести (σ02≥132,5 МПа) соответствует состоянию, которое можно квалифицировать как четвертьнагартованное.
Такие требования к холоднотянутым полосам, размерный ряд которых согласно [13] составляет 5-8 мм по толщине и 28-48 мм по ширине, продиктованы особенностями конструкции и соответственно технологии изготовления из полос обмоток роторов и их последующего монтажа, включающих операции многократных ребровых изгибов при сборке полос в секции (катушки) роторов без каких-либо признаков потери ими пластичности (микро- и макротрещин, появлении на полосах неровной, бугристой поверхности, получившей название «апельсиновой корки» [14], свидетельствующей о чрезмерном росте зерен, и др.).
В связи с разработкой новых современных видов электротехнических устройств постоянно растут требования к физическим свойствам продукции из электротехнических сплавов, в частности ставится задача снижения удельного электрического сопротивления для ранее освоенных и вновь осваиваемых изделий из сплавов этой группы.
Использование известного технического решения с целью повышения потребительских свойств продукции, в частности снижения удельного электрического сопротивления и повышения стабильности механических свойств изделий, сопровождается следующими недостатками.
Марочным составом сплава МС0,1 [13] предусмотрены пределы легирования от 0,03 до 0,1% серебра. В связи с таким весьма широким интервалом содержания в сплаве основного легирующего элемента соблюдение требуемого сочетания σ02 и δ для сплава, в котором содержание серебра находится вблизи нижнего предела (0,03%), при обработке по известному способу становится практически невыполнимым. С одной стороны, достижение минимального значения предела текучести σ02, равного 132,5 МПа, должно быть обеспечено повышенным относительным обжатием в чистовом проходе волочения, а с другой стороны, повышенное обжатие снижает относительное удлинение δ ниже минимального норматива, равного 30%. Поэтому в условиях реального производства стараются поддерживать содержание серебра в сплаве вблизи верхнего предела (0,1%), что, помимо удорожания сплава, достаточно затруднительно по следующим причинам.
В конкретных производственных условиях наряду с факторами, которыми несложно управлять (степень горячей деформации при прессовании заготовок на горизонтальном гидравлическом прессе (ГГП); степень холодной деформации при предварительном и чистовом волочении; режим промежуточного отжига и др.), действуют факторы, варьирование которых не представляется возможным: выплавка сплава в имеющихся в наличии печах только определенного типа; способ разливки также определен возможностями производства; состав сплава, пределы его легирования и состав покровного флюса регламентированы технической документацией. Кроме того, неизбежно существование причин чисто технического характера: трудность точного попадания в заданный химический состав сплава, сложность регулирования многих параметров плавки и разливки в узко заданных пределах и т.д. В этих условиях количество активно варьируемых факторов, естественно, сокращается, и следовательно, сужаются возможности оптимизации технологии, если ориентироваться только на известное техническое решение [13]. Весомым отрицательным фактором, существенно снижающим эффективность известного способа, является использование для приготовления сплава меди марки М0к, которая содержит, согласно ГОСТ 859-2001 [16], довольно значительные массовые доли примесей, снижающих электропроводность сплава, - свинца, железа, сурьмы, мышьяка. Таким образом, использование технологического регламента по известному способу с целью повышения потребительских свойств продукции - снижения удельного электросопротивления и повышения стабильности механических характеристик изделий - не приводит к положительному результату.
Учитывая отмеченные выше особенности изготовления и эксплуатации роторов турбогенераторов, а также настоятельную необходимость соблюдения стабильности электрических и механических параметров электрических машин, зависящих в немалой степени от свойств материала полос МСТ (медь с серебром, тянутые), можно прийти к выводу, что в способе-прототипе далеко не полно использованы физико-механические свойства сплава, из которого изготовлены полосы.
Задачей предлагаемого технического решения является повышение потребительских свойств продукции, а именно - снижение удельного электрического сопротивления материала и повышение стабильности механических характеристик изделий.
Поставленная задача решается тем, что в отличие от известного способа деформационной обработки полосы прямоугольного поперечного сечения из медносеребряного сплава с содержанием серебра от 0,03 до 0,1%, материал которой имеет предел текучести σ02≥132,5 МПа, относительное удлинение δ10≥30% и удельное электрическое сопротивление постоянному тону ρ≤0,01850 Ом мм2/м, включающего использование в качестве основы сплава меди катодной получение полунепрерывным литьем слитка, изготовление посредством горячей деформации, например прессования, заготовки, волочение горячедеформированной заготовки на промежуточную заготовку, полный рекристаллизационный отжиг промежуточной заготовки и чистовое волочение на готовую полосу, согласно заявляемому способу для получения удельного электрического сопротивления постоянному току ρ≤0,01748 Ом мм2/м в качестве основы сплава используют медь катодную марки М00к, причем для достижения предела текучести σ02=150-220 МПа и относительного удлинения δ10=38-30% чистовое волочение проводят с относительным обжатием ε, равным 6-13%.
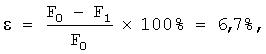
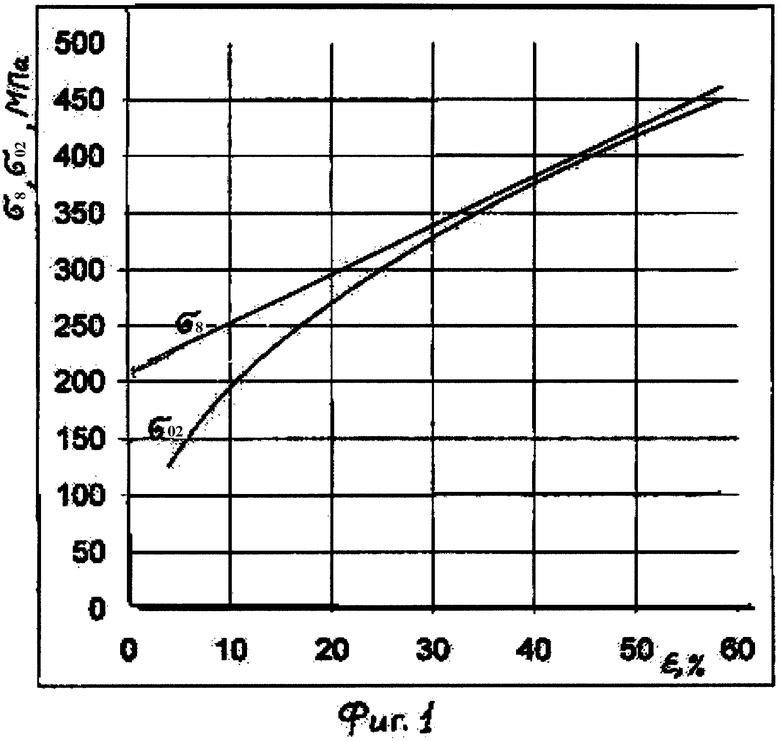
Учитывая явную недостаточность в библиографических источниках информации по технологическим и служебным свойствам малолегированных медносеребряных сплавов, заявителем проведены экспериментальные исследования по установлению зависимостей прочностных (σв, σ02, HB) и пластических (δ5, δ10) свойств сплава МС0,1 (с конкретным содержанием серебра 0,1%) от степени холодной деформации ε. Построены соответствующие графические зависимости - кривые деформационного упрочнения (фиг.1) и относительного удлинения (фиг.2), а также сконструированы аппроксимирующие формулы (в материалах заявки не приводятся). На основании полученных опытных данных следует вывод о необходимости весьма осторожного подхода в использовании имеющихся библиографических сведений о влиянии ε на σв, σ02 и δ. Так, например, согласно источнику [15, с.298, табл.5.7] (имеющему гриф учебника для вузов) сплаву МС0,1 принадлежат следующие значения механических свойств:
- предел прочности σв=440 МПа, что соответствует ε≥55% (фиг.1);
- относительное удлинение δ=14%, что соответствует ε≤30%, конкретно 22-23% (фиг.2).
Приведенное в [15] значение относительного удлинения δ, равное 14%, соответствует уровню 3/4 нагартованного состояния, то есть величине относительного обжатия ε=22-23% (фиг.2), однако при таких значениях ε предел текучести σ02 достигает 270-280 МПа (фиг.1), то есть σ02 соответствует интервалу, находящемуся между полунагартованным и 3/4 нагартованным состоянием; следовательно, сочетание таких значений δ и σ02 не отвечает требованиям нормативного документа [13]. Таким образом, сведения, приведенные в [15], являются противоречивыми, и их нельзя признать приемлемыми для расчета деформационных режимов, обеспечивающих требуемые по [13] и указанные в формуле предлагаемого способа значения σ02 и δ.
С учетом необходимости поиска оптимального соотношения σ02 и δ представляется уместным провести разграничение состояний сплава МС0,1, которое несложно осуществляется следующим естественным образом. Разность между максимальным значением σ02 max, соответствующим полностью нагартованному состоянию при ε=55% и равному 430 МПа (фиг.1), и минимальным значением σ02 max, при ε=0%, равным 70 МПа, составляет 430-70=360 МПа. Разбиение этого интервала на 4 части приводит к получению доли одной части, равной 360:4=90 МПа, и тогда, с учетом реальных кривых деформационного упрочнения (фиг.1), можно сформировать следующую градацию состояний сплава МС0,1, приведенную в таблице. Аналогично проведенная градация относительного удлинения δ для различных состояний сплава также приведена в таблице. Из анализа табличных данных следует вывод, что требуемые значения δ10≥30% (соответствующие 1/4 нагартованному состоянию) достигаются при ε=0-13%, а требуемые значения σ02≥132,5 МПа (соответствующие полунагартованному состоянию) надежно достигаются при ε=5-17%, следовательно, приемлемые значения ε, удовлетворяющие обоим условиям, должны находиться в интервале от 6 до 13%; при этом повышение нижней границы интервала ε с 5 до 6% предпринято с учетом минимальной границы содержания серебра в сплаве, равной 0,03%.
Подводя итог приведенному выше краткому анализу ситуации с отсутствием достоверных библиографических данных о свойствах сплава МС0,1, можно сделать вывод об актуальности проведенного экспериментального изучения зависимости его механических характеристик от степени холодной деформации и о возможности практического применения результатов этого исследования. Что касается качества полученных данных, то их достоверность и точность позволили рассчитать соответствующие производственным условиям режимы деформации и спроектировать технологию производства полос МСТ, в полной мере гарантирующую удовлетворение всех требований нормативных документов.
Целесообразность диапазона σ02=150-220 МПа, установленного в предлагаемом способе с целью решения поставленной задачи, основана на следующем. Нижняя граница диапазона 150 МПа превышает установленный в [13] нижний предел σ02 на 150-132,5=17,5 МПа. Это превышение Δσ02=17,5 МПа содержит в себе как компенсацию погрешности самого метода определения предела текучести, так и возможные колебания полученных значений σ02 - в зависимости от большого числа факторов, изменяющихся в реальных производственных условиях. Согласно применяемой на большинстве заводов практике, предполагающей использование принятой до введения системы СИ размерности напряжений (в виде кг/мм2 вместо МПа), погрешность испытательной машины по усилию растяжения, переведенная в погрешность напряжения, обычно составляет 1-2 кг/мм2, и тогда Δσ02, равное 17,5 МПа, вполне соответствует значению этой погрешности, поскольку 17,5:9,81=1,78 кг/мм2. Верхний предел диапазона σ02=220 МПа продиктован необходимостью использования множественных изгибов медносеребряных полос в процессе их монтажа при сборке турбогенератора, что предполагает их высокую пластичность, гарантирующую отсутствие признаков разрушения и позволяющую проводить гибочные операции с пониженными радиусами мест изгиба; последнее существенно снижает габариты электрической машины. Для обеспечения достаточной при проведении указанных операций пластичности относительное удлинение должно быть не менее 30% [13]; это значение δ достигается при относительном обжатии полосы в чистовом проходе волочения ε≤13% (фиг.2). При ε, равном 13%, значение предела текучести составляет 220 МПа (фиг.1), поэтому именно это значение σ02 и принято в качестве верхней границы диапазона σ02 в формуле предлагаемого способа. С другой стороны, соблюдение условия σ02≥132,5 МПа накладывает ограничение на нижний предел относительного обжатия ε, равный 6%. При ε=6% относительное удлинение δ=38% (фиг.2), и на этом основании диапазон относительного удлинения ограничен верхним значением δmax=38%.
Таким образом, признак, касающийся регламентированного относительного обжатия при чистовом волочении полосы, представляется заявителю достаточно обоснованным.
Известно, что электропроводность электротехнических материалов наиболее существенно зависит от количества присутствующих в сплаве элементов, снижающих ее (то есть от их числа), а также от массовой доли (в процентах) каждого из них. В связи с этим существенно значимым фактором, позволившим решить поставленную задачу в части повышения электропроводности, явился переход от использования в качестве основы сплава меди марки М0к к использованию меди марки М00к. Широко известно [12], что наиболее отрицательное влияние на электропроводность меди оказывают железо и свинец, а из неметаллов - сурьма и мышьяк. Сопоставление содержания вредных примесей в меди марок М0к и М00к, проведенное по данным ГОСТ 859-2001 [16], показывает, что снижение их массовой доли в меди М00к по сравнению с медью М0к составляет: по мышьяку - в 2 раза, по сурьме - в 2,5 раза, по свинцу - в 4 раза; и именно этот фактор оказал несомненно положительное воздействие на электрическую проводимость полос из сплава МС0,1. Что касается минимизации примеси железа, то ее достигли следующим приемом. Ранее в качестве защитного покрова расплава использовали покупную графитовую крошку, которая, вследствие ее приготовления путем размалывания в шаровой мельнице, имела повышенное содержание железа. От этого дефекта графитовой крошки избавились после того, как организовали ее приготовление в условиях собственного производства. Проведение комплекса указанных приемов привело к существенному снижению удельного электрического сопротивления с 0,01850 до 0,01748 Ом мм2/м.
На первый взгляд может показаться, что достигнутое снижение ρ на [(0,01850-0,01748)/0,01850]×100%=5,51% является не столь значительным, однако на самом деле это не так, если учитывать следующие обстоятельства, рассмотренные, например, в [17].
1. За счет снижения ρ повышается линейная нагрузка электрической машины, следовательно, путем увеличения величины тока удается существенно повысить эффективность использования материала проводника - полосы из сплава МС0,1, и в этом отношении важны даже десятые доли процента снижения электросопротивления.
2. Известно, что снижению ρ прямо пропорционально снижение электрических потерь; это влечет за собой сокращение материальных вложений в конструкцию машины за счет следующих положительных изменений:
- уменьшаются размеры магнитного ядра машины;
- сокращается потребное сечение медносеребряной полосы;
- снижается класс изоляции.
3. Вследствие снижения ρ уменьшается тепловыделение, соответственно снижаются затраты на вентиляцию, эффективность работы которой представляет собой исключительно важную проблему из-за малых габаритов турбогенератора.
Таким образом, включение в формулу признака, относящегося к использованию в качестве основы сплава меди марки М00к вместо меди марки М0к и приводящего к повышению электропроводности материала полосы, представляется вполне обоснованным.
Некоторое превышение цены меди марки М00к по сравнению с ценой меди М0к (˜ на 20%) вполне компенсируется значительным повышением эксплуатационных характеристик полос из медносеребряного сплава МС0,1, о чем свидетельствует комплекс приведенных выше преимуществ, а также положительные отзывы потребителей этой продукции.
Дополнительно следует отметить, что обеспечение в предлагаемом способе надлежащего уровня пластических характеристик путем достижения высоких значений относительного удлинения материала позволяет проводить монтаж и сборку якоря машины с использованием малых радиусов гибки полосы, что значительно снижает размеры лобовых частей обмотки статора машины.
В качестве примера конкретной реализации в заводских условиях предлагаемого способа ниже кратко изложен технологический цикл производства промышленных партий полос прямоугольного поперечного сечения марки МСТ следующих размеров, мм: 5×28; 6×28; 7×28; 6×33,7; 6×43.
Выплавку сплава регламентированного химсостава проводили в индукционной печи ИЛК1,6 с использованием катодной меди марки М00к, лигатуры медь-серебро и защитного покрова расплава в виде графитовой крошки собственного приготовления. Слитки диаметром 190 мм отливали полунепрерывным методом при температуре и скорости литья, установленными согласно технологической карте. После резки слитков на заготовки длиной 360 мм, обрезки литниковой и донной частей и отбора темплетов для контроля химсостава и изучения макрошлифов, заготовки нагревали в газовой методической печи и прессовали через одноочковую матрицу на ГГП усилием 17 МН со смоткой отпрессованных заготовок в бунт. Получение промежуточных заготовок в первом проходе волочения на барабанном волочильном стане ВСГ 1/650 проводили через твердосплавные волоки с такими обжатиями, чтобы во втором (чистовом) проходе волочения, осуществляемом после проведения полного рекристаллизационного отжига в печи с водяными затворами, было обеспечено относительное обжатие от 6 до 13%, т.е. в диапазоне, оговоренном формулой. При этом решение поставленной задачи достигалось следующими приемами обработки, рассмотренными на примере производства полосы МСТ сечением 5×28 мм.
Из горячепрессованной заготовки сечением 7×30 мм волочением получали промежуточную заготовку сечением 5,3×28,3 мм, которую после полного рекристаллизационного отжига протягивали на полосу готовых размеров 5×28 мм с относительным обжатием.
где Fo и F1 - площади поперечного сечения промежуточной заготовки и готовой полосы соответственно.
Полученные значения σ02 и δ материала готовой полосы составили 161 МПа и 37,2% соответственно, т.е. они гарантированно превышают минимальные значения σ02 и δ (132,5 МПа и 30%) и находятся в пределах, оговоренных формулой способа (150-220 МПа и 30-38%). Удельное электрическое сопротивление готовой полосы составило 0,01745 Ом мм2/м, что также ниже максимального значения, равного согласно заявленному способу 0,01748 Ом мм2/м.
Нарушение указанных в формуле предлагаемого способа пределов ε=6-13% приводит к следующим отрицательным результатам. При относительном обжатии ε>13% не будет выдержано зафиксированное в ТУ условие δ10≥30%; относительное удлинение будет принимать значения, существенно ниже требуемого техническими условиями нижнего предела, равного 30% (фиг.2). При относительном обжатии ε<6% не гарантируется соблюдение требования по нижней границе предела текучести, равной 132,5 МПа (фиг.1); реальные значения σ02 оказываются ниже граничного значения 132,5 МПа, установленного техническими условиями. Кроме того, нижняя граница ε, равная 6%, обусловлена весьма широким диапазоном содержания серебра в сплаве (от 0,03 до 0,1%), и при содержании серебра на нижнем пределе легирования (0,03%) появляется опасность недостижения предела текучести, равного 132,5 МПа, если ε будет ниже 6%.
Таким образом, достигнута стабильность механических свойств - предела текучести и относительного удлинения металлопродукции, а также снижено удельное электрическое сопротивление материала изделия, т.е. решена задача предлагаемого способа - повышение потребительских свойств продукции.
Соблюдение пределов относительного обжатия от 6 до 13% потребовало точного - до 0,1 мм поддержания значений абсолютного обжатия как по толщине, так и по ширине полосы в чистовом проходе волочения. С учетом изменения абсолютного обжатия по причине износа волочильного канала обжатие корректировали с требуемой точностью посредством регулирования положения оси волоки по отношению к направлению приложения тянущего усилия волочильного стана.
В итоге получали бунты готовых полос марки МСТ указанных выше размеров, полностью соответствующих требованиям потребителей согласно ТУ, но с повышенной стабильностью механических характеристик изделий и с пониженным электрическим сопротивлением материала полос. Таким образом, задача повышения потребительских свойств продукции надлежащим образом выполнена.
Источники информации
1. Электротехнические материалы. Справочник/ В.В.Березин, Н.С.Прохоров, Г.А.Рыков и др. М.: Энергоатомиздат, 1983. 504 с.
2. Берман С.И., Никифоров П.М. Применение составных волок для получения коллекторных профилей. Бюл. Цветная металлургия, №3, 1970.
3. Зыков Ю.С. Применение волок из твердых сплавов для изготовления коллекторных полос. Бюл. Цветная металлургия, №12, 1960.
4. ГОСТ 434-78. Проволока прямоугольного сечения, ленты и шины медные для электротехнических целей. М.: Изд-во стандартов. 1989. 19 с. УДК 669.3-006.354+669.3-418.2:006.354. Группа Е41.
5. Specification for Copper for Electrical Perposes, Rod and Bar. BS1432:1977. Britigh Standard Institution, London, 20p.
6. Kupfer fur Eitktrotechnik. DIN 40500. Teil 3. DK 669.3-42:621.315.5:620.1. April, 1980. Nichteisen-metalle 1. DIN Taschenbuch 26. DIN Deutsches Institut fur Normunge. V.1984/S/353-356. DEUTSCH VERLAG GMBH. BERLIN. KOLN.
7. Standard Specification for Copper Bar, Bus Bar, Rod and Shepes [Metric]. Designation: B187M-97 METRIC. Annual Book of ASTM Standart, Vol 02.5.311-322.
8. Авт. свид. СССР №371986 «Способ изготовления коллекторных профилей». Опубл. 01.03.1973. Бюл. №13.
9. Освоение выпуска медных электротехнических профилей на прокатно-волочильном стане/ П.А.Василевский, А.В.Коновалов, В.П.Котельников и др. Цветная металлургия, №4, 1996.
10. Нестандартные электротехнические профили из меди/ В.Н.Краснов, А.В.Спиридонов, П.А.Василевский и др. Металлоснабжение и сбыт, №2, 2004.
11. Патент РФ на полезную модель №48997 «Медная шина полутвердого состояния». Опубл. 10.11.05. Бюл. №31.
12. Смирягин А.П., Смирягина Н.А., Белова В.А. Промышленные цветные металлы и сплавы. М.: Металлургия, 1974. 488 с.
13. ТУ48-21-188-80 Полосы прямоугольные из сплава меди с серебром. ОКП 184420. Группа В53.
14. Эффект «апельсиновой корки» /http://www.juvelinetec/process. htm?id=mec obr2.
15. Колачев Б.А., Елагин В.И., Ливанов В.А. Металловедение и термическая обработка цветных металлов и сплавов. Изд. 3-е. М.: МИСИС, 1999. 416 с.
16. ГОСТ 859-2001. Медь. Марки. М.: Изд-во стандартов, 2001. 6 с. УДК 669.3:006.354. Группа В51.
17. Турбогенераторы. Расчет и конструкция/ В.В.Титов, Г.М.Хуторецкий, Г.А.Загородная и др. Л.: Энергия, 1967. 895 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРОВОЛОКИ ИЗ ОЛОВЯННО-ЦИНКОВОЙ БРОНЗЫ БРОЦ4-3 | 2006 |
|
RU2315129C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ СВИНЦОВЫХ ЛАТУНЕЙ | 2007 |
|
RU2352682C2 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2034049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| Способ получения прутков из высокопрочного алюминиевого сплава | 2016 |
|
RU2622199C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2014 |
|
RU2562201C1 |
| Способ получения термостойкой высокопрочной проволоки из алюминиевого сплава | 2022 |
|
RU2778037C1 |
| СПОСОБ ПОДГОТОВКИ МЕДНОЙ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ | 1998 |
|
RU2146976C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ОБРАБОТКИ СПЛАВОВ ВАНАДИЯ | 2015 |
|
RU2605015C1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРОВОЛОКИ ИЗ БРОНЗЫ БрХЦрК | 2007 |
|
RU2347007C2 |
Способ предназначен для повышения потребительских свойств полос из медносеребряного сплава с содержанием серебра 0,03-0,1%, предназначенных для изготовления обмоток роторов турбогенераторов. Снижение удельного электрического сопротивления материала и повышение стабильности механических характеристик изделий достигается за счет того, что в известном способе изготовления упомянутой полосы, включающем использование в качестве основы сплава меди катодной, получение полунепрерывным литьем слитка, изготовление посредством горячей деформации, например прессования, заготовки, волочение горячедеформированной заготовки на промежуточную заготовку, полный рекристаллизационный отжиг промежуточной заготовки и чистовое волочение на готовую полосу, согласно предлагаемому способу в качестве основы сплава используют медь катодную марки М00к, чистовое волочение проводят с относительным обжатием ε=[(Fo-F1)/Fo]×100%=6-13%, где Fo - площадь поперечного сечения промежуточной заготовки, прошедшей полный рекристаллизационный отжиг; F1 - площадь поперечного сечения готовой полосы. 2 ил., 1 табл.
Способ изготовления полосы прямоугольного поперечного сечения из медносеребряного сплава на основе катодной меди с содержанием серебра от 0,03 до 0,1%, включающий получение полунепрерывным литьем слитка, изготовление заготовки посредством горячей деформации прессованием, волочение горячедеформированной заготовки на промежуточную заготовку, полный рекристаллизационный отжиг промежуточной заготовки и чистовое волочение на готовую полосу, отличающийся тем, что используют медносеребряный сплав на основе катодной меди марки М00к, а чистовое волочение на готовую полосу проводят с относительным обжатием ε=[(Fo-F1)/Fo]x100%=6-13%, где Fo - площадь поперечного сечения промежуточной заготовки, прошедшей полный рекристаллизационный отжиг, F1 - площадь поперечного сечения готовой полосы.
| 2002 |
|
RU2236918C2 | |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| СПОСОБ ПОДГОТОВКИ МЕДНОЙ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ | 1998 |
|
RU2146976C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДНЫХ СПЛАВОВ | 1999 |
|
RU2163855C2 |
| СПОСОБ ИНГИБИЦИИ ОПУХОЛИ | 1993 |
|
RU2074713C1 |
| US 4491169 A, 01.01.1985. | |||

